一种给排水管管头连接模具、方法、产品及制备方法与流程
1.本发明涉及埋地给排水管连接技术领域,尤其涉及一种给排水管管头连接模具、方法、产品及制备方法。
背景技术:
2.给水工程成为城市和工矿企业的一个重要基础设施,必须保证以足够的水量,合格的水质,充裕的水压,来供应生活用水、生产用水和其他用水,随着经济发展,给水系统对埋地给排水管有着更高的要求。
3.给排水管在埋地施工过程中,需要将多根管子收尾连接后满足长距离给排水需要。目前连接管子的方式有焊接、熔接等方式,具体是:将需要连接的两根管子的承口与插口直接进行相连,用橡胶密;或者在一根管子的端部制作出连接头,通过连接头将另一根管子连接起来。但是大多数管子的连接端面不整齐,在连接过程中与连接头连接或者与另一根管子连接时,会出现连接不完整,在长期输水过程中,会出现渗水、漏水,如果排污水管漏水,则会污染地下土壤环境;如果是给水管,长时间渗漏水会浪费水源、造成地面塌陷的隐患;最重要的是给水管内的压力较大,当遇到水锤效应时,两根管子的连接处难以承受较大的压力而破坏,出现重大安全隐患。
4.上述连接管子的方式是管子连接处容易出现渗漏,造成污染,难以承受较大压力的冲击被破坏,存在安全隐患。
技术实现要素:
5.针对上述技术问题,本发明提供了一种给排水管管头连接模具,通过模具注塑与管子相同活相近材质的材料,将两根管子连接成整体消除渗漏和安全隐患。
6.为了达到上述目的,本发明是通过以下技术方案实现的:
7.一种给排水管管头连接模具,用于填补平整、对接给排水管管头,包括:
8.注塑模具,可拆卸连接在给排水管管头的端部。当注塑模具连接在给排水管管头的端部时,利用注塑模具进行注塑填平工序,以对给排水管管头的端部填补平整,得到连接头。
9.对接焊模具,设置在注塑模具上,对接焊模具的侧壁与注塑模具的侧壁连接,对接焊模具用于将经由注塑模具注塑完成的排水管管头进行对接连接。
10.与现有技术相比,本发明具有以下优点:注塑模具在负压状态下固定管头的端部,通过将注塑模具抽真空,利用注塑模具真空状态压紧给排水管管头,确保给排水管管头在转动过程中处于稳定状态,将给排水管管头与注塑材料实现一体成型连接,成为完整的整体,基于对接焊模具将给排水管管头进行对接链接,消除渗漏水、污染土壤、浪费水源的问题,最重要的注塑材料与管头一体连接后承压能力一致,足以承受水锤带来的冲击,消除了重大安全隐患。整体结构简单,拆卸方便,适用于埋地水管的多种给排水管连接,具有显著的实用效果。
11.进一步优选为:注塑模具包括:
12.真空装置,包覆设置在注塑模具的外侧壁上,真空装置用于在抽真空时向注塑模具提供负压。
13.压紧装置,设置在真空装置内部,压紧装置分别与真空装置、注塑模具连接,压紧装置用于利用负压挤压注塑模具,并从真空装置的内部支撑注塑模具,以使注塑模具夹紧给排水管管头。
14.采用上述技术方案,利用真空装置处于负压状态下,外界压力大于真空装置内的压力,在通过压紧装置压紧注塑模具,使给排水管管头处于被加紧状态。
15.进一步优选为:真空装置包括:
16.真空罐,真空罐的第一侧凹陷,第一侧与给排水管管头的端部连接,真空罐用于在抽真空时向压紧装置提供负压。
17.绝热层,设置在真空罐的内壁上,绝热层的两侧分别与真空罐、压紧装置连接,绝热层用于将真空罐与压紧装置分割开。
18.采用上述技术方案,通过真空罐将给排水管管头夹紧在其中,绝热增可有效隔绝在注塑过程中的热量。
19.进一步优选为:压紧装置包括:
20.压紧球,设置在真空罐内,压紧球用于在真空罐抽真空时挤压绝热层。
21.采用上述技术方案,当真空罐处于真空状态时,会将压紧求挤压在一起,压紧球将收到的压力传递给绝热层,绝热层将受到的力间接传递至给排水管管头。
22.进一步优化为:压紧装置还包括:
23.支撑组件,位于注塑模具之间,支撑组件的上下端分别与注塑模具的内壁连接,支撑组件用于支撑注塑模具,以使注塑模具夹紧给排水管管头。
24.采用上述技术方案,通过支撑组件在注塑模具的内部对给排水管管头起到上下支撑的作用。
25.进一步优化为:对接焊模具包括:
26.对接头,内嵌于注塑模具中,对接头与注塑模具的第二侧壁连接,对接头用于将相邻的连接头对接。
27.采用上述技术方案,通过对接头将通过注塑模具注塑而成的给排水管管头连接起来。
28.进一步优化为:连接头的材质选用与给排水管管头相同或相近的材料中任一种。
29.采用上述技术方案,制备出与给排水管管头向铜或相近的性能的连接头,具备相同的抗冲击能力和环刚度。
30.本发明还公开了一种给排水管管头连接模具的使用方法,用于制作给排水管管头的连接管,其特征在于,包括:
31.安装注塑模具,将注塑模具套设在给排水管管头上。
32.对注塑模具抽真空,使注塑模具夹紧给排水管管头。
33.向注塑模具中注塑连接材料,得到连接头。
34.将对接焊模具的一端连接在连接头上。
35.将相邻的连接头连接在对接模具的另一端上。
36.采用上述技术方案,通过向注塑模具中注塑相同材质或相近材质的材料,使管头与材料注塑成完整的整体,实现连接管头的目的,制备出承压能力强的连接头,消除了渗漏水和安全隐患。
37.本发明还公开了一种基于给排水管管头连接模具的产品,用于将第一管头的端部与第二管头的端部连接,包括:
38.填充部,填充部与第一管头的一端适配,填充部用于填平第一管头的端部。
39.连接部,连接部的一端与填充部一体成型连接,连接部的另一端与第二管头的端部连接,连接部用于将第二管头与填充部连接。
40.采用上述技术方案,填充部与第一管头的端部成为完整的整体,通过熔接的连接方式将连接部与第二管头连接起来,实现将两根管头连接成一个完整的整体,消除渗漏水的问题,增强管头抵抗水锤效应产生冲击的能力。
41.本发明还公开了一种基于给排水管管头连接模具的产品的制备方法,用于制备给排水管管头的连接头,其特征在于,包括:
42.将给排水管管头套装在辊轴上。
43.将注塑模具与给排水管管头连接。
44.对注塑模具进行抽真空,安装压紧装置,使压紧装置夹紧给排水管管头。
45.启动辊轴转动,向注塑模具内注入与给排水管管头相同材质的原料。
46.待注塑模具有原料排除时,停止辊轴转动。
47.拆卸注塑模具,得到连接头。
48.采用上述技术方案,辊轴转动的同时,将与管头材质相同或相近的材料与管头注塑在一起,制备出连接管头用的产品,消除管头连接处渗漏水的隐患,提高管头抵抗水锤效应产生冲击的能力。
附图说明
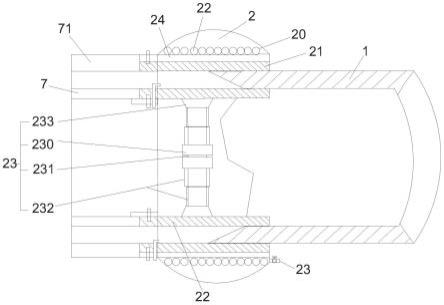
49.图1为实施例一的结构示意图;
50.图2为实施例一负压状态的结构示意图;
51.图3为实施例三的产品的结构示意图;
52.图4为实施例二的使用方法流程框图;
53.图5为实施例四的制备方法流程框图;
54.附图标记:1-给排水管管头;2-注塑模具;20-真空阀;21-真空装置;210-真空罐;21-外筒;22-内筒;23-支撑组件;230-紧固件;231-主轴;232-伸缩件;233-支撑台;24-绝热层;25-进料口;26-排气口;27-压紧装置;271-压紧球;4-填充部;5-连接部;7-对接焊模具;71-对接头。
具体实施方式
55.以下结合附图1、图2、图3、图4以及图5对本发明作进一步详细介绍。
56.一种给排水管管头连接模具,如图1所示,用于填补平整、对接给排水管管头1,包括:
57.注塑模具2,可拆卸连接在给排水管管头1的端部。当注塑模具2连接在给排水管管
头1的端部时,利用注塑模具2进行注塑填平工序,以对给排水管管头1的端部填补平整,得到连接头。
58.对接焊模具7,设置在注塑模具2上,对接焊模具7的侧壁与注塑模具2的侧壁连接,对接焊模具7用于将经由注塑模具2注塑完成的排水管管头进行对接连接。
59.注塑模具2在负压状态下固定管头的端部,通过将注塑模具2抽真空,利用注塑模具2真空状态压紧给排水管管头1,确保给排水管管头1在转动过程中处于稳定状态,将给排水管管头1与注塑材料实现一体成型连接,成为完整的整体,基于对接焊模具7将给排水管管头1进行对接链接,消除渗漏水、污染土壤、浪费水源的问题,最重要的注塑材料与管头一体连接后承压能力一致,足以承受水锤带来的冲击,消除了重大安全隐患。整体结构简单,拆卸方便,适用于埋地水管的多种给排水管连接,具有显著的实用效果。
60.具体的,本实施例中注塑模具2包括:
61.真空装置21,包覆设置在注塑模具2的外侧壁上,真空装置21用于在抽真空时向注塑模具2提供负压。
62.压紧装置27,设置在真空装置21内部,压紧装置27分别与真空装置21、注塑模具2连接,压紧装置27用于利用负压挤压注塑模具2,并从真空装置21的内部支撑注塑模具2,以使注塑模具2夹紧给排水管管头1。
63.利用真空装置21处于负压状态下,外界压力大于真空装置21内的压力,在通过压紧装置27压紧注塑模具2,使给排水管管头1处于被加紧状态。
64.具体的,本实施例中真空装置21包括:
65.真空罐210,真空罐210的第一侧凹陷,第一侧与给排水管管头1的端部连接,真空罐210用于在抽真空时向压紧装置27提供负压。
66.绝热层24,设置在真空罐210的内壁上,绝热层24的两侧分别与真空罐210、压紧装置27连接,绝热层24用于将真空罐210与压紧装置27分割开。
67.通过真空罐210将给排水管管头1夹紧在其中,绝热增可有效隔绝在注塑过程中的热量。
68.具体的,本实施例中压紧装置27包括:
69.压紧球271,设置在真空罐210内,压紧球271用于在真空罐210抽真空时挤压绝热层24。当真空罐210处于真空状态时,会将压紧求挤压在一起,压紧球271将收到的压力传递给绝热层24,绝热层24将受到的力间接传递至给排水管管头1。
70.具体的,本实施例中压紧装置27还包括:
71.支撑组件23,位于注塑模具2之间,支撑组件23的上下端分别与注塑模具2的内壁连接,支撑组件23用于支撑注塑模具2,以使注塑模具2夹紧给排水管管头1。通过支撑组件23在注塑模具2的内部对给排水管管头1起到上下支撑的作用。
72.具体的,本实施例中对接焊模具7包括:
73.对接头71,内嵌于注塑模具2中,对接头71与注塑模具2的第二侧壁连接,对接头71用于将相邻的连接头对接。通过对接头71将通过注塑模具2注塑而成的给排水管管头1连接起来。
74.具体的,本实施例中连接头的材质选用与给排水管管头1相同或相近的材料中任一种。制备出与给排水管管头1向铜或相近的性能的连接头,具备相同的抗冲击能力和环刚
度。
75.上述方案适用于以下应用场景:
76.实施例一
77.一种给排水管管头连接模具,用于在连接两根给排水管管头1时,将不平整的给排水管管头1的端部填补平整,如图1所示,包括
78.真空罐210,真空罐210第一侧凹陷,凹陷的第一侧与给排水管管头1的端部连接,具体是给排水管管头1深入在凹陷第一侧中,真空罐210用于在负压状态对给排水管管头1进行夹持、二次固定以及填平给排水管管头1的端部。
79.支撑组件23,支撑组件23设置在真空罐210内,支撑组件23与真空罐210的内壁连接,支撑组件23顶住真空罐210的内壁,支撑组件23用于支撑、固定给排水管管头1。
80.真空阀20,真空阀20与真空罐210的外壁连接,真空阀20用于抽出真空罐210内的空气,用于将空气补充至真空罐210内。真空阀20选用球阀,球阀的密封性能好,不易发生漏气现象,确保真空罐210在负压状态很好的压紧固定给排水管管头1
81.真空罐210在负压状态下固定给排水管管头1的端部,支撑组件23将真空罐210支撑在稳定状态,确保给排水管管头1在转动过程中处于稳定状态,将给排水管管头1与注塑材料实现一体成型连接,成为完整的整体,消除渗漏水、污染土壤、浪费水源的问题,最重要的注塑材料与给排水管管头1一体连接后承压能力一致,足以承受水锤带来的冲击,消除了重大安全隐患。通过真空阀20抽出空气实现对真空罐210利用负压加紧给排水管管头1,使给排水管管头1处于特别牢固的加紧状态,再通过补充空气后真空罐210处于常压状态后拆卸模具,整体结构简单,拆卸方便,适用于埋地水管的多种给排水管连接,具有显著的实用效果。
82.本实施例中的真空罐210包括
83.绝热层24,绝热层24设置在真空罐210的内壁上,绝热层24用于将真空罐210与高温隔开。
84.外筒21,外筒21设置绝热层24上,绝热层24与外筒21的表面连接,外筒21用于连接给排水管管头1的外表面。
85.内筒22,内筒22设置在外筒21所在的虚拟圆内,内筒22与外筒21的底面之间存在空腔,空腔用于接入给排水管管头1的端部。
86.将给排水管管头1的端部放入外筒21与内筒22形成的空腔中,利用真空罐210处于负压状态下,外界压力大于真空罐210内的压力,给排水管管头1处于被压紧状态,通过向空腔注塑与给排水管管头1相同材质或相近材质的材料,形成与给排水管管头1成为一体的连接端部,消除渗漏的情况。通过在外筒21与真空罐210之间设置绝热层24,防止在注塑材料的过程中由于温度过高而损坏真空罐210,保护真空罐210。
87.本实施例中的空腔的高度与给排水管管头1的厚度相同,确保给排水管管头1刚好深入空腔中,并与内筒22、外筒21完全贴紧,使给排水管管头1被夹持固定在内筒22与外筒21之间。
88.本实施例中的外筒21与内筒22均呈柱体,柱体结构的内筒22和外筒21的表面为曲面,使给排水管管头1分别与外筒21、内筒22形成密切接触,贴合度更高,是给排水管管头1被更好地夹持在外筒21与内筒22之间。
89.本实施例中的支撑组件23包括
90.主轴31,主轴31设置在内筒22的内部,主轴31用于支撑内筒22。
91.伸缩件232,伸缩件232套设在主轴31上,伸缩件232用于调整支撑组件23的长度,调节内筒22的直径尺寸。本实施例中的伸缩组件可以选用螺旋丝杆,通过转动螺旋丝杆伸长或缩短支撑件的整体长度,实现支撑不同内径的给排水管管头1。
92.紧固件230,紧固件230套设在主轴31上,紧固件230的顶面与伸缩件232的底面连接,紧固件230用于紧固伸缩件232。紧固件230选用紧固丝帽,通过正反向转动实现固定伸缩件232的作用,但是紧固件230的选用不局限于紧固丝帽,只要能通过转动能实现固定伸缩件232均可。
93.支撑台233,支撑台233的顶面套设在主轴31上,支撑台233的顶面与内筒22的内壁连接,支撑台233的底面与伸缩件232的顶面连接,支撑台233用于支撑、固定内筒22。需说明的是,本实施例对支撑台233的形状不做任何限定,只要能达到支撑内筒22的结构即可,但是将支撑台233在本实施中的功能性限定的构思设计属于本发明保护的范围。
94.伸缩件232通过伸长将支撑台233推送至与内筒22连接,紧固件230在主轴31上转动后固定住伸缩件232的位置,通过支撑内筒22达到固定给排水管管头1的目的。同时通过变换伸缩件232的长度改变支撑组件23的长度,实现支撑不同内径的给排水管管头1,达到连接不同内径给排水管管头1的目的,具备广泛的适用范围。
95.本实施例中的支撑组件23与真空罐210的内侧壁之间存在距离。留出空间手动旋转伸缩件232和紧固件230,方便手动操作支撑组件23实现支撑内筒22和进一步固定给排水管管头1的作用。
96.本实施例中的内筒22、外筒21的材质均为铝合金,真空罐210的材质为橡胶。铝合金材质支撑的内筒22和外筒21,具有重量轻、力学性能好、抗压强度高以及经久耐用的特点,便于拆装。橡胶制备的真空罐210柔性好,有利于变形产生负压而压紧外筒21,加紧固定给排水管管头1的目的,同时经过反复抽气充气后不易损坏,经久耐用。
97.如图1和图2所示,本实施例应用于以下场景:
98.为了更好的连接两根管子,将其中一根端部参差不齐的给排水管管头1端部进行填补平整,应通过:根据给排水管管头1的厚度,调整内筒22与外筒21之间的距离,使给排水管管头1夹持在内筒22与外筒21之间,进行第一次固定。打开真空阀20抽出真空罐210内的空气,真空罐210处于负压状态压紧外筒21,对给排水管管头1进行第二次固定,通过向空腔中注塑材料与给排水管管头1的端部进行接触,使给排水管管头1的端部填补平整。通过再次真空阀20补充空气使真空罐210处于常压状态,拆卸模具。
99.真空罐210在负压状态下固定给排水管管头1的端部,支撑组件23将真空罐210支撑在稳定状态,确保给排水管管头1在转动过程中处于稳定状态,将给排水管管头1与注塑材料实现一体成型连接,成为完整的整体,消除渗漏水、污染土壤、浪费水源的问题,最重要的注塑材料与给排水管管头1一体连接后承压能力一致,足以承受水锤带来的冲击,消除了重大安全隐患。通过真空阀20抽出空气实现对真空罐210利用负压加紧给排水管管头1,使给排水管管头1处于特别牢固的加紧状态,再通过补充空气后真空罐210处于常压状态后拆卸模具,整体结构简单,拆卸方便,适用于埋地水管的多种给排水管连接,具有显著的实用效果。
100.本发明还公开了一种给排水管管头连接模具的使用方法,如图4所示,用于制作给排水管管头的连接管,其特征在于,包括:
101.安装注塑模具2,将注塑模具2套设在给排水管管头上。
102.对注塑模具2抽真空,使注塑模具2夹紧给排水管管头。
103.向注塑模具2中注塑连接材料,得到连接头。
104.将对接焊模具7的一端连接在连接头上。
105.将相邻的连接头连接在对接焊模具7的另一端上。
106.采用上述技术方案,通过向注塑模具2中注塑相同材质或相近材质的材料,使管头与材料注塑成完整的整体,实现连接管头的目的,制备出承压能力强的连接头,消除了渗漏水和安全隐患。
107.上述方法适用于以下应用场景:
108.实施例二
109.一种给排水管管头连接模具的使用方法,如图4所示,用于制作给排水管管头1的连接头,包括
110.预设长度,给排水管管头1的端部深入内筒22与外筒21形成的空腔中。预设长度为给排水管管头1深入空腔中预先设定的长度。
111.给排水管管头1分别与内筒22、外筒21连接。
112.旋转伸缩件232,使支撑台233的表面与内筒22的内壁连接,支撑内筒22。
113.旋转紧固件230,固定伸缩件232在内筒22内的空间位置。
114.打开真空阀20,抽取真空罐210内的空气至负压状态。
115.关闭真空阀20,通过进料口25向空腔注入与给排水管管头1同材质的材料,填充空腔。
116.排气口26有材料流出时,停止填充空腔,打开真空阀20,向真空罐210内补入空气。
117.拆卸模具。
118.基于上述方法得出:根据需要连接给排水管管头1的长度,将预设长度的给排水管管头1深入至空腔中,利用模具向空腔内注塑与给排水管管头1相同材质或相近材质的材料,使给排水管管头1与材料注塑成完整的整体,实现连接给排水管管头1的目的,制备出承压能力强的连接头,消除了渗漏水和安全隐患。
119.本实施例应用于以下应用场景:
120.在连接两根给排水管管头1之前,需要将其中一根给排水管管头1大约10cm不平整的端部,用相同材料填补平整,具体的步骤为:
121.将端部长度为10cm的给排水管管头1深入内筒22与外筒21形成的空腔中,不平整的端部完全位于空腔中。给排水管管头1被夹持在内筒22与外筒21之间。
122.旋转伸缩件232,使支撑台233的表面与内筒22的内壁连接,支撑内筒22处于与给排水管管头1内壁完全夹紧的状态。
123.旋转紧固件230,固定伸缩件232在内筒22内的空间位置,进一步夹紧给排水管管头1。
124.打开真空阀20,抽取真空罐210内的空气至负压状态,此时真空罐210处于收紧状态,通过压紧外筒21,对给排水管管头1进行二次固定。
125.关闭真空阀20,启动辊轴,通过辊轴转动带动给排水管管头1转动,在转动过程中通过进料口25向空腔注入与给排水管管头1同材质的材料,填充空腔。
126.排气口26有材料流出时,说明给排水管管头1与空腔之间被材料全部填充,停止填充空腔,打开真空阀20,向真空罐210内补入空气,真空罐210恢复至常压状态。
127.拆卸模具。
128.基于上述方法得出:根据需要连接给排水管管头1的长度,将预设长度的给排水管管头1深入至空腔中,利用模具向空腔内注塑与给排水管管头1相同材质或相近材质的材料,使给排水管管头1与材料注塑成完整的整体,实现连接给排水管管头1的目的,制备出承压能力强的连接头,消除了渗漏水和安全隐患。
129.本发明还公开了一种基于给排水管管头连接模具的产品,用于将第一管头的端部与第二管头的端部连接,包括:
130.填充部4,填充部4与第一管头的一端适配,填充部4用于填平第一管头的端部。
131.连接部5,连接部5的一端与填充部4一体成型连接,连接部4的另一端与第二管头的端部连接,连接部用于将第二管头与填充部4连接。
132.采用上述技术方案,填充部与第一管头的端部成为完整的整体,通过熔接的连接方式将连接部与第二管头连接起来,实现将两根管头连接成一个完整的整体,消除渗漏水的问题,增强管头抵抗水锤效应产生冲击的能力。
133.具体适用于实施例三
134.一种基于给排水管管头连接模具的产品,如图3所示,用于将第一给排水管管头1的端部与第二给排水管管头1的端部连接,包括
135.填充部4,填充部4与第一给排水管管头1的端部适配,用于填平给排水管管头1的端部,使端部平整。
136.连接部5,连接部5与第二给排水管管头1的端部连接,连接部5与填充部4一体成型,连接部5用于将第二给排水管管头1的端部与第一给排水管管头1的端部连接。
137.本实施例用于以下应用场景:
138.假设将第一给排水管管头1与第二给排水管管头1连接,需要利用实施例一的模具和实施例二的使用方法,将本产品的填充部4与第一给排水管管头1连接,连接部5与第二给排水管管头1连接,其中第一给排水管管头1与第二给排水管管头1之间的部分为本产品的结构。
139.填充部4与第一给排水管管头1的端部成为完整的整体,通过熔接的连接方式将连接部5与第二给排水管管头1连接起来,实现将两根给排水管管头1连接成一个完整的整体,消除渗漏水的问题,增强给排水管管头1抵抗水锤效应产生冲击的能力。
140.本发明还公开了一种基于给排水管管头连接模具的产品的制备方法,用于制备给排水管管头1的连接头,其特征在于,包括:
141.将给排水管管头1套装在辊轴上。
142.将注塑模具2与给排水管管头1连接。
143.对注塑模具2进行抽真空,安装压紧装置22,使压紧装置22夹紧给排水管管头1。
144.启动辊轴转动,向注塑模具2内注入与给排水管管头1相同材质的原料。
145.待注塑模具2有原料排除时,停止辊轴转动。
146.拆卸注塑模具2,得到连接头。
147.采用上述技术方案,辊轴转动的同时,将与管头材质相同或相近的材料与管头注塑在一起,制备出连接管头用的产品,消除管头连接处渗漏水的隐患,提高管头抵抗水锤效应产生冲击的能力。
148.上述方法适用于以下应用场景:
149.实施例四
150.一种基于给排水管管头连接模具的产品的制备方法,如图5所示,用于制备连接给排水管管头1的产品,包括
151.按照预设长度,将给排水管管头1的端部深入内筒22与外筒21形成的空腔中。
152.按照安装模具。
153.将模具、给排水管管头1套设在辊轴上,启动辊轴转动,其中辊轴为带动给排水管管头1转动的一种转轴,是对本实施例能够实现的应用,不属于本实施例保护的范围。
154.向进料口25注入与给排水管管头1相同材质的原料。
155.待排气孔有原料排除时,停止辊轴转动。
156.拆卸模具,取出给排水管管头1和产品。
157.辊轴转动的同时,将与给排水管管头1材质相同或相近的材料与给排水管管头1注塑在一起,制备出连接给排水管管头1用的产品,消除给排水管管头1连接处渗漏水的隐患,提高给排水管管头1抵抗水锤效应产生冲击的能力。
158.本具体实施例仅仅是对发明的解释,其并不是对本发明的限制,本领域技术人员在阅读完本说明书后可以根据需要对本实施例做出没有创造性贡献的修改,但只要在本发明的保护范围内都受到专利法的保护。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1