一种工装以及套装成型方法与流程
本发明涉及复合材料套装工艺,具体涉及一种工装以及套装成型方法。
背景技术:
1、在机械加工、机械制造领域,常会涉及到不同材料的套装成型,在飞行器生产中尤其设计复合材料的套装工艺成型。比如某飞行器的舱段由回转体结构的圆柱结构件与金属壳体或碳纤维壳体套装并粘接固化而成,圆柱结构件套设与壳体外,一般地,圆柱结构件的尺寸为150mm~700mm,厚度为10mm~15mm,圆柱结构件较常设计为刚性较好、具有盲孔的复合材料件或刚性较低、中心孔为通孔的低密度复合材料。但是由于圆柱结构件自身的材料特性、结构特性和辅助粘接材料的特性,对于低密度复合材料的圆柱结构件,其盲孔处容易出现脱粘、外周容易出现变形;对于复合材料的圆柱结构件,其与壳体的套装容易达不到指定位置。
2、综上所述,复合材料的圆柱结构件在与壳体套装成型时存在难以到位、难以定位、容易变形、容易脱粘的技术问题,难以满足设计要求。
技术实现思路
1、为解决上述技术问题,本发明提供了一种专用于套装过程的工装以及套装成型方法,工装设有全面的定位措施,可以避免因为定位不佳导致的尺寸超差,整个过程工艺可控,制备出的产品质量稳定性好,并且制备效率高。
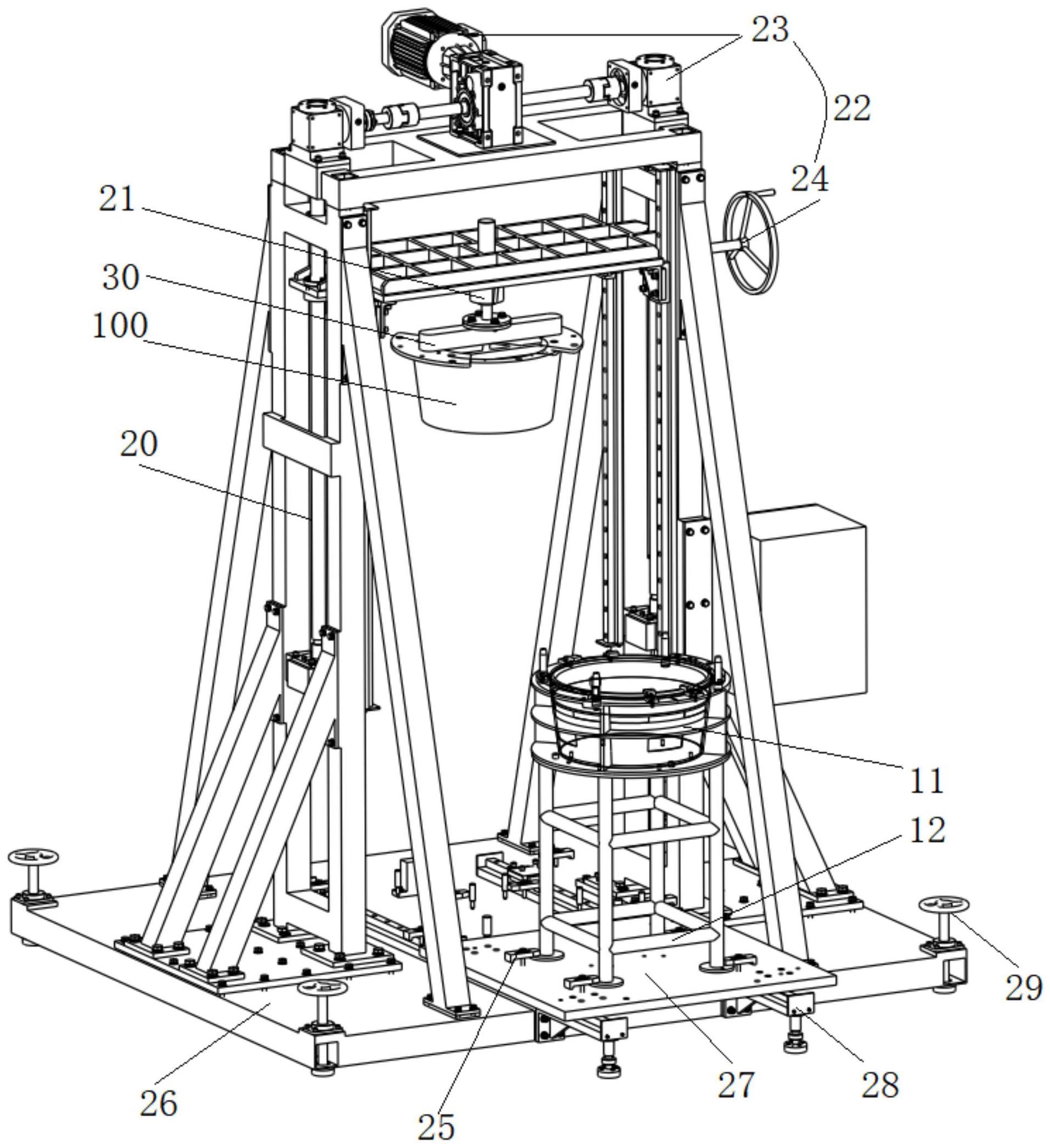
2、实现本发明技术目的的方案为,一种工装,其特征在于,用于舱段的套装成型,所述舱段包括壳体和套装于所述壳体外的圆柱结构件,所述工装包括:
3、抱环组件,包括抱环本体,所述抱环本体设有与所述圆柱结构件外径尺寸匹配的内腔;
4、机架,设有作业平台、上顶板用于驱动所述上顶板升降的驱动组件和用于将所述抱环组件固定于所述作业平台的锁定机构,所述上顶板位于所述作业平台的上方;
5、上盖板,用于连接壳体的上端面和所述上顶板,所述上顶板和壳体连接于所述上盖板的两相对侧;
6、2组以上定位结构,所述定位结构包括匹配的凸出部和容纳部,所述凸出部和所述容纳部中,一个设于所述抱环本体上、另一个设于所述上盖板;所述2个以上定位结构沿所述抱环本体和所述上盖板的周向间隔设置,且所述定位结构的轴向平行于所述抱环本体的轴向。
7、在一些实施例中,所述抱环本体的内腔的直径尺寸比所述圆柱形结构件的外径大0.1mm~1mm。
8、在一些实施例中,所述抱环组件还包括支撑架,所述抱环本体可拆卸连接于所述支撑架的顶面;所述支撑架设有支撑脚板,所述锁定机构用于将所述支撑脚板定位于所述作业平台上。
9、在一些实施例中,所述工装还包括导流件,所述导流件包括连接的圆柱段和圆锥段,所述圆锥段的大径端连接于所述圆柱段,所述圆柱段的外径与所述圆锥段的最大外径相等,所述圆柱段的端面用于贴合所述壳体的下端面。
10、在一些实施例中,所述圆锥段的母线的倾斜角度为0.5°~5;所述导流件的外径尺寸比所述壳体的外径尺寸小0.1mm~4mm。
11、在一些实施例中,所述工装还包括可拆卸连接于所述抱环本体的上端面的转接板,以使所述转接板的顶面与所述圆柱结构件的上端面齐平,所述转接板用于与所述上盖板接触,所述上盖板上还设有与所述壳体的端部尺寸匹配的沉槽。
12、在一些实施例中,所述转接板的数量为至少两个,所述至少两个转接板沿所述抱环本体的周向间隔设置;
13、所述工装还包括至少一个压块,所述压块可拆卸设于所述抱环本体的上端面,用于对所述圆柱结构件定位。
14、在一些实施例中,所述机架设有安装平台,所述工装还包括下底板,所述下底板和所述安装平台通过定位销活动连接;所述下底板构成所述作业平台,所述锁定机构设于所述下底板上。
15、在一些实施例中,所述安装平台上设有滑轨,所述下底板与所述滑轨滑动配合。
16、基于同样的发明构思,本发明还提供了一种基于上述工装实施的套装成型方法,所述套装成型方法包括以下步骤:
17、将上盖板与壳体通过定位销定位并通过螺钉连接固定;将上盖板与上顶板连接固定;将抱环本体置于所述作业平台上,将结构件置入所述抱环本体的内腔中;
18、试套装定位,通过驱动组件驱动所述上顶板下降,调整抱环本体的位置以使抱环本体和上盖板上凸出部和容纳部对接并滑动配合,以此确定所述抱环本体在作业平台上的对接位置,通过锁定机构将抱环本体锁止定位;
19、通过驱动组件驱动所述上顶板上升以使壳体和圆柱结构件分离,在圆柱结构件的内粘接面刷胶;
20、通过驱动组件驱动所述上顶板下降,进行壳体和圆柱结构件的套装,并进行固化处理,得到所述舱段。
21、由上述技术方案可知,本发明提供的一种工装包括抱环组件、机架、上盖板和2组以上定位结构,其中:抱环组件包括抱环本体,抱环本体设有与圆柱结构件外径尺寸匹配的内腔,进而在套装过程中对圆柱结构件的外轮廓面进行定位以及维形,可以在套装过程中有效实现对圆柱结构件的外形控制,防止其尺寸变化,并且起到控制其相对位置的作用。机架设有作业平台、上顶板用于驱动上顶板升降的驱动组件和用于将抱环组件固定于作业平台的锁定机构,上顶板位于作业平台的上方。上盖板用于连接壳体的上端面和上顶板,上顶板和壳体连接于上盖板的两相对侧,即通过上盖板将壳体和上顶板连接为一体,以设于作业平台上的抱环组件为基准,在驱动组件的作用下将壳体从上至下置入圆柱结构件的中心孔中。定位结构包括匹配的凸出部和容纳部,凸出部和容纳部中,一个设于抱环本体上、另一个设于上盖板,使得壳体、上盖板、上顶板一起下降至上盖板接近抱环本体的上端面的时候,容纳部和凸出部对接配合,进而确定了抱环组件的设置位置,壳体与上盖板的轴向位置确定,上盖板与抱环本体的轴向位置确定,抱环本体与圆柱结构件的相对位置确定,最终壳体与结构件的轴向位置确定,并且中轴线重叠,保证圆柱结构件的外形的同时保证套装的同轴度。
22、在进行套装成型工艺时,先将上盖板与壳体通过定位销定位并通过螺钉连接固定,使得壳体与上盖板中轴线高度重合;将上盖板与上顶板连接固定;将抱环本体置于作业平台上,此时抱环本体与作业平台可相对调节位置,即锁定机构未起到锁止的作用;将结构件置入抱环本体的内腔中,抱环本体与圆柱结构件的相对位置确定,只需在套装时调整抱环组件的位置使容纳部和凸出部对接配合即可使壳体与圆柱结构件的中轴线高度重合。由于上盖板和上顶板的连接有一定的调整余量,使得套装时需要预先确定出抱环组件的设置位置即壳体的中轴线位置。通过试套装操作即可确定出抱环组件的设置位置,具体地,通过驱动组件驱动上顶板下降,调整抱环本体的位置以使抱环本体和上盖板上凸出部和容纳部对接并滑动配合,以此确定抱环本体在作业平台上的对接位置,通过锁定机构将抱环本体锁止定位,即后续步骤中抱环组件与作业平台的相对位置不再发生变化,作业平台的位置也不会发生变化。通过驱动组件驱动上顶板上升以使壳体和圆柱结构件分离,在圆柱结构件的内粘接面刷胶,由于壳体和圆柱结构件的相对位置未发生变化,所以刷胶后直接通过驱动组件驱动上顶板下降,就可以进行壳体和圆柱结构件的套装,并进行固化处理,得到舱段,实现了回转体复合材料结构件的高效套装,解决了脱粘、变形的问题。
23、综上,本发明针对回转体复合材料结构件的特点,针对其工艺成型方法,设计了专用于套装过程的工装,工装设有全面的定位措施,可以避免因为定位不佳导致的尺寸超差,整个过程工艺可控,制备出的产品质量稳定性好,并且制备效率高、可以滚动生产,为其类似圆柱结构件的工程化奠定了基础。
- 还没有人留言评论。精彩留言会获得点赞!