用于包装机的焊接组的制作方法
1.本发明总体上涉及一种用于包装机的焊接组,即所谓的“三轴山形顶部密封器”,更具体地,涉及一种用于利用可调节伺服马达驱动运动的肘节型包装机的密封压力机。
2.因此,本发明包括在用于液体或糊状食品的“成型-填充-密封”型包装机的领域中,更具体地,包括在适于将由可热封塑料材料或塑料涂层纸板制成的两个或更多个板材焊接在一起的装置的领域中。
背景技术:
3.在市场上,有各种机器和技术用于形成、填充和密封由塑料薄膜或纸板制成的包装,所述塑料薄膜或纸板是用塑料聚合层压的,这使得可以获得填充有各种产品,例如液体或糊状产品,比如果汁、牛奶、红酒等的容器,准备出售给最终消费者。
4.目前市场上的包装机通常根据以下技术操作。
5.首先将两侧涂覆有或多或少薄塑料材料的或多或少薄塑料薄膜或纸板折叠并纵向焊接,以形成与最终容器的周边尺寸相同的管。
6.然后借助于沿着容器长度的横向焊接形成底部,并且填充产品,同时用随后的横向焊接密封顶部,从而获得各种尺寸、不同长度的容器,该容器被密封并且准备好出售给最终消费者。
7.其他技术从已经切割、冲切和纵向焊接的容器开始提供。
8.通过折叠和焊接底部在包装机中打开容器并且用产品填充容器,然后折叠和焊接顶部以形成密封包装以备消费。
9.有各种焊接和密封这种容器的方法,例如热棒、冷密封、脉冲密封、热空气密封、高频密封、超声波密封、磁感应密封、热胶密封等。
10.这通常使用具有两个或更多个带夹爪的臂的装置来完成,夹爪将包装的板材牢固地压缩在一起,使得先前达到熔化温度的容器的塑料材料被冷却。
11.这种类型的焊接在待焊接材料,比如塑料薄膜的厚度均匀且较薄的情况下相当容易进行,但是当存在一个或更多个重叠板材时,例如当折叠聚合层压的纸板容器时,需要相当大的力量。
12.产品包装者和最终消费者认为包装的完美焊接和密封非常重要,产品包装者必须以尽可能最吸引人的方式展示他的/她的产品,最终消费者希望容器密封良好,以便最大限度地保证产品在其有效期前保持其所有感官特性。
13.为此,所有包装机中的密封系统都非常重要,但是为了进行良好的焊接,需要非常坚固且庞大的结构,这有时会限制清洁或维护。
14.虽然清洁和简易在包装新鲜产品的机器中是重要的,但是包装保质期较长的产品的机器在市场上越来越受欢迎,其中,在包装期间易于清洁和保持安全的卫生条件以及焊接的紧密性导致或多或少地延长了产品的保质期。
15.此外,包装行业的发展需要机器具有一定的灵活性,必须对机器进行开发,以使其
能够处理具有日益多样化且复杂的形状以及精细的和/或彩色的外部设计的纸箱。
16.例如在文献wo2012/031877a1(d1)中描述了一种用于包装机的焊接组,该焊接组具有可以被认为是与以下发明最接近的现有技术的技术特征,这些特征存在于以下权利要求1的前序部分中。
技术实现要素:
17.因此,本发明的目的是制造一种用于包装机的焊接组,该焊接组能够实现对容器的纸板的最佳成形和密封。
18.本发明的另一个目的是制造一种用于包装机的焊接组,与现有技术相比,该焊接组高效且实用,同时结构简单、相对节省空间且操作快速。
19.本发明的另一个目的是制造一种用于包装机的焊接组,与现有技术相比,该焊接组需要的维护更少并且该焊接组使得清洁度和工作精度更高。
20.这些目的和其他目的通过根据所附权利要求1的用于包装机的焊接组来实现。
21.其他详细特征在从属权利要求中。
22.有利地,纸箱或容器的顶部通过密封压力机的一对夹爪的推动形成,其轨迹遵循纸箱的理想闭合。
23.压力机运动轴是单独配置的,通过内插可用轴来实现夹爪的最终轨迹。
24.形成纸箱顶部的板材的对齐以及对理想对齐的任何校正通过延迟和加速适于移动夹爪的运动学机构的两个轴的运动来实现。
25.此外,该焊接组能够同时处理顶部对称和顶部不对称的容器,而无需手动操作。
26.有利地,由于马达的扭矩控制,焊接过程期间使用的扭矩始终处于控制之下,并且由于使用了肘节系统,所以焊接压力高,该肘节系统的力对于每对夹爪都是可调节的。
27.该系统的进一步优点是密封压力机完全独立于整个包装机,因为压力机的操作独立于其余的运动。
28.此外,由于采用了一个简单的微调系统,该焊接组正常运行所需的所有调整均是在机器表面水平上进行的。
29.最后,整个焊接组被设计成在酸性环境中工作,并且该设计以及部件的选择旨在确保整个焊接组的坚固性以及其功能的卫生性。
附图说明
30.现在将根据本发明的优选且具体但非限制性的实施例并且特别参考附图通过非限制性示例来描述本发明,在附图中:
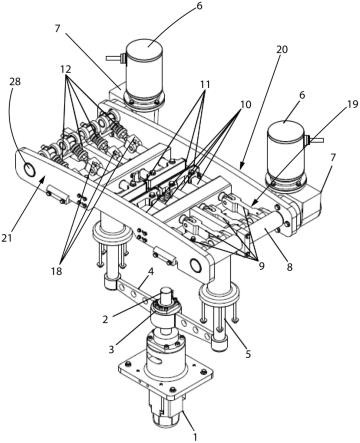
31.图1是根据本发明的包装机的焊接组的透视图;
32.图2是根据本发明的图1中的焊接组的前视图。
具体实施方式
33.参考上述附图,待封闭和焊接的容器通过包装机的内嵌(in-line)的运输系统定位在本发明的目的的焊接组处。
34.本发明的目的的前述焊接组包括由主体或上部框架21形成的密封压力机20,该密
封压力机使一组相对的夹爪11、22水平移动,并且该密封压力机控制操作扭矩,同时该焊接组的借助于放置在填充机的工作台面下方的马达1进行的竖直移动允许框架21和整个密封压力机20沿竖直方向移动。
35.整个密封压力机20被设计成使夹爪11、22执行与容器的自然闭合运动相同的闭合运动。
36.实际上,竖直移动马达1使滚珠丝杠2运动,该滚珠丝杠的凸缘3固定到连结两个竖直销5的双连接臂4上。
37.竖直销5继而支撑整个密封压力机20并且使其向下移动,使得该运动的下部死点是待封闭和焊接的纸箱的上部部分(顶部)的顶部(脊部)。
38.在该向下移动期间,位于上部主体21两侧的每个伺服马达6使相应的减速器7运动,该减速器继而使想应的销8、28旋转。
39.特别地,位于主体21的其中一侧的销8之一借助于具有固定连接杆19的机械肘节返回系统连接到推叉9,使得肘节系统允许将销8的旋转运动转换成使连接到推叉9的第一组推动销10滑动所需的线性运动,这允许激活第一组夹爪11。
40.在与销8相对的一侧,另一组推动销30的线性运动通过致动销28、通过相应的伺服马达6及其减速器7并且借助于具有柔性弹簧连接杆29的机械肘节返回系统来获得。
41.需要这种具有柔性弹簧连接杆29的返回系统来调节位于夹爪11前面的另一组夹爪22的焊接力量。
42.在这种情况下,销28的旋转导致弹簧12借助于销13的压缩,该销13作用于在销28内部获得的相应壳体内部的相关凸缘15上,弹簧12的借助于凸缘16、17并且由于移动推动销30的元件18的压缩在夹爪11和夹爪22之间的交汇点处释放非常高的力量,该力量可以借助于前述弹簧12来调节,并且该力量即使在待焊接容器的材料的厚度存在显著差异的情况下也能够确保有效的焊接安全性。
43.因此,销5和上部主体21的竖直移动以及推动销10、30的水平移动的内插使得夹爪11、22遵循与正确形成待焊接纸箱的顶部边缘的接缝所需的圆周弧相似的轨迹。
44.该力量在夹爪11、22的整个闭合时间期间被保持,直到容器再次启动,即在焊接完成之后。
45.当焊接过程完成时,该焊接组执行相反的移动,即它打开并且上升到起始位置,因此包装机的运输系统将焊接的容器移动到下一个工位并且将另外的待焊接的新容器带到焊接位置。
46.根据进一步的实施例,有利地,在延迟伺服马达6中的一个相对于另一个的旋转的结束或开始的同时,可以对每个容器的顶部的待焊接边缘的定位进行可能的校正,以便延迟或提前一组夹爪11或22的到达。
47.所描述的发明可以以多种方式修改和改编,而不会因此脱离所附权利要求的发明概念。
48.在所附权利要求中提及的特征和技术后面是附图标记的情况下,附图标记仅用于增加权利要求本身的可理解性的目的,并且因此,附图标记不以任何方式构成对由附图标记标识(仅通过示例的方式)的每个元件的解释的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1