用于对PVC-O管材扩口的扩口单元、包括所述单元的自动扩口机及方法与流程
本发明涉及一种形成用于由热塑性材料制成的管材的扩口机的扩口单元,也就是说,一种设计成将由热塑性材料制成的管材的至少一端变形为扩口形状的单元(众所周知,扩口部中容纳有垫圈,并且使用时将另一管材的端部插入,形成管道)。特别地,本发明涉及一种用于由双轴取向pvc(聚氯乙烯)(又称pvc-o)制成的热塑性管材的扩口单元。pvc-o管材借助于(人工)应力过程生产,该生产过程允许使沿着所需方向从管材挤出过程获得的pvc长分子链取向。
背景技术:
1、与传统的pvc-u(硬聚氯乙烯)相比,pvc-o在纵向和周向方向上的取向可以改善其物理性能。为了实现取向,需要将管材的温度升高到高于pvc的玻璃化转变温度(tg,约75℃-80℃),然后在管材的轴向和周向方向施加显著的力(使得增大管材直径和减小管材壁厚度)。
2、这种pvc-o管材适用于加压流体(甚至是特别高压的加压流体)。
3、在管材的标称操作压力相同的情况下,pvc-o管材的壁厚小于传统的pvc-u管材(未取向)。
4、应当注意的是,pvc-o管材在厚度可接受的情况下,可用于特别高的压力(最高25巴)。
5、在这一领域中,现有技术教导使用文献中通常称为“rieber”或“rieber系统”的方法来制作扩口部。
6、根据rieber系统,加热的金属轴、又称垫件插入在事先加热(至温度高于pvc的玻璃化转变温度)的管材端部,垫圈已经放置在精确的容纳区域中。
7、形成在垫件中的容纳区域根据要容纳的特定垫圈具有适当的构造和大小。
8、在pvc-o管材中,根据rieber系统,形成扩口部和垫圈的相对位置的作用是成型垫件和垫圈上的分子取向自发收缩。
9、在形成扩口部的最初步骤期间,管材端部与金属垫件和垫圈相适配。实践中,垫件和垫圈共同构成了用于形成扩口部的模具。
10、与pvc-o管材不同,根据现有技术,在pvc-u管材中,一旦要成型的管材端部适配在由位于垫件和位于垫件上的垫圈组成的组件上,施加负压作用(从而在适配在垫件上的管材内部形成真空)和/或在管材外表面施加超压作用(例如,通过诸如压缩空气之类的加压流体),管材端部就会在该组件上确定成形。
11、在冷却完成时,垫圈保留锁定在扩口部中,成为其一体部分。
12、根据rieber系统使用的垫圈不同于通常设计成插入传统扩口部的凹槽座中的弹性垫圈,也就是说,扩口部成形为带有用于要在形成和冷却后插入垫圈的座。
13、特别地,rieber垫圈的特征在于,在弹性体材料中包含由金属或硬塑料制成的刚性环形部件,具有特殊的垫圈加强和加固功能。
14、因此,rieber系统只需单个机器就能制造出设置有带垫圈的扩口部的管材,其中,垫圈被锁定在管材的扩口部中。
15、ep0930148和it01305981号专利文件以及wo 97/33739、wo 99/42279、wo 97/10942和ep2614952等其他专利文件中描述了在pvc-o管材中使用rieber扩口方法的示例。
16、目前,根据rieber系统对pvc-o进行扩口的方法只适用于供应加压流体的厚度较薄、标称操作压力相对较低(不超过12.5巴)的管材。
17、因此,人们强烈地感觉到,有必要根据rieber系统提供一种扩口单元和扩口方法,该扩口单元和扩口方法适用于供应加压流体的厚度较大、设计用于较高的标称操作压力(甚至高于15-20巴、至少达到25巴)的管材。
18、特别地,申请人已经进行了深入的实验研究,旨在分析根据rieber系统的扩口方法所存在的问题,该方法仅限适用于壁厚/直径较小、设计用于相对较低的标称操作压力的管材。
19、因此,申请人已经通过这些实验研究了解到,根据现有技术(根据rieber系统)制造的pvc-o管材的扩口部的管材壁与垫圈的粘合并不完美,尤其是在靠近扩口部边缘的区部。
20、申请人的研究强调,管材壁与垫圈的不完美粘合是由于在将管材插入垫件和垫圈的步骤中,材料逐渐冷却而导致的扩口部的壁的调整造成的。
21、申请人研究中强调的另一个缺点在于垫圈处扩口部的内部尺寸,该尺寸小于允许管材正常插入扩口部的极限值。该缺陷是由于在形成扩口部的步骤期间,垫圈径向压平了垫件造成的。实际上,垫圈被正在形成的扩口部的壁夹住和包裹,受到管材壁自发径向收缩所产生的力的作用。随后,随着管材壁的逐渐冷却,扩口部的形状稳定在垫圈的压平形状上。当冷却步骤完成时,扩口部在垫件和垫圈上完全稳定成形。当垫件从扩口部中抽出时,虽然扩口部的塑料壁仍然是刚性的且尺寸也基本稳定,但由于垫圈具有弹性,因管材壁压平垫件的垫圈可以自由地朝向扩口部内部自发膨胀。垫圈的弹性响应的结果是,确定扩口部中的垫圈的内径小于未一体化在扩口部中的自由垫圈的内径。因此,虽然扩口部的内部尺寸符合整个塑料管材壁的接合部功能,但扩口部中垫圈的内径尺寸的大小采用了为管材插入接合扩口部的功能而设定的极限值。这些极限值一般对应于未变形的自由垫圈的内径。
22、根据本发明的机器和方法旨在克服上述pvc-o管材的缺点,并满足介绍中表达的需求。
技术实现思路
1、因此,本发明的目的是提供一种根据rieber系统操作的扩口单元和扩口方法,该扩口单元和扩口方法也可高效地适用于供应加压流体的壁厚较大、标称操作压力较高的管材。
2、本发明的另一个目的是提供一种根据rieber系统进行高效率操作的扩口单元和扩口方法,该扩口单元和扩口方法能够生产出具有高质量扩口部的管材。
3、本发明的上述目的及其他目的在下文的描述中将会更加明显,本发明是通过用于由热塑性材料制成的管材的扩口机和扩口方法来实现的,扩口在一项或多项所附权利要求中描述的技术特征。
技术特征:
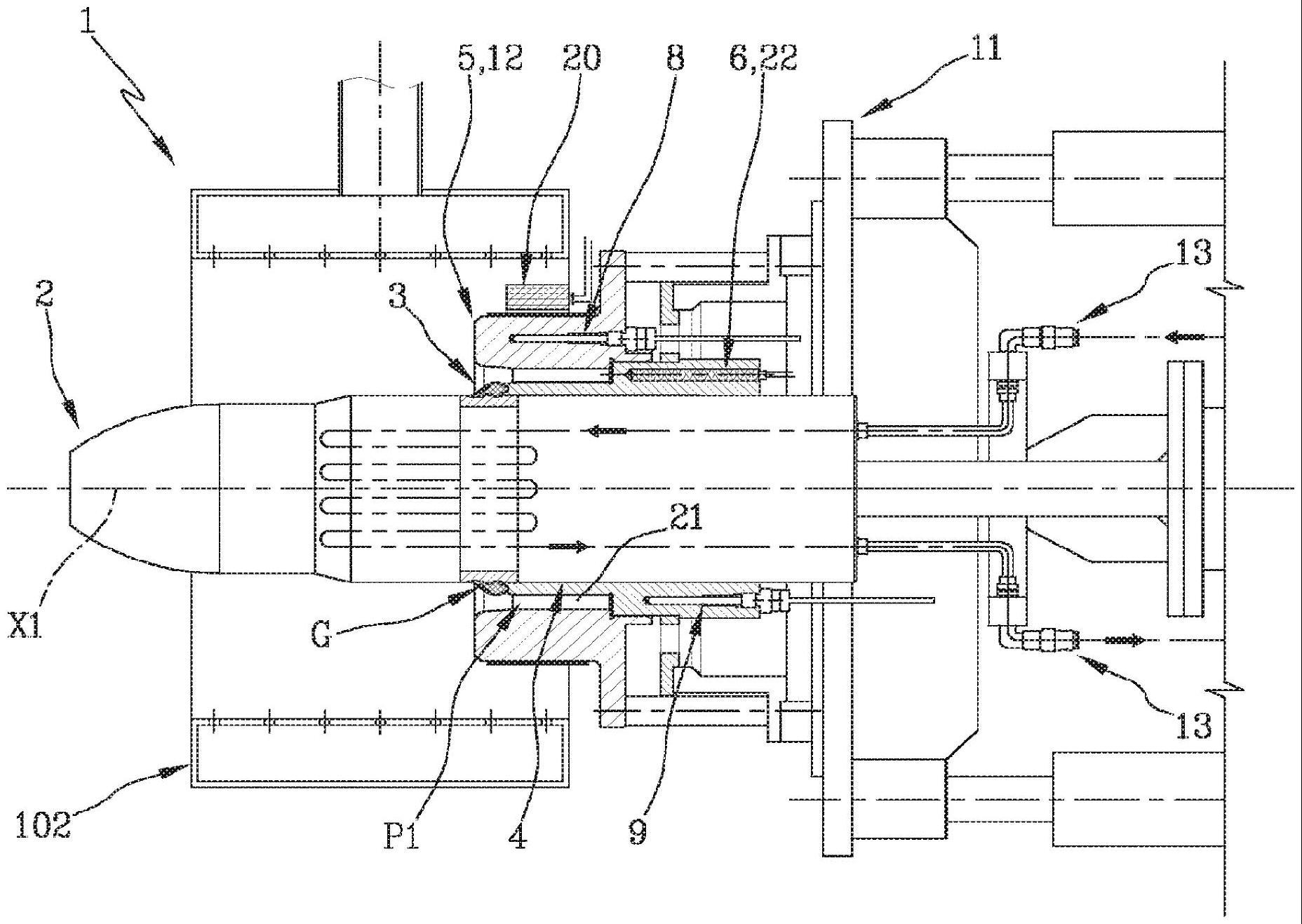
1.一种用于对由pvc-o型热塑性材料制成的管材(t)进行扩口的单元(1),包括:
2.根据前述权利要求所述的单元,其特征在于,所述成型垫件(2)配备有用于容纳至少部分的所述垫圈(g)的第一环形座(s1)。
3.根据前述权利要求中任一项所述的单元,其特征在于,所述环形接触元件(4)配备有用于容纳所述垫圈(g)的第二座(s2),所述第二座(s2)构造成容纳至少部分的所述垫圈(g)。
4.根据前述权利要求中任一项所述的单元,其特征在于,包括控制和操作单元(7)。
5.根据前述权利要求和权利要求4中任一项所述的单元,其特征在于,包括构造成用于测量所述第一加热装置(6)处的温度的第一传感器(9),并且其中,所述控制和操作单元(7)构造成用于根据所述第一传感器(9)测得的温度值调节所述第一加热装置(6),以将所述环形接触元件(4)加热至所述预定温度。
6.根据前述权利要求和权利要求4中任一项所述的单元,其特征在于,包括构造成用于测量所述第二加热装置(5)处的温度的第二传感器(8),并且其中,所述控制和操作单元(7)构造成用于根据所述第二传感器(8)测得的温度值调节所述第二加热装置(5),以将所述管材(t)的所述端部部分(e)加热至所述预定温度。
7.根据前述权利要求中任一项所述的扩口单元,其特征在于,所述第二加热装置(5)由环形加热元件(12)限定,所述环形加热元件(12)构造成与由所述第一加热装置(6)加热的所述环形接触元件(4)一起形成热腔室(21),所述热腔室(21)的大小至少能在内部容纳所述管材封围所述环形接触元件(4)的所述端部部分(e),所述管材封围所述环形接触元件(4)的所述端部部分(e)具有与所述环形接触元件(4)的表面接触的相对内表面,以及与面向所述环形加热元件(12)的表面分离的相对外表面。
8.一种用于对由pvc-o型热塑性材料制成的管材(t)进行扩口的机器(100),包括:
9.根据前述权利要求所述的机器,其特征在于,还包括预热单元(103),所述预热单元(103)位于所述加热单元(101)的上游,并且构造成用于将所述管材(t)加热至预定的预热温度,所述预热温度低于所述加热温度。
10.一种用于对由pvc-o型热塑性材料制成的管材(t)进行扩口的方法,包括以下步骤:
11.根据前述权利要求所述的方法,其特征在于,所述成形垫件(2)配备有用于容纳所述垫圈(g)的第一环形座(s1),所述第一环形座(s1)径向面向所述垫件(2)的外部,并且其中,在所述预定区域(3)中在所述垫件(2)上准备所述环形垫圈(g)的步骤包括以下步骤:。
12.根据权利要求10至11中任一项所述的方法,其特征在于,所述环形接触元件(4)配备有用于容纳所述垫圈(g)的一部分的第二座(s2),并且其中,在所述预定区域(3)中在所述垫件(2)上准备所述环形垫圈(g)的步骤包括将所述垫圈(g)的至少一部分插入所述第二容座(s2)内的步骤。
13.根据权利要求10至12中任一项所述的方法,其特征在于,在所述管材(t)的所述端部部分(e)处,从所述外部加热适配在所述成型垫件(2)上的由热塑性材料制成的所述管材(t)的步骤包括准备环形加热元件(12)的步骤,所述环形加热元件(12)具有围绕所述管材(t)的所述端部部分(e)的内表面,所述内表面与所述管材的所述外表面径向间隔开1mm至10mm之间的距离。
14.根据权利要求10至13中任一项所述的方法,其特征在于,至少在将所述环形接触元件(4)加热至所述预定温度,从而通过接触加热围绕所述环形接触元件(4)的所述管材(t)的所述端部部分(e)的所述内表面,同时在所述管材(t)的所述端部部分(e)处,从所述外部加热适配在所述成型垫件(2)上的由热塑性材料制成的所述管材(t)的步骤期间,包括
15.根据前述权利要求的方法,其特征在于,通过打开所述夹持件(10)松开所述管材的所述步骤,在将所述环形接触元件(4)从所述前进位置(p1)移动至所述退出位置(p2)的步骤之前执行,或部分叠加在所述步骤上,以从所述垫圈(g)和所述管材(t)松开。
16.根据权利要求14或15所述的方法,其特征在于,在通过打开所述夹持件(10)所述预定时间以松开所述管材(t)的所述步骤之后,包括通过闭合夹持件(10)进一步夹持所述管材(t)的步骤。
17.根据权利要求10至16中任一项所述的方法,其特征在于,在将所述环形接触元件(4)加热至所述预定温度,从而通过接触加热围绕所述环形接触元件(4)的所述管材(t)的所述端部部分(e)的所述内表面,同时在所述端部部分(e)处,从所述外部加热适配在所述成型垫件(2)上的由热塑性材料制成的所述管材(t)的所述步骤之后,包括将所述环形接触元件(4)从所述前进位置(p1)移动至所述退出位置(p2)以从所述管材(t)松开的步骤,以及将所述环形接触元件(4)从所述退出位置(p2)朝向所述前进位置(p1)移动,直到用于接合所述环形接触元件(4)与所述管材(t)的边缘(c)的后续步骤,以压缩所述管材(t)的所述边缘(c)。
技术总结
描述了一种用于对由PVC‑O型热塑性材料制成的管材(T)进行扩口的单元(1),包括:‑用于将由热塑性材料制成的管材(T)的端部部分(E)变形为扩口形状的成型垫件(2),所述垫件(2)具有对称纵向中心轴线(X1)和用于容纳环形垫圈(G)的区域(3),环形垫圈(G)设计成与由热塑性材料制成的管材(T)在内部联接;‑环形接触元件(4),环形接触元件(4)能滑动地适配在所述垫件(2)上以沿着所述纵向中心轴线(X1)的方向在垫圈(G)的接触的前进位置(P1)与退出位置(P2)之间移动;单元(1)包括:‑第一加热装置(6),第一加热装置(6)构造成用于将环形接触元件(4)加热至预定温度,从而通过接触加热适配在环形接触元件(4)上的管材(T)的端部部分(E)的内表面;‑第二加热装置(5),第二加热装置(5)构造成在由热塑性材料制成的管材(T)的端部部分(E)处的垫件(2)的预定区域中,从外部加热适配在成型垫件(2)上的由热塑性材料制成的所述管材(T)。
技术研发人员:G·维奇,G·塔巴内里
受保护的技术使用者:希卡股份公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!