一种模具的制作方法
1.本技术涉及投影显示技术领域,尤其涉及一种模具。
背景技术:
2.在投影显示技术领域,投影机一般搭配投影屏幕使用。其中,为了提高投影效果,投影屏幕可以选择菲涅尔投影屏幕。菲涅尔投影屏幕包括菲涅尔透镜层,菲涅尔透镜层具有菲涅尔微结构。菲涅尔微结构使得菲涅尔投影屏幕具有一定的抗环境光的效果,进而使得投影画面具有较高的亮度以及对比度,投影效果更好。
3.目前,制作菲涅尔透镜的模具为锥形辊筒模具,锥形辊筒模具的圆锥面上设置有制作菲涅尔微结构的加工结构。在制作菲涅尔透镜层时,以上述锥形滚筒模具的圆锥面的顶点所在的一端为轴,在用于制作菲涅尔透镜层的基底材料上转动,便可以在基底材料的表面压印出菲涅尔微结构,制成菲涅尔透镜。
4.但是,锥形滚筒模具在制作菲涅尔透镜时无法实现卷对卷连续化生产,菲涅尔透镜的生产效率较低。
技术实现要素:
5.本技术提供一种模具,用于解决现有制作菲涅尔透镜的模具无法实现卷对卷连续化生产,生产效率较低的问题。
6.为达到上述目的,本技术采用如下技术方案:
7.一方面,本技术实施例提供一种模具,包括模具胚体以及加工层。模具胚体具有侧壁,且侧壁为圆柱面,加工层包覆于模具胚体的侧壁上,且加工层为金属加工层。加工层的表面具有菲涅尔微结构,菲涅尔微结构用于压印加工菲涅尔透镜。其中,菲涅尔微结构包括多个沿圆柱面的轴线方向依次嵌套的环带结构。
8.菲涅尔微结构还用于压印形成菲涅尔微结构图案。菲涅尔微结构图案包括矩形边界以及位于矩形边界内的多个依次嵌套的同圆心的圆弧线。菲涅尔微结构图案关于矩形边界的中心线对称,矩形边界的中心线穿过圆弧线的圆心,且圆心位于矩形边界以外。
9.本技术实施例提供的模具包括模具胚体以及包覆于模具胚体的侧壁上的加工层。而在加工层的表面上具有包括多个环带结构的菲涅尔微结构。由此,在加工菲涅尔透镜时,使用具有菲涅尔微结构的加工层的表面进行压印,将菲涅尔微结构压印到制作菲涅尔透镜的基底材料上,即可使基底材料上形成菲涅尔微结构,进而制作出菲涅尔透镜。由于模具胚体的侧壁为圆柱面,即菲涅尔微结构设置在圆柱面上,该模具能够连续进行菲涅尔透镜生产加工,实现卷对卷连续化生产,极大的提高了菲涅尔透镜的生产效率。而且,由于模具胚体的侧壁为圆柱面,在加工制作该模具胚体时,不会受到加工机床加工尺寸的限制,模具能够用于制作大尺寸的菲涅尔透镜。
10.此外,在制作模具的时候,可以在模具胚体的侧壁上镀上一层金属作为雕刻菲涅尔微结构的加工层。采用金属进行雕刻,雕刻效果更好,能够较好的雕刻出来菲涅尔微结
构。同时,采用金属具有较高的硬度,使得模具的使用寿命较长,能够长时间的进行使用。
11.经过菲涅尔微结构压印形成的菲涅尔透镜的表面的图案即为菲涅尔微结构压印的菲涅尔微结构图案。模具胚体的侧壁沿轴线转动一周,便形成一个矩形边界,菲涅尔微结构的多个依次嵌套的环带结构便形成矩形边界内的多个依次嵌套的同圆心的圆弧线。菲涅尔微结构图案关于矩形边界的中心线对称,矩形边界的中心线穿过圆弧线的圆心,且圆心位于矩形边界以外,即该模具可以用于制作偏心菲涅尔透镜。
12.在一些实施例中,多个环带结构包括多个依次嵌套的第一环带结构。模具胚体具有第一端面,多个第一环带结构的两端均延伸至第一端面。多个圆弧线包括多个依次嵌套的第一圆弧线。第一圆弧线由第一环带结构压印形成。矩形边界包括第一边界,多个第一圆弧线的两端均与第一边界相连。
13.在一些实施例中,多个环带结构还包括多个依次嵌套的第二环带结构,第二环带结构位于第一环带结构远离第一端面的一侧。多个圆弧线还包括多个依次嵌套的第二圆弧线,第二圆弧线由第二环带结构压印形成。其中,矩形边界还包括相对设置的第二边界和第三边界。第二边界和第三边界分别与第一边界的两端相连,多个第二圆弧线的两端分别与第二边界和第三边界相连。
14.在一些实施例中,多个环带结构还包括多个依次嵌套的第三环带结构,第三环带结构位于第二环带结构远离第一端面的一侧。多个圆弧线还包括一起嵌套的多个第三圆弧线,第三圆弧线由第三环带结构压印形成。矩形边界还包括与第一边界相对设置的第四边界,第四边界分别与第二边界和第三边界连接。第三圆弧线包括第一子圆弧线和第二子圆弧线。第一子圆弧线和第二子圆弧线之间具有间隙,且第一子圆弧线和第二子圆弧线关于矩形边界的中心线对称。第一子圆弧线的两端分别与第二边界和第四边界相连,第二子圆弧线的两端分别与第三边界和第四边界相连。
15.在一些实施例中,金属加工层的厚度为1mm~5mm。
16.在一些实施例中,圆柱胚体的形状为圆柱状,且圆柱状的模具胚体的底面周长大于模具胚体沿轴线方向的长度。
17.另一方面,本技术实施例提供一种模具的制作方法,该制作方法包括:制作模具胚体。在模具胚体的侧壁上镀上加工层。采用刀具在加工层的表面上,依次雕刻出多个嵌套设置的环带结构。其中,模具胚体的侧壁为圆柱面,多个环带结构沿圆柱面的轴线方向依次嵌套,用于压印加工菲涅尔透镜,并用于形成菲涅尔微结构图案。
18.菲涅尔微结构图案包括矩形边界以及位于矩形边界内的多个依次嵌套的同圆心的圆弧线。菲涅尔微结构图案关于矩形边界的中心线对称,矩形边界的中心线穿过圆弧线的圆心,且圆心位于矩形边界以外。
19.采用上述制作投影屏幕的方法的技术效果与上述投影屏幕的技术效果相同,此处不再赘述。
20.在一些实施例中,多个环带结构包括多个依次嵌套设置的第一环带结构,模具胚体具有第一端面,多个第一环带结构的两端延伸至第一端面,一条环带结构沿一条预设曲线分布。多个圆弧线包括多个依次嵌套的第一圆弧线,第一圆弧线由第一环带结构压印形成。其中,矩形边界包括第一边界,多个第一圆弧线的两端均与第一边界相连。
21.采用刀具在加工层的表面,依次雕刻出多个嵌套设置的环带结构包括:采用刀具
第一环带结构;531b-第二环带结构;531c-第三环带结构;54-菲涅尔结构图案;541-矩形边界;5411-第一边界;5412-第二边界;5413-第三边界;5414-第四边界;542-圆弧线;5421-第一圆弧线;5422-第二圆弧线;5423-第三圆弧线;5423a-第一子圆弧线;5423b-第二子圆弧线;6-刀具。
具体实施方式
39.下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本技术一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
40.在本技术的描述中,需要理解的是,术语、“上”、“下”、“前”、“内”、“中心”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本技术和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本技术的限制。
41.在本技术的描述中,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以用于明示或者隐含地包括一个或者更多个该特征。在本技术的描述中,除非有另外说明,“多个”的含义是两个或两个以上。
42.需要说明的是,在实际应用中,由于设备精度或者安装误差的限制,绝对的平行或者垂直效果是难以达到的。在本技术中有关垂直、平行或者同向的描述并不是一个绝对的限定条件,而是表示可以在预设误差范围内实现垂直或者平行的结构设置,并达到相应的预设效果,如此,可以最大化的实现限定特征的技术效果,并使得对应技术方案便于实施,具有很高的可行性。
43.在本技术实施例中,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者装置不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者装置所固有的要素。在没有更多限制的情况下,由语句“包括一个
……”
限定的要素,并不排除在包括该要素的过程、方法、物品或者装置中还存在另外的相同要素。
44.在本技术实施例中,“示例性的”或者“例如”等词用于表示作例子、例证或说明。本技术实施例中被描述为“示例性的”或者“例如”的任何实施例或设计方案不应被解释为比其他实施例或设计方案更优选或更具优势。确切而言,使用“示例性的”或者“例如”等词旨在以具体方式呈现相关概念。
45.在投影显示技术领域,尤其是超短焦激光投影显示领域,为达到较好的亮度及显示效果,投影机可以搭配具有菲涅尔微结构的投影屏幕使用,从而使投影屏幕具有一定的抗环境光能力,提升用户的观看体验。
46.如图1所示,图1为本技术实施例提供的投影装置100的使用状态示意图。投影装置100可以包括菲涅尔投影屏幕1和投影机2。投影装置100在使用时,投影机2可以放置在菲涅尔投影屏幕1的前下方,观众3位于菲涅尔投影屏幕1的前方并看向菲涅尔投影屏幕1。投影机2发出的入射光线21照向菲涅尔投影屏幕1,入射光线21经过菲涅尔投影屏幕1的反射后
最终形成出射光线22照向观众3,同时在菲涅尔投影屏幕1中成像。
47.投影机2可以包括激光器,该激光器可以为单色激光器、双色激光器和三色激光器中的一种。其中,三色激光器可发射蓝色激光、红色激光以及绿色激光。三色激光器发射的蓝色激光的波长的范围可设置为430nm-460nm,发射的绿色激光的波长的范围可设置为500nm-540nm,发射的红色激光的波长的范围可设置为610nm-650nm。
48.由于三色激光器具有色彩存真和色域较高的优势,本技术实施例提供的投影机2中的激光器可以选择三色激光器。当然,本技术实施例提供的投影机2中的激光器也可以选择单色激光器或者双色激光器。
49.继续参照图1,菲涅尔投影屏幕1可以包括依次层叠设置的表面层11、着色层12、扩散层13、菲涅尔透镜层14以及反射层15。
50.表面层11用于保护菲涅尔投影屏幕1,可以选择硬质材料制成,形成硬质保护层。例如,表面层11可以由甲基丙烯酸甲酯-苯乙烯共聚物(methyl methacrylate-styrene copolymer,ms)材料制成。
51.着色层12内分布有暗色染料,用于提高投影屏幕的1对比度。外界的环境光在进入投影屏幕1的内部后,会经过着色层12,由于着色层12内添加有暗色染料,环境光会被暗色染料所吸收,从而使得投影屏幕的对比度较高。其中,暗色染料可以选择有机颜料,例如,可选用偶氮类染料、酞菁类染料等。
52.扩散层13内分布有扩散粒子131,用于扩散进入菲涅尔投影屏幕1内部的光线,进而扩大菲涅尔投影屏幕1的观看视角。投影机2投射的光线进入到投影屏幕1的内部后,经过扩散层13内的扩散粒子131时,光线会发生扩散,从而使得投影屏幕的观看视角变大。同时,由于光线发生了扩散,扩散后的光线之间的相干性降低,从而使得投影屏幕表面出现的散斑的严重程度减弱。其中,扩散粒子131的材料可以为聚甲基丙烯酸甲酯(polymethyl methacrylate,pmma)。
53.反射层15用于反射光线,使光线重新从表面层11射出。为了使得光线在反射层15能够进行反射,反射层15内分布有反射材料。示例性的,反射材料可以为铝、银或者铝和银的组合物。
54.由于菲涅尔投影屏幕1内设有菲涅尔透镜层14,菲涅尔透镜层14能够起到一定的汇聚光线的作用,能够将投影机2投射的光线向菲涅尔投影屏幕1的中心汇聚,从而使得观众3在正对菲涅尔投影屏幕1的位置处观看到亮度较高的影像。此外,环境光源4发射的环境光41在经过菲涅尔透镜层14时,会被反射到非人眼观看的区域,减少了环境光41的干扰,使得观众3的观看体验较好。
55.如图2所示,图2为本技术实施例提供的菲涅尔透镜层14的结构示意图。菲涅尔透镜层14由多个位于同一平面上的多个同心状环状棱镜组成。如图3所示,图3为图2所示的菲涅尔透镜层14的截面图,菲涅尔透镜层14的截面形状为可以锯齿状。
56.由于具有菲涅尔透镜层的投影屏幕能够提供较好的投影效果,逐渐成为了用户的主流选择。菲涅尔透镜作为投影屏幕的重要组成部分,其通常采用专用的模具热压转印或者uv光压印固化转印制得。制作模具的加工效果对于菲涅尔透镜的最终效果有着重要的影响。
57.相关技术中,菲涅尔模具可使用高精密金刚石加工机床加工制作平板菲涅尔模
具,随后便可以使用该平板菲涅尔模具进行压印或者uv固化得到菲涅尔透镜。但是,上述制作模具的方式容易受到机床加工尺寸的限制,最大的加工直径不超过3.4m,不能够生产较大尺寸的菲涅尔模具。
58.或者,如图4所示,图4为相关技术中提供的一种锥形辊筒模具01,可以将制作菲涅尔透镜的模具制作为锥形。锥形辊筒模具01可以制作大尺寸的菲涅尔透镜。在制作菲涅尔透镜时,以锥形辊筒模具01的较尖的一端为轴进行转动,便可以在基底材料上压印出一个具有菲涅尔结构的圆环。接着便可以根据实际需求进行裁剪,得到相应尺寸的菲涅尔透镜。但是,采用锥形辊筒模具01无法实现卷对卷连续化生产,菲涅尔透镜的生产效率较低。
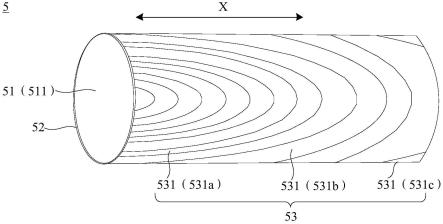
59.基于此,本技术实施例提供了一种模具,如图5所示,图5为本技术实施例提供的一种模具5的结构示意图,模具5包括模具胚体51以及加工层52。模具胚体51具有侧壁,且侧壁为圆柱面,加工层52包覆于模具胚体51的侧壁上,且加工层52为金属加工层。加工层52的表面具有菲涅尔微结构53,菲涅尔微结构53用于压印加工菲涅尔透镜。其中,菲涅尔微结构53包括多个沿圆柱面的轴线方向x依次嵌套的环带结构531。
60.如图6所示,图6为本技术实施例提供的一种菲涅尔微结构压印形成的菲涅尔微结构图案54的结构示意图。菲涅尔微结构53(图5)还用于压印形成菲涅尔微结构图案54,菲涅尔微结构图案54包括矩形边界541以及位于矩形边界541内的多个依次嵌套的同圆心的圆弧线542。菲涅尔微结构图案54关于矩形边界541的中心线对称,矩形边界541的中心线穿过圆弧线542的圆心(图6中o1),且圆心位于矩形边界541以外。如图6所示,矩形边界的中心线将菲涅尔微结构图案分成相互对称的左右两部分。
61.由此,如图5所示,本技术实施例提供的模具5包括模具胚体51以及包覆于模具胚体51的侧壁上的加工层52。在加工层52的表面上具有包括多个环带结构531的菲涅尔微结构53。由此,在加工菲涅尔透镜时,使用具有菲涅尔微结构53的加工层52的表面进行压印,将菲涅尔微结构53压印到制作菲涅尔透镜的基底材料上,即可使基底材料上形成菲涅尔微结构,进而制作出菲涅尔透镜。由于模具胚体51的侧壁为圆柱面,即菲涅尔微结构53设置在圆柱面上,该模具5能够连续进行菲涅尔透镜生产加工,实现卷对卷连续化生产,极大的提高了菲涅尔透镜的生产效率。而且,由于模具胚体51的侧壁为圆柱面,在加工制作该模具胚体51时,不会受到加工机床加工尺寸的限制,模具5能够用于制作大尺寸的菲涅尔透镜。
62.如图6所示,经过菲涅尔微结构53(图5)压印形成的菲涅尔透镜的表面的图案即为菲涅尔微结构压印的菲涅尔微结构图案54。模具胚体51(图5)的侧壁沿轴线转动一周,便形成一个矩形边界541,菲涅尔微结构53的多个依次嵌套的环带结构531便形成矩形边界541内的多个依次嵌套的同圆心的圆弧线542。菲涅尔微结构图案54关于矩形边界541的中心线对称,矩形边界541的中心线穿过圆弧线的圆心,且圆心位于矩形边界541以外,即该模具5可以用于制作偏心菲涅尔透镜。
63.此外,在制作模具的时候,可以在模具胚体51的侧壁上镀上一层金属作为雕刻菲涅尔微结构的加工层52。采用金属进行雕刻,雕刻效果更好,能够较好的雕刻出来菲涅尔微结构。同时,采用金属具有较高的硬度,使得模具的使用寿命较长,能够长时间的进行使用。
64.其中,菲涅尔透镜的基底材料可以为无影胶(ultraviolet rays,uv),在uv胶的表面上进行压印,然后使用uv光源灯对uv胶进行固化,便可得到菲涅尔透镜。
65.如上述所说,本技术实施例提供的模具可以不受机床加工尺寸的限制,可以生产
较大尺寸的菲涅尔透镜。示例性的,采用上述模具制作100寸的菲涅尔透镜时,若使用平板菲涅尔模具,模具加工机床的加工直径最少需要达到3.32m,若采用本技术实施例提供的模具,在加工制作该模具时,只需要卧式机床加工长度达到1.24m即可。
66.采用上述模具制作菲涅尔透镜时,可以使用上述模具进行转印,制作出软质模具。然后再使用软质模具作为制作菲涅尔透镜的模具。这样,可以减少使用该模具的次数,进而提高上述模具的使用寿命。当然,也可以使用上述模具直接制作菲涅尔透镜,直接利用该模具即可实现卷对卷连续化生产,无需设计专用软模生产设备,进而降低生产成本,制作工业也较为简单。
67.可以理解的是,如图5所示,为了方便制作模具胚体51,模具胚体51的形状可以为圆柱状。这样,在制作模具胚体51时,更加容易制作。当然,模具胚体51也可以为其它形状,只要保证模具胚体51具有圆柱形的侧壁即可。以保证在使用模具胚体51生产菲涅尔透镜时,能够进行卷对卷连续生产,保证生产效率。
68.在一些实施例中,金属加工层的厚度可以为1mm~5mm,例如,金属加工层的厚度可以为1mm、3mm或者5mm。上述厚度范围内的金属加工层,即能够满足雕刻需求,也不会造成材料浪费。金属加工层的厚度过厚时,部分金属材料没有充分利用,从而会造成材料的浪费。金属加工层的厚度太薄时,容易雕刻到模具胚体的侧壁,损坏模具胚体,从而影响模具整体的使用寿命。示例性的,模具胚体可以使用不锈钢、铝、铜等材料制备而成。金属加工层可以由铜、铬等金属制成,将上述金属材料均匀的镀在模具胚体的侧壁上形成金属加工层。
69.在一些实施例中,如图5所示,多个环带结构531可以包括多个依次嵌套的第一环带结构531a。模具胚体51具有第一端面511。参阅图7,图7为本技术实施例提供的另一种菲涅尔微结构压印形成的菲涅尔微结构图案54的结构示意图。多个圆弧线542可以包括多个依次嵌套的第一圆弧线5421。第一圆弧线5421由第一环带结构531a(图5)压印形成。其中,矩形边界541可以包括第一边界5411,多个第一圆弧线5421的两端均与第一边界5411相连。可以理解的是,如图5所示,第一端面的511的边缘压印形成图7所示的第一边界5411。参阅图6,菲涅尔微结构图案54中的第一边界5411的长度与模具胚体51的圆柱形侧壁的底面周长的长度相同,第二边界5412的长度与圆柱形侧壁的高度相同。
70.如图7所示,第一环带结构531可以压印出较为完整的第一圆弧线5421。这样,制作出菲涅尔透镜之后,可根据实际需要在较为完整的第一圆弧线5421中选择想要的尺寸进行裁剪,获得理想的菲涅尔透镜的尺寸。此外,如图5所示,由于第一环带结构531a的两端均延伸至第一端面511处。这样,在制作第一环带结构531时,只要控制刀具运动至第一端面511的位置即可,第一环带结构531的制作过程更加简单,从而使得模具5制作过程更加简单。
71.在一些实施例中,圆柱状的模具胚体的底面周长可以大于模具胚体沿轴线方向的长度。由于模具胚体的底面周长大于模具胚体沿轴线方向的长度,这样,如图7所示,压印出的菲涅尔微结构图案54的矩形边界541内的空白部分较少,也即加工层52(图5)上空白的地方较少,可以使得加工层52的利用率较高。当然,圆柱形的模具胚体的底面周长也可以小于模具胚体沿轴线方向的长度。
72.在一些实施例中,如图5所示,多个环带结构531还可以包括多个依次嵌套的第二环带结构531b,第二环带结构531b位于第一环带结构531a远离第一端面511的一侧。如图8所示,图8为本技术实施例提供的另一种菲涅尔微结构压印形成的菲涅尔微结构图案54的
结构示意图,矩形边界541包括相对设置的第二边界5412和第三边界5413。第二边界5412和第三边界5413分别与第一边界5411的两端相连。多个圆弧线542包括多个依次嵌套的第二圆弧线5422,第二圆弧线5422由第二环带结构531b(图5)压印形成,多个第二圆弧线5422的两端分别与第二边界5412和第三边界5413相连。
73.如图5所示,由于多个环带结构531还包括多个依次嵌套的第二环带结构531b,第二环带结构531b位于第一环带结构531远离第一端面511的一侧。由此,参照图8,该模具压印形成的菲涅尔微结构图案54中的圆弧线542包括多个第一圆弧线5421以及多个第二圆弧线5422。这样,矩形边框541内大部分的区域内都具有第一圆弧线5421或者第二圆弧线5422,矩形边界541内的空间利用较为充分,也即图5所示的模具5的加工层52的表面利用更加充分,大部分表面都设有环带结构531,加工层52的利用率更高。
74.可以理解的是,环带结构可以只包括第一环带结构。如图7所示,当环带结构仅包括第一环带结构时,压印形成的菲涅尔微结构图案54中的圆弧线542仅包括第一圆弧线5421。当然,如图5所示,环带结构531也可以同时包括第一环带结构531a和第二环带结构531b,对应的,如图8所示,圆弧线542可以包括第一圆弧线5421和第二圆弧线5422。
75.在一些实施例中,如图5所示,多个环带结构531还包括多个依次嵌套的第三环带结构531c,第三环带结构531c位于第二环带结构531b远离第一端面511的一侧。如图6所示,矩形边界541还包括与第一边界5411相对设置的第四边界5414,第四边界5414分别与第二边界5412和第三边界5413连接。圆弧线542还可以包括多个依次嵌套的第三圆弧线5423,第三圆弧线5423由第三环带结构531c(图5)压印形成。
76.继续参照图6,第三圆弧线5423包括第一子圆弧线5423a和第二子圆弧线5423b。第一子圆弧线5423a和第二子圆弧线5423b之间具有间隙,且第一子圆弧线5423a和第二子圆弧线5423b关于矩形边界541的中心线对称。第一子圆弧线5423a的两端分别与第二边界5412和第四边界5414相连,第二子圆弧线5423b的两端分别与第三边界5413和第四边界5414相连。
77.这样,如图5所示,当环带结构531包括第一环带结构531a、第二环带结构531b以及第三环带结构531c时,加工层52的表面的利用率最高,加工层的表面上基本上都设有对应的环带结构531。
78.当环带结构531包括第一环带结构531a以及第二环带结构531b时,如图8所示,压印形成的菲涅尔结构图案54中第四边界5414内靠近角落的位置没有相关的圆弧线542。制作出来的菲涅尔透镜还需要进行进一步地裁剪才能够进行应用。
79.如图5所示,当环带结构531包括第一环带结构531a、第二环带结构531b以及第三环带结构531c时,加工层52的表面的利用率较高,模具胚体51的侧壁转动一周后,如图6所示,压印出的菲涅尔微结构图案54的矩形边界541内部没有空白部分,第一子圆弧线5423a以及第二子圆弧线5423b刚好将空白区域填满。此时,使用该模具压印出的菲涅尔透镜可以直接作为产品应用,无需进行额外的裁剪工作。
80.当然,多个环带结构也可以不包括第三环带结构。如图8所示,多个环带结构不包括第三环带结构时,菲涅尔微结构图案54中的圆弧线542仅包括第一圆弧线5421和第二圆弧线5422。当然,如图5所示,多个环带结构531也可以同时包括第一环带结构531a、第二环带结构531b以及第三环带结构531c。对应的,如图6所示,菲涅尔微结构图案54中的圆弧线
542可以同时包括第一圆弧线5421、第二圆弧线5422以及第三圆弧线5423。
81.可以理解的是,模具的圆柱面的半径以及圆柱形侧壁的高度可根据实际需求进行设计,以方便能够制作出相应尺寸的菲涅尔透镜。一般的,模具的圆柱形侧壁的底面的周长以及高度一般大于实际需要的菲涅尔透镜的尺寸。一遍使用该模具制作出尺寸略大的菲涅尔透镜之后,能够通过裁剪获得想要的菲涅尔透镜尺寸。
82.另一方面,本技术实施例提供了一种用于制作上述模具的制作方法,如图9所示,图9为本技术实施例提供的模具的制作方法的流程示意图一,该制作方法包括步骤s100~s300。
83.s100:制作模具胚体。
84.首先,选择合适的材料制作一个具有圆柱形侧壁的模具胚体,示例性的,可以直接制作一个圆柱形的模具胚体。
85.s200:在模具胚体的侧壁上镀上加工层。
86.在圆柱胚体的圆柱形侧壁上镀上一层加工层。例如,在模具胚体的侧壁上镀上一层厚度为3mm的铜金属层作为加工层。
87.s300:采用刀具在加工层的表面上,依次雕刻出多个嵌套设置的环带结构。
88.示例性的,参照图10,图10为制作模具时的运动状态图,在制作模具时,先制作出具有圆柱形侧壁的模具胚体51,然后在胚体的表面镀上一侧加工层52。最后,便可以利用刀具6在加工层52的表面上依次加工出沿圆柱面的轴线方向x依次嵌套的多个环带结构531即可完成模具的制作。
89.其中,刀具6的控制可以在数控机床上完成,通过设定刀头的运动程序,使刀头沿着特定的线路在加工层的表面上进行切割,切割出环带结构即可。由于本技术实施例提供的模具是在圆柱面上雕刻环带结构,相比平面模具而言,本技术实施例提供的模具在制作时,不受加工机床加工尺寸的限制,可以用于制作大尺寸的菲涅尔透镜。同时,由于加工层包覆于圆柱面上,在使用该模具生产菲涅尔透镜时,可以实现卷对卷连续化生产,生产效率较高。
90.如图10所示,多个环带结构531可以包括多个依次嵌套的第一环带结构531a,模具胚体51具有第一端面511,多个第一环带结构531a的两端分别延伸至第一端面511。其中,一条第一环带结构531a沿一条预设曲线分布。对应的,如图7所示,多个圆弧线542包括多个依次嵌套的第一圆弧线5421,第一圆弧线5421由多个第一环带结构531a(图10)压印形成。第一圆弧线5421的两端均与矩形边界541的第一边界5411相连。
91.由此,为了雕刻第一环带结构,在一些实施例中,采用刀具在加工层的表面,依次雕刻出多个嵌套设置的环带结构包括:采用刀具在加工层的表面,依次雕刻出多个嵌套设置的第一环带结构。其中,如图11所示,图11为本技术实施例提供的模具制作方法的流程示意图二,雕刻一个第一环带结构的方法包括步骤:s310~s340。
92.s310:驱动刀具位于预设曲线的顶点处。如图10所示,预设曲线的形状即为第一环带结构的形状,预设曲线的两端分别延伸至第一端面511处,预设曲线中距离第一端面511最远的一点即为预设曲线的顶点处。
93.s320:驱动模具胚体沿圆柱面的轴线正向转动,并驱动刀具沿圆柱面的轴线方向朝第一端面移动。刀具在加工层的表面上沿着预设曲线移动,雕刻出第一环带结构的一部
分。
94.s330:驱动刀具位于预设曲线的顶点处。
95.s340:驱动模具胚体沿圆柱面的轴线反向转动,并驱动刀具沿圆柱面的轴线方向朝第一端面移动。刀具在加工层的表面上沿着预设曲线移动,雕刻出第一环带结构的另一部分。
96.示例性的,参照图10,通过数控机床驱动刀具6位于预设曲线的顶点处。其中,即刀具6处位于当前要加工的第一环带结构531a中距离第一端面511最远的一点。以图10中最右侧的第一环带结构531a为例,该第一环带结构531a的顶点即为图10中的b点处。
97.接着,驱动模具胚体51沿圆柱面的轴线a正向转动(即图10所示的转动方向),并驱动刀具6沿着圆柱面的轴线方向x朝第一端面511进行移动,这样,刀具6会沿着预设曲线移动至第一端面511的c处,雕刻出一条第一环带结构531a的一部分。
98.然后,再驱动刀具6重新位于预设曲线的顶点b处,准备雕刻正在雕刻的第一环带结构531a的另一部分。
99.驱动模具胚体51沿圆柱面的轴线a反向转动(与图10所示的转动方向相反),并驱动刀具6沿圆柱面的轴线方向x朝第一端面511进行移动。这样,刀具6会沿着预设曲线移动至第一端面511的d处,雕刻出一条第一环带结构531a的另一部分。
100.可以理解的是,将一个第一环带结构分成两段进行制作时,若模具胚体51正向转动以及反向转动时的角速度相同,则刀具6两次从预设曲线的顶点b处分别运动至第一端面511的c处和d处时,刀具6运动速度的变化规律相同。
101.当然,在另一些实施例中,在雕刻第一环带结构的时候,也可以选择不同的雕刻方式,从第一环带结构的其它位置开始雕刻。如在雕刻第一环带结构时,驱动刀具位于预设曲线与第一端面的交点处开始雕刻。示例性的,参照图10,驱动刀具6位于c点处,然后驱动模具胚体51沿轴线a反向转动,并驱动刀具6沿圆柱面的轴线方向x向远离第一端面511的方向运动。当刀具6到达预设曲线的顶点b处时,驱动刀具6沿圆柱面的轴线方向x向靠近第一端面511的方向运动。当刀具6到达预设曲线的d处时,即可完成一条第一环带结构531a的雕刻。
102.或者,驱动刀具位于d点处,然后驱动模具胚体51沿轴线a正向转动,并驱动刀具6沿圆柱面的轴线方向x向远离第一端面511的方向运动。当刀具6到达预设曲线的顶点b处时,驱动刀具6沿圆柱面的轴线方向x向靠近第一端面511的方向运动。当刀具6到达c点处,即可完成一条第一环带结构531a的雕刻。
103.可以理解的是,采用上述从预设曲线与第一端面的交点处开始雕刻的方式时,模具胚体51无需调整转动的方向,沿着一个方向转动即可。对应的,刀具6则需要沿着圆柱面的轴线方向x往复运动,以使刀具能够沿着预设曲线雕刻出第一环带结构531a。
104.由上述可知,在雕刻第一环带结构的过程中,刀具会朝向第一端面移动,刀具则会在加工层的表面上沿着预设曲线移动。当从预设曲线的顶点处开始雕刻第一环带结构时,刀具在由预设曲线的顶点处,雕刻至第一端面的过程中,刀具的运动速度满足参数方程:(ω1·r·
t)2+(r-d-v1·
t+d)2=r2。
105.其中,ω1为所述模具胚体的角速度,r为所述圆柱面的半径(如图10所示),t为加工时间。以矩形边界的第一边界为x轴,以矩形边界的中心线为y轴建立坐标,r为当前加工
的所述第一环带结构对应的所述第一圆弧线的半径,d为所述圆心距离坐标原点的距离。
106.可以理解的是,由于第一圆弧线是由第一环带结构压印形成的,则第一环带结构所对应的预设曲线压印后即为第一圆弧线。由此,刀具沿着预设曲线的运动轨迹,即刀具在菲涅尔微结构图案中沿着第一圆弧线的轨迹进行运动。
107.示例性的,如图12所示,图12为建立有坐标系的一种菲涅尔微结构图案54的结构示意图,矩形边界421的第一边界5411为x轴,中心线为y轴。以半径最小的第一圆弧线5421为例,假设其半径为r,圆心o距离坐标原点的距离为d。
108.当刀具位于预设曲线时的顶点处时,对应位于图12所示的坐标系中的(0,r-d)位置处。
109.由上述可知,ω1为所述模具胚体的角速度,r为所述圆柱面的半径,则圆柱面的线速度为ω1·
r。参照图10,当模具胚体51绕轴线a正向转动时,即刀具在图12所示的坐标系中,沿x轴负方向的运动速度为ω1·
r。同样的,参照图10,当刀具以速度v1朝第一端面511运动时,即刀具在图12所示的坐标系中,沿y轴负方向的运动速度为v1。
110.刀具从预设曲线的顶点沿着预设曲线朝第一端面运动,即刀具从(0,r-d)位置开始,沿着第一圆弧线5421运动至(r,0)或者(-r,0)。
111.运动时间为t时刻时,刀具的坐标为(ω1·r·
t,r-d-v1·
t),或者(-ω1·r·
t,r-d-v1·
t)。根据勾股定理可得参数方程(ω1·r·
t)2+(r-d-v1·
t+d)2=r2。这样,便可以得到刀具在由顶点运动至第一端面的过程中,刀具应以多快的速度运动。
112.可以理解的是,在制作第一环带结构的一部分时,所需要的加工时间为即上述参数方程中,t的取值范围为
113.在一些实施例中,刀具在由预设曲线的顶点处,雕刻至第一端面的过程中,刀具还可以沿自身轴线转动,刀具沿自身轴线转动的角速度ω2满足方程:
114.参照图12,以刀具沿着第一圆弧线5421雕刻为参照,则刀具的雕刻方向始终与第一圆弧线5421的切线方向平行。则刀具从(0,r-d)处,移动至x轴的过程中,刀具绕自身轴线转过的角度与夹角α的角度相等。由图12可知,夹角α的角度为刀具从(0,r-d)处移动至x轴的时间为则刀具从预设曲线的顶点运动至第一端面过程中,绕自身轴线转过的角度为与的值相等,即满足上述方程。
115.当刀具自身转动的速度满足上述公式时,刀具雕刻出的每条第一环带结构所压印形成的每条圆弧形的菲涅尔微结构在各个位置的截面形状一致,该模具生产的菲涅尔透镜层的结构良好。
116.可以理解的是,当多个环带结构包括第二环带结构以及第三环带结构时,可以通过数控机床控制刀具的运动速度,使得刀具能够沿着图12的第二圆弧形5422以及第三圆弧
线5423进行运动,从而在圆柱面上制作出对应的环带结构。具体的,可根据第二圆弧线5422以及第三圆弧线5423的半径设定相关的运动参数。
117.以上,仅为本技术的具体实施方式,但本技术的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本技术揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本技术的保护范围之内。因此,本技术的保护范围应以权利要求所述的保护范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1