非金属刀线模的制造装置及其制造方法与流程
1.本发明涉及刀线模制作技术领域,特别涉及一种非金属刀线模的制造装置。本发明还涉及一种非金属导线模的制造方法。
背景技术:
2.刀模刀线分为折弯刀线和剪切刀线;折弯刀线也称为压痕线;折弯刀线就是使片料按照设计师设计的形状成型;剪切刀线也称为模切线,就是把片料剪切成为盒子的展开外形。
3.传统刀模中的刀线,绝大多数都是采用铁片为刀片,然后刀线成型师根据设计师的设计图采用特定的工具成形,然后镶嵌在特定的板材上形成可以压制产品的铁片刀模。
4.然而,制作形状必须根据设计工程师的设计,铁刀线的形状必须与设计形状一致,这就需要资深的成型工程师来制作;并且需要多工种人员以及多设备的配合,包括下料、成型、镶嵌等,制作工艺复杂。
5.因此,如何简化刀线模的制作工艺,是本领域技术人员亟待解决的技术问题。
技术实现要素:
6.本发明的目的是提供一种非金属刀线模的制造装置,以简化刀线模的制作工艺。本发明的另一目的是提供一种非金属刀线模的制造方法。
7.为实现上述目的,本发明提供一种非金属刀线模的制造装置,其特征在于,包括控制装置、胶片及刀线模打印装置;所述刀线模打印装置包括机头总成及光固化面光源总成,所述机头总成用于向所述胶片上喷射预设形状的刀线模材料,所述光固化面光源总成用于固化所述机头总成喷射于所述胶片上的刀线模材料,所述控制装置控制所述机头总成沿预设路径喷射刀线模材料,所述刀线模材料为光敏树脂聚合物。
8.优选地,所述机头总成包括喷射装置、点光源固化装置、提升装置及用于带动所述喷射装置和所述点光源固化装置水平相对转动的旋转装置,所述提升装置用于带动所述喷射装置和所述点光源固化装置升降。
9.优选地,所述旋转装置安装在所述提升装置的升降端。
10.优选地,还包括辊身总成及用于带动所述机头总成沿所述辊身总成的辊身轴线方向运动的平移装置,所述辊身总成包括转动辊及胶片固定装置,所述胶片固定装置用于将所述胶片锁紧至所述转动辊的表面。
11.优选地,所述胶片固定装置包括锁紧弹片,所述锁紧弹片包括压板及用于将所述压板压接于所述转动辊表面的弹性件,所述压板用于将所述胶片压接至所述转动辊表面,所述压板可转动安装在所述转动辊上。
12.优选地,所述锁紧弹片为多个,所有所述锁紧弹片沿所述转动辊轴线方向依次排布。
13.优选地,所述胶片固定装置包括吸附装置,所述吸附装置包括真空泵及设置在所
述转动辊的辊身上的吸气孔,所述转动辊内部为中空腔体,所述中空腔体连接所述吸气孔和所述真空泵。
14.优选地,所述胶片固定装置包括锁紧装置,所述锁紧装置包括旋转轴及用于带动所述旋转轴转动的操作轴,所述旋转轴的轴线与所述转动辊轴线平行,且布置于所述辊身外表面,所述胶片自由端卷绕在所述旋转轴上,所述锁紧装置和所述锁紧弹片分别安装在所述胶片圆周方向的相对两端。
15.优选地,所述锁紧装置还包括连接所述操作轴和所述旋转轴的涡轮蜗杆传动机构,所述涡轮蜗杆传动机构和所述操作轴均安装在所述转动辊的侧部。
16.优选地,所述刀线模材料包括丙烯酸酯类低聚物、丙烯酸酯类活性单体、光引发剂、抗氧化剂和附着力促进剂。
17.优选地,所述刀线模的光敏树脂聚合物按重量份计:所述丙烯酸酯类低聚物60~75份,所述丙烯酸酯类活性单体20~35份,所述光引发剂2~5份,所述抗氧化剂0.05~0.1份,所述附着力促进剂1~2份。
18.优选地,所述刀线模材料还包括无机纳米粒子,按重量份计,所述无机纳米粒子0.01~0.03份。
19.优选地,所述无机纳米粒子为纳米二氧化硅或纳米二氧化钛。
20.优选地,丙烯酸酯类低聚物为25℃粘度为60000~90000cps的脂肪族聚氨酯丙烯酸酯、50℃粘度为140000~150000cps的聚酯丙烯酸酯、60℃粘度在13000~18000cps的脂肪族聚氨酯丙烯酸酯、25℃粘度在30000~40000cps的环氧丙烯酸酯、25℃粘度在330000~380000cps的环氧丙烯酸酯其中一种或几种。
21.优选地,所述丙烯酸活性单体为1,6-己二醇二丙烯酸酯、环三羟甲基丙烷甲缩醛丙烯酸酯、二丙二醇二丙烯酸酯、三羟甲基丙烷三丙烯酸酯、四氢呋喃丙烯酸酯、4-乙酰丙烯酰吗啉其中一种或几种。
22.优选地,所述光引发剂为苯基双(2,4,6-三甲基苯甲酰基)氧化膦。
23.优选地,抗氧化剂为四(β-(3,5-二叔丁基-4-羟基苯基)丙酸)季戊四醇酯。
24.优选地,所述附着力促进剂为单官能团酸酯。
25.一种非金属刀线模的制造方法,用于加工上述所述的制造装置,所述刀线模材料加工包括步骤:
26.按重量份计,将60~75份丙烯酸酯类低聚物、20~35份丙烯酸酯活性单体加入带搅拌装置的容器中,在50℃下搅拌1h后,再按重量份计,加入2~5份光引发剂、0.05~0.1份抗氧化剂、1~2份附着力促进剂搅拌30min,将所得共混液体放置在高速分散机中进行分散处理,同时随着分散的进行加入无机纳米粒子并高速分散1h,得到所述刀线模材料。
27.在上述技术方案中,本发明提供的非金属刀线模的制造装置包括控制装置、胶片及刀线模打印装置;刀线模打印装置包括机头总成及光固化面光源总成,机头总成用于向胶片上喷射预设形状的刀线模材料,光固化面光源总成用于固化机头总成喷射于胶片上的刀线模材料,控制装置控制机头总成沿预设路径喷射刀线模材料,刀线模材料为光敏树脂聚合物。当需要制作非金属导线模时,首先将胶片放置于预设位置,控制装置内输入预打印图形,控制装置控制机头总成沿预设路径行走,同时喷射刀线模材料,光固化面光源总成将打印后的刀线模材料固化形成非金属刀线模,最后将固化在胶片上的非金属导线模取下使
用。
28.通过上述描述可知,在本技术提供的非金属刀线模中,非金属刀线通过打印技术,即线模打印装置根据设计图形行走预设路径,在光固化面光源总成的照射下形成具有一定力学性能的刚性线条,进而形成刀线模,制造简单,操作方便,有效地简化了刀线模的制作工艺。
附图说明
29.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据提供的附图获得其他的附图。
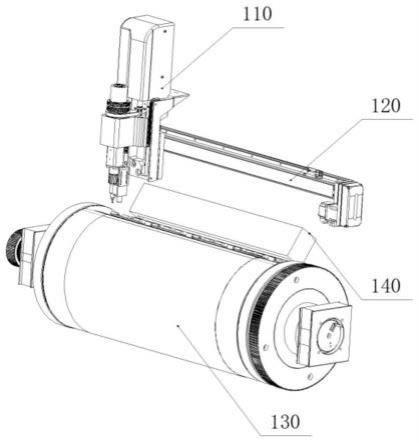
30.图1为本发明实施例所提供的非金属刀线模的制造装置的结构示意图;
31.图2为本发明实施例所提供的机头总成的结构示意图;
32.图3为本发明实施例所提供的锁紧弹片的安装位置图;
33.图4为本发明实施例所提供的吸附装置的安装位置图;
34.图5为本发明实施例所提供的锁紧装置的安装位置图;
35.图6为本发明实施例所提供的辊身总成的结构示意图;
36.图7为本发明实施例所提供的锁紧装置的放大图;
37.图8为本发明实施例所提供的锁紧弹片的放大图。
38.其中图1-8中:
39.110-机头总成、111-提升装置、112-旋转装置、113-喷射装置、114-点光源固化装置、115-喷射针头;
40.120-平移装置;
41.130-辊身总成、131-胶片、132-驱动齿轮;
42.140-光固化面光源总成;
43.150-锁紧弹片、151-弹性件、152-压板;
44.160-锁紧装置、161-旋转轴、162-操作轴、163-涡轮、164-蜗杆、165-涡轮蜗杆座;
45.170-吸附装置、171-高速旋转接头、172-电磁阀、173-真空泵;
46.180-第一卡接件;
47.190-第二卡接件。
具体实施方式
48.本发明的核心是提供一种非金属刀线模的制造装置,以简化刀线模的制作工艺。本发明的另一核心是提供一种非金属刀线模的制造方法。
49.为了使本领域的技术人员更好地理解本发明的技术方案,下面结合附图和实施方式对本发明作进一步的详细说明。
50.请参考图1至图8。
51.在一种具体实施方式中,本发明具体实施例提供的非金属刀线模的制造装置包括控制装置、胶片131及刀线模打印装置。胶片131可以是金属材料,也可以是金属材料,当然,
胶片131可以由多种材料组合形成,其中胶片131可以使用较薄材料加工而成。
52.刀线模打印装置包括机头总成110及光固化面光源总成140,机头总成110用于向胶片131上喷射预设形状的刀线模材料,光固化面光源总成140用于固化机头总成110喷射于胶片131上的刀线模材料,控制装置控制机头总成110沿预设路径喷射刀线模材料,刀线模材料为光敏树脂聚合物。其中,机头总成110上的喷射针头115的形状根据实际需要而定,本技术不做具体限定。
53.非金属刀线的制作分为两种情况,一种是基于辊身(圆形)上的非金属刀线制作,简称辊聚合物刀线;一种是平面上的非金属刀线制作简称面聚合物刀线;其中辊聚合物刀线和面聚合物刀线统称聚合物刀线。不论是辊聚合物刀线的制作还是面聚合物刀线制作,其制作刀线的步骤是一致,仅仅是制作基准面不一样;其中辊身是在曲面制作刀线;面聚合物刀线是在平面上制作。
54.当需要制作非金属导线模时,首先将胶片131放置于预设位置,控制装置内输入预打印图形,控制装置控制机头总成110沿预设路径行走,同时喷射刀线模材料,光固化面光源总成140将打印后的刀线模材料固化形成非金属刀线模,最后将固化在胶片131上的非金属导线模取下使用。
55.通过上述描述可知,在本技术具体实施例所提供的非金属刀线模中,非金属刀线通过打印技术,即线模打印装置根据设计图形行走预设路径,在光固化面光源总成140的照射下形成具有一定力学性能的刚性线条,进而形成刀线模,制造简单,操作方便,有效地简化了刀线模的制作工艺。
56.在一种具体实施方式中,机头总成110包括喷射装置113、点光源固化装置114、提升装置111及用于带动喷射装置113和点光源固化装置114水平相对转动的旋转装置112,提升装置111用于带动喷射装置113和点光源固化装置114升降,具体的,提升装置111带动喷射装置113上的喷射针头115升降。其中,机头上的喷射装置113可以为一个或者至少两个,也可每个喷射装置113上设有一个或至少两个喷射针头115。
57.具体使用时,胶片131可以采用平铺固定,喷射装置113在平面内进行横向和纵向移动,实现面内使用,进而打印出预设图形。
58.优选,提升装置111同时带动旋转装置112和喷射装置113转动,具体的,旋转装置112安装在提升装置111的升降端。
59.在一种具体实施方式中,该非金属刀线模的制造装置还包括辊身总成130及用于带动机头总成110沿辊身总成130的辊身轴线方向运动的平移装置120,辊身总成130包括转动辊及胶片固定装置,胶片固定装置用于将胶片131锁紧至转动辊的表面。具体的,辊身总成130可以通过工作人员手动转动,或者通过模切座电机带动转动,具体的,模切座电机通过带动转动辊上的驱动齿轮132转动,进而带动辊身总成130转动。具体的,驱动齿轮132安装在转动辊侧端。
60.在具体工作时,刀线设计工程师根据客户需求设计刀线展开图,接着把设计好的刀线图通过电脑传送到固定的识别软件,把设计的刀线图转化成控制装置的执行机构能识别的字节,然后平移装置120在电机的驱动下,移动到制定的位置,此时提升装置111将喷射装置113下降到设定高度。
61.在打印横向线条时,旋转装置112进行旋转,把点光源固化装置114旋转到喷射装
置113后方,光敏树脂组合物在喷射装置113的作用下,从喷射针头115喷射出非金属材料,形成非金属刀线;平移装置120可以在电机驱动下左右移动,形成线段的长度。
62.在打印纵向线条时,旋转装置112进行旋转,把点光源固化装置114旋转到喷射装置113后方;喷射装置113固定不动;在模切座电机的驱动下,辊身总成130旋转,旋转的角度就形成纵向非金属刀线的长度。
63.为了便于固定胶片131,优选,胶片固定装置包括锁紧弹片150,锁紧弹片150包括压板152及用于将压板152压接于转动辊表面的弹性件151,压板152用于将胶片131压接至转动辊表面,压板152可转动安装在转动辊上。具体的,弹性件151可以为扭转弹簧。压板152通过可以通过合页安装在转动辊上。为了便于压接胶片131,优选,压板152上与胶片131贴合的表面设有防滑纹。
64.更为优选的,锁紧弹片150为多个,所有锁紧弹片150沿转动辊轴线方向依次排布。优选,沿转动辊轴线方向上,相邻两个锁紧弹片150的间距相等。
65.为了进一步提高胶片131安装稳定性,优选,转动辊上锁紧弹片150安装位置设有用于卡接胶片131的第一卡接件180,胶片131上设有卡设于第一卡接件180上的第一卡孔,具体的,压板152上可以设有供第一卡接件180通过的安装孔。其中第一卡接件180可以为一个或者至少两个,优选,每个锁紧弹片150上沿转动辊轴线方向设有两个第一卡接件180。
66.在一种具体实施方式中,胶片固定装置包括吸附装置170,吸附装置170包括真空泵173及设置在转动辊的辊身上的吸气孔,转动辊内部为中空腔体,中空腔体连接吸气孔和真空泵173。具体的,真空泵173通过高速旋转接头171与转动辊内部的空中腔体连接。工作时,通过电磁阀172控制真空泵173工作。
67.在一种具体实施方式中,胶片固定装置包括锁紧装置160,锁紧装置160包括旋转轴161及用于带动旋转轴161转动的操作轴162,旋转轴161的轴线与辊身轴线平行,且布置于辊身外表面,旋转轴161上设有用于挂接胶片131自由端的限位孔。锁紧装置160和锁紧弹片150分别安装在胶片131圆周方向的相对两端。具体的,转动轴的两端可转动安装在转动辊的相对两侧。操作轴162可以直接与转动轴连接,操作轴162位于转动辊外侧。具体可以通过锁紧件锁紧操作轴162,避免工作时转动。
68.优选的,锁紧装置160还包括连接操作轴162和旋转轴161的涡轮蜗杆传动机构,涡轮蜗杆传动机构和操作轴162均安装在辊身的侧部。具体的,操作轴162与涡轮蜗杆传动结构的蜗杆164连接,旋转轴161与涡轮蜗杆传动机构的涡轮163连接。在具体安装时,涡轮163的两端可转动安装在涡轮蜗杆座165上,涡轮蜗杆座165安装在转动辊的侧壁。
69.工作时,通过手扳起压紧压板152,把胶片131的一端,压在辊身上,放下压紧压板152,在弹性件151的作用下,胶片131一端固定紧,此时胶片131可以挂接在第一卡接件180上。胶片131的另一端挂在旋转轴161上;在真空泵173的作用下,打开电磁阀172,通过高速旋转接头171把转动辊的腔体里面抽成真空,胶片131就牢牢吸附在转动辊的辊身上,此时,胶片131的另一端安装在旋转轴161上,具体的,旋转轴161上设有用于卡接胶片131的第二卡接件190。然后旋转手动操作轴162,通过涡轮蜗杆机构的旋转,使旋转轴161旋转,在吸附装置170和锁紧装置160的双重作用下,辊身表面的胶片131被牢牢锁紧。
70.刀线模材料包括丙烯酸酯类低聚物、丙烯酸酯类活性单体、光引发剂、抗氧化剂和附着力促进剂。
71.刀线模的光敏树脂聚合物按重量份计:丙烯酸酯类低聚物60~75份,丙烯酸酯类活性单体20~35份,光引发剂2~5份,抗氧化剂0.05~0.1份,附着力促进剂1~2份。
72.刀线模材料还包括无机纳米粒子,按重量份计,无机纳米粒子0.01~0.03份。在聚合物刀线需要长时间高频次地进行压痕时,可以考虑在组合物中引入无机纳米粒子作为增强相以增强聚合物刀线的热耐高温性和表面耐磨性。
73.具体的,无机纳米粒子可以为纳米二氧化硅或纳米二氧化钛。
74.在一种具体实施方式中,丙烯酸酯类低聚物为25℃粘度为60000~90000cps的脂肪族聚氨酯丙烯酸酯、50℃粘度为140000~150000cps的聚酯丙烯酸酯、60℃粘度在13000~18000cps的脂肪族聚氨酯丙烯酸酯、25℃粘度在30000~40000cps的环氧丙烯酸酯、25℃粘度在330000~380000cps的环氧丙烯酸酯其中一种或几种。
75.丙烯酸活性单体为1,6-己二醇二丙烯酸酯、环三羟甲基丙烷甲缩醛丙烯酸酯、二丙二醇二丙烯酸酯、三羟甲基丙烷三丙烯酸酯、四氢呋喃丙烯酸酯、4-乙酰丙烯酰吗啉其中一种或几种。
76.光引发剂为苯基双(2,4,6-三甲基苯甲酰基)氧化膦。
77.抗氧化剂为四(β-(3,5-二叔丁基-4-羟基苯基)丙酸)季戊四醇酯。
78.附着力促进剂为单官能团酸酯。
79.由于本技术光敏树脂聚合物刀线采用增材制造的方案,大大减少原材料的损耗。
80.其中机头总成采用3d打印技术,根据设计工程师设计的外形,直接将光敏树脂组合物以液态的形式挤出预期的形状至基材上,在光固化面光源总成的uv光照射下树脂聚合物固化成具备一定力学性能的刚性线条,该刚性线条直接替代传统金属刀模对纸张进行模压,这就使得制作简单,同时线条的多样性更灵活。固化时间短,大大缩短刀模线的成形,制作周期和产品投入市场的时间就非常短,生产效率高。
81.本技术采用3d打印技术与uv光固化技术,就不需要太多的工程师就可以使刀模快速成形,缩减产品的成本,由于操作方便简单,实现全自动压痕设备操作简单、易用、易维护,可减少对专业技术操作人材雇佣成本。本技术需要压痕产品特别多,包括礼品盒、信封、有凹凸结构的产品等都可以,提高多样化制作。
82.非金属刀线模根据不同厚度的纸张,采用不同厚度的胶片131制作,大大减小了非金属的刀模厚度,同时非金属刀模还可以回收再利用,取消了现有的刀模存放空间。
83.由于光敏树脂固化后的线条体积小质量轻,连同卷在转动辊上的薄膜材料一并在压痕完成后作为固体废料废弃,下次需要使用时再重新成型即可,无需储存空间,实现压痕方案“云储存”,拆装简单方便。
84.本技术提供的一种非金属刀线模的制造方法,用于加工上述制造装置,其中刀线模材料加工包括步骤:
85.按重量份计,将60~75份丙烯酸酯类低聚物、20~35份丙烯酸酯活性单体加入带搅拌装置的容器中,在50℃下搅拌1h后,再按重量份计,加入2~5份光引发剂、0.05~0.1份抗氧化剂、1~2份附着力促进剂搅拌30min,将所得共混液体放置在高速分散机中进行分散处理,同时随着分散的进行加入无机纳米粒子并高速分散1h,得到刀线模材料。其中高速分散机的电机转速根据实际需要而定,本技术不做具体限定。
86.本技术提供的光敏树脂组合物的刀线模材料的特点如下:与胶片131的附着力强;
固化后表面硬度高;室温下有一定的粘度是的其在预固化之前能够保持一定的尺寸精度;有一定的耐温性,在反复压制的过程中不出现热变形和热失效。
87.光敏树脂组合物固化后的性能参数:
88.力学性能
89.表面硬度(shored)75~88拉伸强度(mpa)34~47冲击强度(kj/m2)12~26
90.耐高温性能(75摄氏度时的力学性能)
[0091][0092]
本说明书中各个实施例采用递进的方式描述,每个实施例重点说明的都是与其他实施例的不同之处,各个实施例之间相同相似部分互相参见即可。
[0093]
对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本发明。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本发明的精神或范围的情况下,在其它实施例中实现。因此,本发明将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1