一种膜内贴印改善充填流动平衡的注塑模具的制作方法
1.本实用新型涉及一种注塑模具,尤其涉及一种膜内贴印改善充填流动平衡的注塑模具。
背景技术:
2.在膜内贴印处理时,所使用注塑模具的进胶流道短且厚,并且流道厚度保持不变,极易导致产品填充不平衡,造成模内贴印起皱,产品不良率大大提高,不但造成资源浪费,还会导致生产成本提升;因此,亟需提供一种能够更有效改善填充不平衡问题的膜内贴印改善充填流动平衡的注塑模具。
技术实现要素:
3.为了解决上述技术所存在的不足之处,本实用新型提供了一种膜内贴印改善充填流动平衡的注塑模具。
4.为了解决以上技术问题,本实用新型采用的技术方案是:一种膜内贴印改善充填流动平衡的注塑模具,包括与产品连通的进胶件,进胶件内设置有平缓的渐变式进胶流道,渐变式进胶流道由中部向两侧逐渐变窄。
5.进一步地,渐变式进胶流道包括一体式的中间流道、两侧流道,中间流道与两侧流道通过斜顶式流道衔接。
6.进一步地,它还包括斜顶头,斜顶头的一侧形成有与进胶件相匹配的接触槽,斜顶头通过接触槽与进胶件相接触。
7.进一步地,斜顶头连接有斜顶杆,斜顶杆在底端通过销钉与斜顶头连接,斜顶杆在顶端通过t块的方式连接有斜顶座,斜顶座通过顶端的螺杆连接有可横动的顶针板。
8.进一步地,斜顶头外固定套设有前模仁,销钉倾斜设置并与前模仁固连。
9.进一步地,顶针板分为上下分布的顶针底板、顶针面板,斜顶座位于顶针面板内,斜顶座顶端的螺杆穿入到顶针底板内并与顶针底板相固连。
10.进一步地,它还包括热嘴、热嘴镶件,热嘴通过分流板连通热嘴镶件,热嘴镶件连通进胶件。
11.本实用新型公开了一种膜内贴印改善充填流动平衡的注塑模具,设计有渐变式进胶流道,流道采用大斜顶成型,可改善产品填充时的不平衡现象,降低模内贴印起皱情况的发生,进而提高产品的良品率;同时,可以实现无人值守,进而有助于膜内贴印生产线的自动化发展。
附图说明
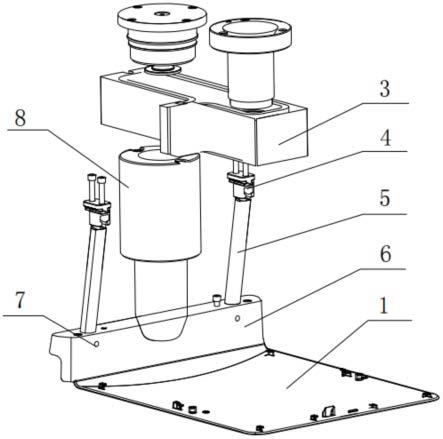
12.图1为本实用新型注塑模具的整体结构示意图。
13.图2为图1中产品与进胶件的结构示意图。
14.图3为本实用新型渐变式进胶流道的结构示意图。
15.图4为本实用新型斜顶杆的设置结构示意图。
16.图5为本实用新型合模状态时的剖面结构示意图。
17.图6为本实用新型开模状态时的剖面结构示意图。
18.图7为图6中a处结构放大示意图。
19.图中:1、产品;2、进胶件;3、热嘴;4、斜顶座;5、斜顶杆;6、斜顶头;61、接触部;7、销钉;8、热嘴镶件;9、前模仁;10、b板;11、顶针面板;12、顶针底板;13、渐变式进胶流道。
具体实施方式
20.下面结合附图和具体实施方式对本实用新型作进一步详细的说明。
21.一种膜内贴印改善充填流动平衡的注塑模具,先如图2所示,包括与产品1 连通的进胶件2,再如图3所示,在进胶件2内设置有平缓的渐变式进胶流道 13,胶液由进胶口通入变式进胶流道13进而注入产品。渐变式进胶流道在结构设计上由中部向两侧逐渐变窄,使得本注塑模具在注塑过程中,能够有效改善填充时不平衡的现象。
22.渐变式进胶流道13采用大斜顶成型,使得渐变式进胶流道13形成一体式的中间流道、两侧流道,由中间流道与两侧流道通过斜顶式流道衔接。以渐变式进胶流道13总长度l1为180mm为例说明,中间流道的宽度为1.2mm,经斜顶式流道向两侧渐变为0.5mm,从而形成渐变式的进胶样式;采用大斜顶成型,可以实现无人值守,进而有助于膜内贴印生产线的自动化发展。
23.进一步地,本实用新型所公开的膜内贴印改善充填流动平衡的注塑模具,它还包括热嘴3、热嘴镶件8,热嘴3通过分流板连通热嘴镶件8,热嘴镶件8连通进胶件2。胶液由热嘴3经分流板通入热嘴镶件8,进而由热嘴镶件8注入到进胶件2内。热嘴镶件8为圆柱钢件,从中间位置处形成一个大筒、一个小筒,小筒的底端面形成斜面,以与进胶件2配合。对于热嘴3、热嘴镶件8的设置,在膜内贴印注塑模具中为现有技术,在此不做过多描述。
24.进一步地,本实用新型所公开的膜内贴印改善充填流动平衡的注塑模具,它还包括斜顶头6,如图7所示,斜顶头6的一侧形成有与进胶件2相匹配的接触槽61,由斜顶头6通过接触槽61与进胶件2相接触。如图5所示,在合模状态时,由斜顶头6通过接触槽61顶住进胶口,从而将热嘴镶件8与进胶件2的通路堵住。如图6所示,当开模状态时,由于将斜顶头6推开,从而完成斜顶脱离进胶口的动作,使得热嘴镶件8与进胶件2的通路开启。
25.为实现斜顶头6的开模或合模动作,再如图1和图4所示,斜顶头6连接有斜顶杆5,在斜顶头6内开设有圆盲孔,其形状与斜顶杆5的底端面截面相同;前后面上开设有两个开通的销孔,销孔靠近左右两端面;由斜顶杆插入到盲孔内,销孔则用于销钉7的穿入,通过销钉7将斜顶杆5与斜顶头6连接。
26.斜顶杆5为圆柱钢件,同理,为实现销钉7的穿过,在斜顶杆5靠近底端端面的位置处,沿杆子中心开设有横向销孔,用于连接斜顶头6。
27.再如图4所示,斜顶头6外固定套设有前模仁9,前模仁9上设有与斜顶头外形相同的槽,用于放置斜顶头。销钉7倾斜设置并与前模仁9固连,在槽的底面由上到下向右斜开有一个通的斜圆孔,用于斜顶杆运动的导向。在装配时,由斜顶头与斜顶杆一起放到前模仁9对应的槽内。
28.在前模仁9外固定套设有b板10,b板正面有模框,模框底部开有斜顶杆过孔。
29.如图1所示,斜顶杆5在顶端通过t块的方式连接有斜顶座4,即在斜顶杆5 的顶端设有圆弧形的t形成挂槽,离挂槽80mm处圆形两边有削钢做成两平面,垂直于t形挂槽方向。t形挂槽用于连接斜顶座4的t块。斜顶座4采用 progressive标准件。
30.斜顶座4通过顶端的螺杆连接有可上下横动的顶针板,如图4所示,顶针板分为上下分布的顶针底板12、顶针面板11。顶针面板11为矩形钢件,板上开设有一个矩形通孔,用于斜顶座4过孔,实现斜顶座4在顶针面板11内的设置;顶针底板12也为矩形钢件,板上开设有一个矩形盲孔,孔的底部设有螺丝过孔,用于连接斜顶座4的顶端螺杆,实现与斜顶座4的固连。
31.顶针板为可上下横动的结构,在开模动作时,顶针板带动斜顶座动作,从而推动斜顶头向上运动,由于前模仁里与斜顶杆配合位的是斜孔,从而斜顶头在向上运动时还会向前运动,由此完成斜顶头脱离进胶口的动作(如图6所示)。
32.由此,对于本实用新型所公开的膜内贴印改善充填流动平衡的注塑模具,在进胶件内设置有平缓的渐变式进胶流道的进胶样式,流道采用大斜顶成型,改善了注塑过程中填充不平衡的现象,降低模内贴印起皱现象的发生,提高产品良品率;并且,渐变式进胶流道的设计可以实现无人值守,有助于膜内贴印生产线的自动化发展。再者,采用斜顶头配合开模、合模动作,很大程度上节约模具拆装时间,减少人工成本并提高生产效率。
33.上述实施方式并非是对本实用新型的限制,本实用新型也并不仅限于上述举例,本技术领域的技术人员在本实用新型的技术方案范围内所做出的变化、改型、添加或替换,也均属于本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1