一种塑瓶大输液吹瓶成型生产装置的制作方法
本发明涉及塑料生产,尤其涉及一种塑瓶大输液吹瓶成型生产装置。
背景技术:
1、大输液是指容量大于等于50ml并直接由静脉滴注输入体内的液体灭菌制剂,而生产大输液用的塑瓶一般采用吹塑技术,吹塑也称中空吹塑,热塑性树脂经挤出或注射成型得到的管状塑料型坯,趁热(或加热到软化状态),置于对开模中,闭模后立即在型坯内通入压缩空气,使塑料型坯吹胀而紧贴在模具内壁上,经冷却脱模,即得到各种中空制品。
2、现有的吹瓶成型生产装置如授权公告号为cn109501209b的中国专利公开了一种用于瓶子生产的吹塑机,用于瓶子生产的吹塑机包括机架、挤出机构、合膜机构、吹气机构、切割机构、修口机构,其中合模机构包括底座、第一动模和第二动模、双头气缸、驱动气缸,第一动模和第二动模对接形成型腔和夹紧腔;修口机构包括安装座、与安装座固定的固定套,旋转连接于固定座的圆刀,固定套靠近圆刀的一端贯通,另一端封闭。修口机构用于在瓶子被切割而导致瓶口变形后对瓶口进行修复,成型后的瓶子从成型腔转移到夹紧腔,通过夹紧腔将瓶子固定并露出部分瓶口,再用修口机构将瓶口修复;
3、上述用于瓶子生产的吹塑机的修口机构使用时采用瓶口外侧圆刀旋转一周修切瓶口,瓶口内通过气囊充气支撑,然而在气囊从固定套向下膨胀至瓶口的过程中容易受瓶口形状不规则的影响,导致气囊上的槽无法与圆刀位置对应,从而圆刀容易误切到气囊,气囊泄气后导致瓶口得不到支撑从而再次变形。
技术实现思路
1、本申请实施例通过提供一种塑瓶大输液吹瓶成型生产装置,解决了现有技术中圆刀切割到气囊后瓶口再次形变的技术问题,实现了能够从瓶口内部撑开并均匀修切瓶口的技术效果。
2、本申请实施例提供了一种塑瓶大输液吹瓶成型生产装置,包括模具和修口机构,修口机构包括安装座和固定套,安装座上固定有控制固定套在竖直方向上运动的电机;
3、所述固定套内设有内管、套管、修口组件和撑杆;
4、所述套管为圆柱形硬质直管,套管与固定套同轴设置,通过固定套内的电机控制,能够伸出固定套和自转;
5、套管中部外圈固定有修口组件;修口组件包括伸缩杆一和固定于伸缩杆一末端的修口刀;
6、套管下部固定有伸缩杆二,伸缩杆二和伸缩杆一均为垂直于套管的气动伸缩杆;伸缩杆二末端固定有竖直的圆柱形硬质撑杆;
7、所述内管直径与套管内径配合,内管同轴穿于套管内并通过通孔与套管上的伸缩杆一和伸缩杆二连通,固定套上固定有连通内管的气泵一。
8、优选的,所述固定套内包括电动推杆一、电动推杆二、活动板一、转动电机、内管和套管,固定套外侧上部固定有气泵一;
9、所述电动推杆一固定于固定套内顶部一侧,电动推杆一的推杆朝向固定套底部;
10、活动板一固定于电动推杆一的推杆底部,活动板一为圆形直板,其水平放置且滑动连接于固定套内侧壁上;
11、电动推杆二竖直固定于活动板一底部一侧,电动推杆二的推杆朝向固定套底部,电动推杆二的推杆底部固定有活动板二,活动板二为圆形直板,其水平放置且滑动连接与固定套内侧壁上;
12、活动板二中心开有定位槽,所述定位槽为圆形通槽。
13、优选的,所述套管上部为定位端,定位端顶部卡接于定位槽内,定位端顶部外圈与定位槽滑动连接,用于使活动板二带动套管上下运动的同时使套管能够自转;
14、所述活动板二底部固定有转动电机,所述转动电动的主轴竖直向下且末端固定有主动齿轮,所述套管的定位端底部一圈固定有从动齿轮,所述从动齿轮与主动齿轮相啮合,通过转动电机控制套管自转。
15、优选的,所述内管为圆柱形硬质直管,内管顶部垂直穿过并固定于活动板一中心,内管下方穿入套管中且穿出套管底部,内管长度长于套管,所述内管顶部延伸有软管部,软管部为弹性软质管,软管部穿过固定套侧壁连通于气泵一上,气泵一用于对内管内部充气。
16、优选的,所述套管竖直方向上下部开有对接孔一和对接孔二,所述内管竖直方向上开有通孔,通孔分别与对接孔一和对接孔二交错对应,即其中上方的通孔对准对接孔一时,下方通孔则错位于对接孔二;
17、所述对接孔一与对接孔二分别为多个,内管上的通孔也设置有多个,分别一一对应,多个所述对接孔一都处于同一水平位置的套管上,多个所述对接孔二都处于同一水平位置且低于对接孔一。
18、优选的,所述伸缩杆一为多个,其分别对应于连通于每个对接孔一上,伸缩杆一与套管垂直固定;
19、所述修口刀与伸缩杆一末端铰接,修口刀能够绕伸缩杆一末端向下旋转至刀面与伸缩杆一垂直,所述修口刀为长条形刀片,当修口刀长度方向与伸缩杆一长度方向同向时,其刀锋朝向水平方向;
20、所述修口刀下端面固定有伸展囊,所述伸展囊一端固定于修口刀靠近伸缩杆一的一端底面,另一端固定于伸缩杆一末端底部,伸展囊为弹性折叠囊体,伸展囊内部连通于伸缩杆内部,通过伸缩杆连通至内管内部空间;伸展囊的展开需要施加的力小于伸缩杆一伸展需要的力。
21、优选的,所述伸缩杆二固定连通于对接孔二外侧,所述伸缩杆二有多个,分别垂直并固定于套管,其与对接孔二一一对应。
22、优选的,多个所述撑杆外圈套有一个撑开囊,所述撑开囊为底部封闭上方开口的筒状,筒壁为能够膨胀的弹性囊体,所述撑开囊内侧壁紧贴撑杆。
23、优选的,所述活动板一下端面还固定有气泵二,所述固定套侧壁开有通气槽,通气槽为贯穿固定套的通槽,通气槽用于为气泵二提供气体源;气泵二一侧为泵入口,另一侧为泵出口,气泵二通过泵入口进气,气泵二的泵出口连接泵出管,泵出管穿入内管内部,泵出管向内管下方延伸至内管外,泵出管末端与撑开囊内部空腔连通,通过气泵二能够对撑开囊充放气。
24、优选的,所述固定套后侧固定有吸气装置,所述吸气装置为带有收集箱的气泵,气泵泵入口朝向固定套底部;
25、所述撑开囊在撑杆贴近输液瓶瓶口侧壁时,能够向套管方向膨胀并部分包裹伸缩杆二。
26、本申请实施例中提供的一个或多个技术方案,至少具有如下技术效果或优点:
27、通过对现有技术的修口机构进行改进,使瓶口被从内部修切,解决了现有技术中圆刀切割到气囊后瓶口再次形变的技术问题,实现了能够从瓶口内部撑开并同时均匀修切瓶口的技术效果。
技术特征:
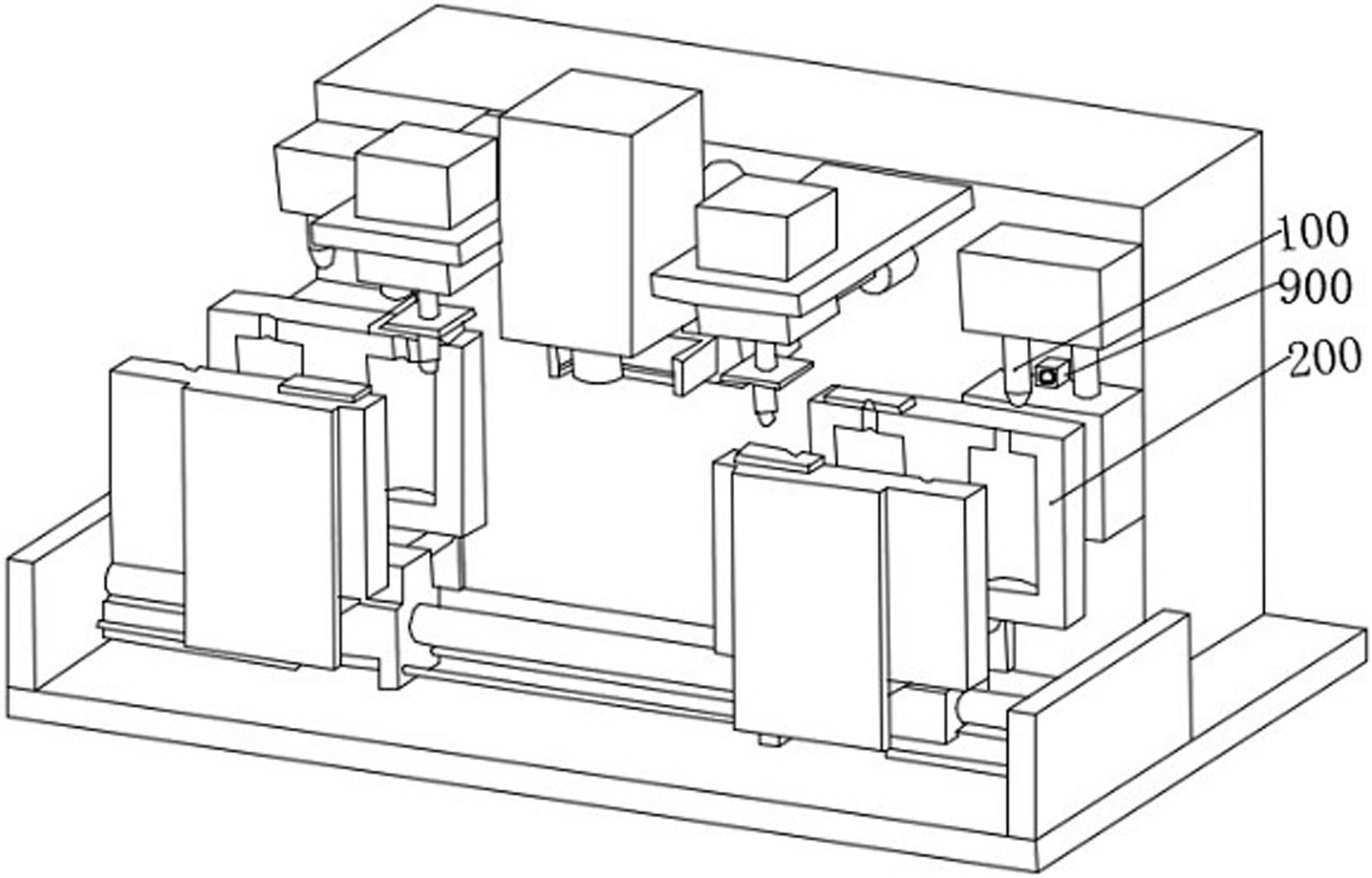
1.一种塑瓶大输液吹瓶成型生产装置,包括模具(200)和修口机构,修口机构包括安装座和固定套(100),安装座上固定有控制固定套(100)在竖直方向上运动的电机;
2.根据权利要求1所述的塑瓶大输液吹瓶成型生产装置,其特征在于,所述固定套(100)内包括电动推杆一(110)、电动推杆二(120)、活动板一(130)、转动电机(150)、内管(400)和套管(500),固定套(100)外侧上部固定有气泵一(170);
3.根据权利要求2所述的塑瓶大输液吹瓶成型生产装置,其特征在于,所述套管(500)上部为定位端(530),定位端(530)顶部卡接于定位槽(141)内,定位端(530)顶部外圈与定位槽(141)滑动连接,用于使活动板二(140)带动套管(500)上下运动的同时使套管(500)能够自转;
4.根据权利要求3所述的塑瓶大输液吹瓶成型生产装置,其特征在于,所述内管(400)为圆柱形硬质直管,内管(400)顶部垂直穿过并固定于活动板一(130)中心,内管(400)下方穿入套管(500)中且穿出套管(500)底部,内管(400)长度长于套管(500),所述内管(400)顶部延伸有软管部(410),软管部(410)为弹性软质管,软管部(410)穿过固定套(100)侧壁连通于气泵一(170)上,气泵一(170)用于对内管(400)内部充气。
5.根据权利要求4所述的塑瓶大输液吹瓶成型生产装置,其特征在于,所述套管(500)竖直方向上下部开有对接孔一(510)和对接孔二(520),所述内管(400)竖直方向上开有通孔,通孔分别与对接孔一(510)和对接孔二(520)交错对应,即其中上方的通孔对准对接孔一(510)时,下方通孔则错位于对接孔二(520);
6.根据权利要求5所述的塑瓶大输液吹瓶成型生产装置,其特征在于,所述伸缩杆一(610)为多个,其分别对应于连通于每个对接孔一(510)上,伸缩杆一(610)与套管(500)垂直固定;
7.根据权利要求6所述的塑瓶大输液吹瓶成型生产装置,其特征在于,所述伸缩杆二(710)固定连通于对接孔二(520)外侧,所述伸缩杆二(710)有多个,分别垂直并固定于套管(500),其与对接孔二(520)一一对应。
8.根据权利要求7所述的塑瓶大输液吹瓶成型生产装置,其特征在于,多个所述撑杆(700)外圈套有一个撑开囊(800),所述撑开囊(800)为底部封闭上方开口的筒状,筒壁为能够膨胀的弹性囊体,所述撑开囊(800)内侧壁紧贴撑杆(700)。
9.根据权利要求8所述的塑瓶大输液吹瓶成型生产装置,其特征在于,所述活动板一(130)下端面还固定有气泵二(180),所述固定套(100)侧壁开有通气槽(160),通气槽(160)为贯穿固定套(100)的通槽,通气槽(160)用于为气泵二(180)提供气体源;气泵二(180)一侧为泵入口(181),另一侧为泵出口,气泵二(180)通过泵入口(181)进气,气泵二(180)的泵出口连接泵出管(182),泵出管(182)穿入内管(400)内部,泵出管(182)向内管(400)下方延伸至内管(400)外,泵出管(182)末端与撑开囊(800)内部空腔连通,通过气泵二(180)能够对撑开囊(800)充放气。
10.根据权利要求9所述的塑瓶大输液吹瓶成型生产装置,其特征在于,所述固定套(100)后侧固定有吸气装置(900),所述吸气装置(900)为带有收集箱的气泵,气泵泵入口(181)朝向固定套(100)底部;
技术总结
本申请公开了一种塑瓶大输液吹瓶成型生产装置,涉及塑料生产技术领域,包括模具和修口机构,修口机构包括安装座和固定套,固定套内设有内管、套管、修口组件和撑杆;套管与固定套同轴设置;套管中部外圈固定有修口组件;修口组件包括伸缩杆一和固定于伸缩杆一末端的修口刀;套管下部固定有伸缩杆二,伸缩杆二末端固定有竖直的圆柱形硬质撑杆;内管同轴穿于套管内,并通过通孔与套管上的伸缩杆一和伸缩杆二连通,固定套上固定有连通内管的气泵一;解决了现有技术中圆刀切割到气囊后瓶口再次形变的技术问题,实现了能够从瓶口内部撑开并均匀修切瓶口的技术效果。
技术研发人员:张勇,高爱欣,朱雪霏,张瑜,刘文文,李元萧,薛身凯,刑云云
受保护的技术使用者:山东宝乐多生物科技有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!