一种车辆油杯用加热装置的制作方法
1.本实用新型属于塑料焊接领域,尤其是一种车辆油杯用加热装置。
背景技术:
2.车辆的制动主要是通过液压制动总泵采用制动液作为工作介质,利用液体的不可压缩性产生制动驱动力,使制动部件动作,达到汽车制动的目的。制动液主要通过相应的油杯/油壶进行储放,油杯作为车辆制动系统的基础组成部件。油杯一般采用四氟乙烯、高密度聚乙烯、聚丙烯等材料进行塑料焊接形成。
3.现有的塑料焊接一般将焊接面加热熔化,再向被焊面施加垂直压力直至紧密熔合为一体。但是在加热完成后,熔融的树脂会粘附在加热板上,时间长了形成大量杂质,这些可能会影响油杯焊接的粘结强度,进而影响油杯的气密性。
技术实现要素:
4.为了克服上述技术缺陷,本实用新型提供一种车辆油杯用加热装置,以解决背景技术所涉及的问题。
5.本实用新型提供一种车辆油杯用加热装置,包括:
6.支撑架,由若干型材搭接而成;
7.加热机构,包括设置在支撑架上的x轴直线运动机构,安装在所述x轴直线运动机构输出端上的第一安装架,设置在所述第一安装架上侧、与上工件选择性配合的第一加热模块,以及设置在所述第一安装架下侧、与上工件选择性配合的第二加热模块;
8.清理机构,设置有两组,固定安装在所述支撑架上,分别位于所述第一加热模块上方、所述第二加热模块的底部,用于清理所述第一加热模块、所述第二加热模块上的残渣。
9.优选地或可选地,所述第一加热模块与所述第二加热模块的结构相同。
10.优选地或可选地,所述第一加热模块包括:位于所述第一安装架上表面的加热板,均匀分布在所述加热板底部的多个电加热棒,以及设置在所述第一安装架一侧的控制盒。
11.优选地或可选地,所述清理机构包括:设置在所述支撑架上的y轴直线运动机构,安装在所述y轴直线运动机构上的第二安装架,设置在所述第二安装架上的升降装置,以及安装在所述升降装置的输出端的清理刮板。
12.优选地或可选地,所述升降装置与清理刮板之间设置有缓冲弹簧。
13.优选地或可选地,所述x轴直线运动机构包括:固定安装在所述支撑架两侧的两个滑动导轨,安装在所述支撑架上的伺服电机,与所述伺服电机相连接、平行于所述滑动导轨安装的滚珠丝杆,以及通过多个滑块滑动安装在所述滑动导轨上、且通过滚珠轴承滑动安装在所述滚珠丝杆上的第一安装架。
14.优选地或可选地,所述第一安装架的一侧设置有一个挡片,在所述支撑架上安装有多个光电传感器。
15.优选地或可选地,所述y轴直线运动机构为两级直线运动机构叠加而成,一级直线
运动机构为气缸直线运动机构,二级直线运动机构为电机驱动的丝杆运动机构,设置在所述一级直线运动的输出端。
16.有益效果:本实用新型涉及一种车辆油杯用加热装置,通过在加热机构的上下两侧分别设置一个清理机构,定期清理熔融树脂,避免在加热板上形成杂质,提高油杯焊接的质量。
附图说明
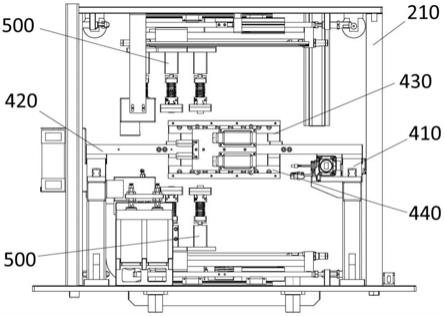
17.图1是本实用新型的结构示意图。
18.图2是本实用新型中加热机构的结构示意图。
19.图3是本实用新型中清洗机构的结构示意图。
20.附图标记为:支撑架210、加热机构400、x轴直线运动机构410、第一安装架420、第一加热模块430、第二加热模块440、滑动导轨411、伺服电机412、滚珠丝杆413、滚珠轴承414、滑块415、加热板441、电加热棒442、控制盒443、清理机构500、y 轴直线运动机构510、第二安装架520、升降装置530、清理刮板540、缓冲弹簧550、一级直线运动机构511、二级直线运动机构512。
具体实施方式
21.在下文的描述中,给出了大量具体的细节以便提供对本实用新型更为彻底的理解。然而,对于本领域技术人员而言显而易见的是,本实用新型可以无需一个或多个这些细节而得以实施。在其他的例子中,为了避免与本实用新型发生混淆,对于本领域公知的一些技术特征未进行描述。
22.参阅附图1至3,一种车辆油杯用加热装置,包括:支撑架210、加热机构400、x 轴直线运动机构410、第一安装架420、第一加热模块430、第二加热模块440、滑动导轨411、伺服电机412、滚珠丝杆413、滚珠轴承414、滑块415、加热板441、电加热棒442、控制盒443、清理机构500、y轴直线运动机构510、第二安装架520、升降装置530、清理刮板540、缓冲弹簧550、一级直线运动机构511、二级直线运动机构512。
23.其中,所述支撑架210由若干型材搭接而成,用于安装所述加热机构400、清理机构500。
24.所述加热机构400包括:设置在支撑架210上的x轴直线运动机构410,安装在所述x轴直线运动机构410输出端上的第一安装架420,设置在所述第一安装架420上侧、与上工件选择性配合的第一加热模块430,以及设置在所述第一安装架420下侧、与上工件选择性配合的第二加热模块440。所述x轴直线运动机构410包括:所述x轴直线运动机构410包括:固定安装在所述支撑架210两侧的两个滑动导轨411,安装在所述支撑架210上的伺服电机412,与所述伺服电机412相连接、平行于所述滑动导轨411 安装的滚珠丝杆413,以及通过多个滑块415滑动安装在所述滑动导轨411上、且通过滚珠轴承414滑动安装在所述滚珠丝杆413上的第一安装架420。通过伺服电机412驱动所述滚珠丝杆413运动,然后将旋转运动转化为第一安装架420的直线运动,调整所述第一加热模块430和第二加热模块440的位置。换言之,所述x轴直线运动机构410 的一侧设置有焊接工装,当所述下工件、上工件需要加热时,所述加热机构400沿着所述x直线运动机构410,运动至所述下工件和上工件之间,对
所述下工件、上工件进行加热。
25.所述清理机构500设置有两组,固定安装在所述支撑架210上,分别位于所述第一加热模块430上方、所述第二加热模块440的底部,用于清理所述第一加热模块430、所述第二加热模块440上的残渣。具体地,所述清理机构500包括:设置在所述支撑架 210上的y轴直线运动机构510,安装在所述y轴直线运动机构510上的第二安装架520,设置在所述第二安装架520上的升降装置530,以及安装在所述升降装置530的输出端的清理刮板540。通过y轴直线运动机构510控制所述清理刮板540左右运动,对加热板441进行清理。
26.在进一步实施例中,所述第一加热模块430与所述第二加热模块440的结构相同。以所述第一加热模块430为例,所述第一加热模块430包括:位于所述第一安装架420 上表面的加热板441,均匀分布在所述加热板441底部的多个电加热棒442,以及设置在所述第一安装架420一侧的控制盒443。通过控制盒443调整所述加热板441的加热功率,然后将热量传递至加热板441上,通过加热板441对上工件、下工件进行加热,实现对工件的精准加热。
27.在进一步实施例中,所述第一安装架420的一侧设置有一个挡片,在所述支撑架210 上安装有多个光电传感器。通过光电传感器检测所述挡片的位置,从而准确的获得所述第一加热模块430和第二加热模块440,能够更好的与焊接工装进行配合。
28.在进一步实施例中,所述升降装置530为升降气缸。由于加热不同材料的树脂时,可能需要对加热方式进行更换,在对第一加热模块430和第二加热模块440进行更换后,均需要对清理刮板540的位置进行重新调整,如此设计,提高了清理机构500与加热机构400之间的适配性,在更换同类工件时,不用改变焊接装置的整体机构,尤其在加工一些更新换代比较快的产品时,效果更为显著。
29.在进一步实施例中,在所述升降装置530与清理刮板540之间设置有缓冲弹簧550。保证所述升降装置530对清理刮板540的作用力保证相对均匀,避免清理刮板540局部的作用力过大,对第一加热模块430和第二加热模块440造成不必要的损伤。
30.在进一步实施例中,所述y轴直线运动机构510为两级直线运动机构叠加而成,一级直线运动机构511为气缸直线运动机构,二级直线运动机构512为电机驱动的丝杆运动机构,设置在所述一级直线运动的输出端。如此设置,可以大大的提高所述清理机构 500的活动区域,避免第一加热模块430和第二加热模块440中出现清理死角。至于所述一级直线运动机构511和二级直线运动机构512的具体结构在此不做进一步赘述。
31.为了方便理解车辆油杯用加热装置的技术方案,对其工作原理做出简要说明:在加热过程中,通过所述x直线运动机构410将所述第一加热模块430和第二加热模块440 运动至所述运动至上工件和下工件之间,然后通过加热机构400对所述上工件和下工件进行加热,至被焊接面被加热熔化,然后通过所述x直线运动机构410将所述第一加热模块430和第二加热模块440运动回原点,实现加热过程。在清理过程中,一级直线运动机构511调整所述清理机构500的位置至所述第一加热模块430的上方、所述第二加热模块440的下方,然后有二级直线运动机构512,进一步控制所述清理刮板540左右运动,实现加热机构400的清理。
32.另外需要说明的是,在上述具体实施方式中所描述的各个具体技术特征,在不矛盾的情况下,可以通过任何合适的方式进行组合。为了避免不必要的重复,本实用新型对各种可能的组合方式不再另行说明。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1