一种膜浓缩液无害化处理系统及方法与流程
[0001]
本发明涉及污水处理领域,具体涉及一种膜浓缩液无害化处理系统及方法。
背景技术:
[0002]
随着经济的发展,城镇化建设的快速推进,城市常住人口激增,由此产生的生活垃圾资源化处理是当代城市化治理的一大难题。现今城市生活垃圾处理一般采用卫生填埋和高温焚烧两种主要处置方式,均会在处理过程中产生垃圾渗滤液,其成分复杂,易产生恶臭,并含有多种有毒有害物质,如果不及时妥善处理可能会污染自然水体,从而对人类身体健康造成危害。
[0003]
目前,国内大多数垃圾填埋场和垃圾焚烧厂均设立有单独垃圾渗滤液处理站,通常采用由“预处理+生化处理+膜深度处理”的主流处理工艺,主要处理单元包括:预处理采用固液分离,格栅,混凝沉淀等物理方法将渗滤液中的渣质和悬浮物质初步去除;生化处理利用硝化菌和反硝化菌的协同作用将渗滤液中的污染物质进行生物降解,通常设计使用a/o+uf的膜生物反应器(mbr)系统;膜深度处理针对渗滤液中生化无法处理的污染物利用膜分离装置对污染物质进行截留,常采用纳滤+反渗透组合膜分离工艺。整体工艺系统安全稳定高效,可保证系统产水达到循环冷却水排放标准,满足产水厂内自行消纳循环使用的要求。另外,也有部分垃圾填埋场采用dtro等应急处理设备对渗滤液原液进行快速处理,降低调节池水位。
[0004]
但是,此两种类型垃圾渗滤液处理工艺最大缺陷是在膜处理过程中会产生20-50%含有高浓度污染物质的膜浓缩液,其具有成分复杂、无机盐含量高、生化性差及含有重金属等特性,处理难度高。
[0005]
目前针对膜浓缩液处置主要采用减量-转移的方式,即采用高压反渗透和蒸发等工艺进一步将膜浓缩液二次浓缩后再通过回灌或炉膛回喷处置,但是本质上并未对污染物质进行无害化处理,存在严重的二次污染隐患,可谓治标不治本。
技术实现要素:
[0006]
本发明提供了一种膜浓缩液无害化处理系统及方法,解决现有膜浓缩液处置技术工艺的不足。以预处理+高级氧化+膜脱氨+低温蒸发的膜浓缩液全量无害化处理工艺,该工艺综合高浓度有机废水处理方面的先进技术,提出采用物理与化学协同处理的概念,将膜浓缩液中有机污染物质通过化学处理方式分解为对环境无害的co2和h2o;将膜浓缩液中的氨氮污染物通过物理方式分离成氨气再由酸碱吸收;将膜浓缩液中的盐分通过物理方式转化为固态杂盐,实现对膜浓缩液的全量无害化处理。
[0007]
本发明解决上述技术问题的方案如下:一种膜浓缩液无害化处理系统,包括膜浓缩液储池、预处理反应池、类芬顿催化氧化系统、膜脱氨系统、低温mvr蒸发系统和产水池,所述膜浓缩液储池、预处理反应池、类芬顿催化氧化系统、膜脱氨系统、低温mvr蒸发系统、产水池通过管道顺序连接,同时所述铵盐回收系统与膜脱氨系统支线相连。
[0008]
所述类芬顿催化氧化系统包括依次连通的水泵、保安过滤器、一级芬顿流化床反应釜、二级芬顿流化床反应釜、三级芬顿流化床反应釜、内置式陶瓷微滤膜组件和鼓风机,所述鼓风机通过管道与一级芬顿流化床反应釜、二级芬顿流化床反应釜、三级芬顿流化床反应釜和内置式陶瓷微滤膜组件的底部接入,所述水泵通过所述保安过滤器与所述一级芬顿流化床反应釜连通。
[0009]
所述一级芬顿流化床反应釜,二级芬顿流化床反应釜和三级芬顿流化床反应釜内均架设并填充有类芬顿负载型固态催化剂填料,同时所述一级芬顿流化床反应釜,二级芬顿流化床反应釜和三级芬顿流化床反应釜外壁均安设有高频超声波发生器。
[0010]
所述膜脱氨系统包括依次连通的酸碱调节罐a,进水泵,保安过滤器,集成脱气膜组件,酸碱调节罐b和系统出水泵。
[0011]
本发明的有益效果是:
[0012]
(1)本发明利用物理+化学的协同处理工艺,真正意义上实现膜浓缩液的资源化处理,而并非传统的浓缩-转移处置,避免了因膜浓缩液回灌、回喷、回填等造成的环境二次污染问题;
[0013]
(2)本发明膜浓缩液中有机污染物降解使用类芬顿催化氧化系统,采用非均相颗粒负载催化剂搭配多种氧化药剂,同时联合超声波作用在流化床反应釜中对废水进行分级串联协同处理。与传统芬顿试剂法相比,类芬顿催化氧化的反应活化能与污泥产量都有大幅降低,反应效率与反应速率均有明显提升;
[0014]
(3)本发明膜浓缩液中氨氮污染物降解使用膜脱氨系统,采用疏水性中空纤维膜组件在全密封状态下将氨氮污染物转化为氨气再被强酸吸收二次利用,与传统脱氨塔工艺相比能耗大幅降低且无二次污染物氨气外泄,安全绿色环保;
[0015]
(4)本发明膜浓缩液中盐分脱除使用mvr低温蒸发系统,因进水水质中氨氮与腐殖酸等有机污染物已脱除,水质情况较好,mvr蒸发器能耗与使用寿命较其他工艺系统均有明显提升,故障率与停机修理频率均会降低。
[0016]
一种膜浓缩液无害化零排放处理方法,所述方法基于上述所述的膜浓缩液无害化处理系统进行,包括以下步骤:
[0017]
1、预处理:主要对膜浓缩液储池中原液进行预曝气,预混凝沉淀,去除膜浓缩液中悬浮物,钙镁离子及杂质,同时通过曝气作用调节酸碱缓冲体系;
[0018]
2、类芬顿催化氧化:主要通过多级类芬顿催化氧化反应系统对预处理后的膜浓缩液中的有机污染物进行矿化降解,产物为co2,h2o和nh4+;反应器使用升流式芬顿流化床反应釜;
[0019]
3、膜脱氨处理:主要通过疏水性中空纤维膜和酸碱势差联合作用将催化氧化后的膜浓缩液中剩余氨氮污染物分离转变为氨气后用强酸吸收,二次利用;
[0020]
4、mvr低温蒸发:通过真空低温蒸发系统对脱氨后的膜浓缩液进行分盐处理,水汽部分通过冷凝后为整体工艺产水,残留部分为杂盐,满足系统产水对盐分含量的要求。
[0021]
所述类芬顿催化氧化处理还包括通过配套陶瓷微滤膜系统代替传统芬顿反应二沉池作用,将产水悬浮物浓度降低至后续处理单元可接纳值。
[0022]
所述类芬顿催化氧化处理产生的化学污泥可运输至主工艺系统污泥浓缩池合并处理。
[0023]
本发明的有益效果是:
[0024]
(1)本发明的膜浓缩液处理工艺可配套用于垃圾渗滤液常规或应急处理工艺后膜浓缩液有效资源化处理,解决了渗滤液处理站膜浓缩液的去处问题;
[0025]
(2)本发明的膜浓缩液处理工艺组合合理、高效。工艺系统对膜浓缩液处理最终产水可达到《循环冷却水再生水水质标准》(hg/t3923-2007)表1标准水质,无二次污染物产生与转移,可在真正意义实现渗滤液膜浓缩液零排放循环利用,绿色环保;
[0026]
(3)本发明的膜浓缩液处理工艺单元数量虽较传统膜浓缩液处置工艺有所增加,但其整体运行费用基本持平,且无二次污染物处置问题,具有明显的经济和社会效益。
[0027]
(4)本发明的膜浓缩液处理整体工艺系统运行安全稳定,停机保养、大修频率较低。
[0028]
上述说明仅是本发明技术方案的概述,为了能够更清楚了解本发明的技术手段,并可依照说明书的内容予以实施,以下以本发明的较佳实施例并配合附图详细说明如后。本发明的具体实施方式由以下实施例及其附图详细给出。
附图说明
[0029]
此处所说明的附图用来提供对本发明的进一步理解,构成本申请的一部分,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。在附图中:
[0030]
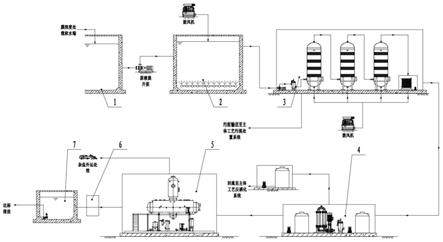
图1为本发明的垃圾渗滤液膜浓缩液零排放处理系统流程结构示意图;
[0031]
图2为本发明的垃圾渗滤液膜浓缩液零排放处理系统类芬顿催化氧化系统流程结构示意图;
[0032]
图3为本发明的垃圾渗滤液膜浓缩液零排放处理系统膜脱氨系统流程结构示意图。
[0033]
附图中,各标号所代表的部件列表如下:
[0034]
1-膜浓缩液储池;2-预处理反应池;3-类芬顿催化氧化系统;4-膜脱氨系统;5-铵盐回收系统;6-低温mvr蒸发系统;7-产水池;8-系统进水泵;9-保安过滤器;10-一级芬顿流化床反应釜;11-二级芬顿流化床反应釜;12-三级芬顿流化床反应釜;13-类芬顿负载型固态催化剂填料层;14-超声波发生器;15-内置式陶瓷微滤膜组件;16-酸碱调节罐a;17-脱氨进水泵;18-保安过滤器;19-集成脱气膜组件;20-酸碱调节罐b;21-系统出水泵。
具体实施方式
[0035]
以下结合附图1-3对本发明的原理和特征进行描述,所举实例只用于解释本发明,并非用于限定本发明的范围。在下列段落中参照附图以举例方式更具体地描述本发明。根据下面说明和权利要求书,本发明的优点和特征将更清楚。需说明的是,附图均采用非常简化的形式且均使用非精准的比例,仅用以方便、明晰地辅助说明本发明实施例的目的。
[0036]
需要说明的是,当组件被称为“固定于”另一个组件,它可以直接在另一个组件上或者也可以存在居中的组件。当一个组件被认为是“连接”另一个组件,它可以是直接连接到另一个组件或者可能同时存在居中组件。当一个组件被认为是“设置于”另一个组件,它可以是直接设置在另一个组件上或者可能同时存在居中组件。本文所使用的术语“垂直的”、“水平的”、“左”、“右”以及类似的表述只是为了说明的目的。
[0037]
除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。本文中在本发明的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本发明。本文所使用的术语“及/或”包括一个或多个相关的所列项目的任意的和所有的组合。
[0038]
如图1所示,本发明公开一种垃圾渗滤液膜浓缩液全量无害化零排放处理系统及装置,该系统主要由通过管道顺序连接的膜浓缩液储池1、预处理反应池2、类芬顿催化氧化系统3、膜脱氨系统4、低温mvr蒸发系统6和产水池7。其中,铵盐回收系统5与膜脱氨系统4支线相连,收集得到的铵盐可定期回流至主体工艺mbr单元进行二次处理。另外,类芬顿催化氧化系统3产生的化学污泥可运输至主体工艺污泥处置单元集中处理。
[0039]
需要说明的是如本发明专利提供膜浓缩液处理工艺配套用于垃圾渗滤液dtro应急主体处理工艺尾端,则膜浓缩液处理工艺系统需另外增添污泥处置设备,同时膜脱氨后的铵盐浓液可通过mvr系统单独蒸发为固态后外运处置。
[0040]
垃圾填埋场或焚烧厂主体工艺处理后的膜浓缩液首先通过管道输送至浓缩液储池1,经停留2-3天沉淀杂质后经提升泵提升至预处理反应池2,池中排布有穿孔曝气管或曝气盘,通过鼓风机通入压缩空气充分曝气反应1-2天后,完成膜浓缩液的预处理。
[0041]
如图2所示,预处理池出水再进入类芬顿催化氧化系统3。具体的,废水首先经进水泵8和保安过滤器9后依次进入一级芬顿流化床反应釜10、二级芬顿流化床反应釜11、三级芬顿流化床反应釜12,进行三级串联类芬顿催化氧化反应。单级反应釜内均架设并填充有类芬顿负载型固态催化剂填料层13;同时,单级反应釜外壁安设有高频超声波发生器14,通过探头作用将超声波均匀分布在釜体四周,完成超声波协同反应。催化氧化反应完成后,产水进入膜池15,在内置式陶瓷微滤膜组件的作用下过滤悬浮杂质。
[0042]
如图3所示,产水通过泵自吸作用后进入膜脱氨系统4。具体的,废水首先进入酸碱调节罐a16,通过添加碱药剂将废水ph调节至强碱性,在经过进水泵17和保安过滤器18后进入单元核心脱气膜组件19,通过疏水性中空纤维膜与酸碱ph差势联合作用将废水中的氨氮污染物转换为氨气,产水进入酸碱调节罐b20加酸调节至中性,氨气通过强酸吸收装置5转换为铵盐,回流至主体工艺二次处理。
[0043]
膜脱氨系统4产水进入低温mvr蒸发系统6进行分盐处理,因mvr工艺单元已在相关领域有较多成功应用实例,故此出对工艺细节不作过多详细说明。
[0044]
低温mvr蒸发系统6产水进入系统最终产水池7,出水水质可达到《循环冷却水再生水水质标准》(hg/t 3923-2007)水质,系统整体无二次污染物产生与转移。
[0045]
一种膜浓缩液无害化零排放处理方法,所述方法基于上述所述的膜浓缩液无害化处理系统进行,包括以下步骤:
[0046]
1、预处理:主要对膜浓缩液储池中原液进行预曝气,预混凝沉淀,去除膜浓缩液中悬浮物,钙镁离子及杂质,同时通过曝气作用调节酸碱缓冲体系;
[0047]
2、类芬顿催化氧化:主要通过多级类芬顿催化氧化反应系统对预处理后的膜浓缩液中的有机污染物进行矿化降解,产物为co2,h2o和nh4+;反应器使用升流式芬顿流化床反应釜;
[0048]
3、膜脱氨处理:主要通过疏水性中空纤维膜和酸碱势差联合作用将催化氧化后的膜浓缩液中剩余氨氮污染物分离转变为氨气后用强酸吸收,二次利用;
[0049]
4、mvr低温蒸发:通过真空低温蒸发系统对脱氨后的膜浓缩液进行分盐处理,水汽部分通过冷凝后为整体工艺产水,残留部分为杂盐,满足系统产水对盐分含量的要求。
[0050]
所述类芬顿催化氧化处理还包括通过配套陶瓷微滤膜系统代替传统芬顿反应二沉池作用,将产水悬浮物浓度降低至后续处理单元可接纳值。
[0051]
所述类芬顿催化氧化处理产生的化学污泥可运输至主工艺系统污泥浓缩池合并处理。
[0052]
实施例一
[0053]
表1:广水市某生活垃圾填埋场渗滤液处理站膜浓缩液池水质情况
[0054][0055]
该实施例浓缩液来源为主体工艺膜深度处理单元纳滤与反渗透截留浓液。由表1可知,该膜浓缩液池水质存在电导率高,即盐分含量高,不可生化难降解有机污染物浓度高的特点,处理难度较大。
[0056]
采用本发明提供的垃圾渗滤液膜浓缩液全量无害化零排放处理系统对上述膜浓缩液进行处理,处理规模为50m3/d,系统单日运行时长为20h。纳滤反渗透截留浓液首先储存于浓缩液储池1,静置48h后由提升泵提升至预处理反应池2,池底部均匀铺设有穿孔曝气管,采用三叶罗茨风机进行曝气,曝气风量为3.25m3/min,风压为0.06mpa,反应时间为36-48h。预处理反应池2产水通过进水泵8作用进入类芬顿催化氧化系统3。
[0057]
类芬顿催化氧化系统3主体构筑物由三座芬顿流化床反应釜10,11,12串联连接,每单级反应釜内均架设并填充有类芬顿负载型固态催化剂填料层13,填充密度为35~50kg/m3,空隙率为0.32。同时,每单级反应釜外部均安装有高频超声波发生器14,通过导线和探头将60khz的超声波均匀传递至釜体四周,实现超声波协同反应。废水依次通过串联的芬顿流化床反应器,单级停留时间为12-14h,废水中有机污染物在氧化和催化药剂的联合作用下,被羟基自由基氧化为co2和h2o,完成有机污染物降解矿化过程。第三级芬顿流化床反应釜12产水进入内置式陶瓷微滤膜池14,池中装有内置式陶瓷微滤膜组件,代替传统沉淀池作用截留反应产生的化学污泥,降低出水悬浮物浓度。
[0058]
类芬顿催化氧化系统3产水通过自吸泵作用首先进入膜脱氨系统4中酸碱调节罐a16,通过加入强碱药剂将废水ph调节至9.5-10.0后,经脱氨进水泵17和保安过滤器18后进入核心膜组件19,核心膜组件采用中空纤维疏水性膜丝,材质选用pvdf或ptef,膜总面积为68m2,单级运行,运行压力为1.0~1.2mpa;强酸吸收采用浓度98%浓硫酸,脱氨侧ph维持在9-10左右,汲取侧初始ph维持在0.2左右,终止ph维持在2.0左右。汲取侧终止反应后铵盐溶液通过铵盐回收系统5收集后,定时定量回流至主体工艺mbr反硝化池进行二次处理。
[0059]
膜脱氨系统4产水通过出水泵21进入低温mvr蒸发系统6进行分盐处理,mvr主体蒸发器采用钛材料制造,反应温度90℃,浓缩倍数4-5倍。蒸发残余的固相为杂盐混合物,蒸发产生的气相经冷凝系统处理后为系统产水,进入产水池7后即完成本实施例垃圾渗滤液膜浓缩液全量无害化处理过程,各单元去除效果如下表所示:
[0060]
表2:湖北省广水市某生活垃圾填埋场渗滤液处理站膜浓缩液池水质情况
[0061][0062]
由上表可知,本实施例采用本发明所述垃圾渗滤液膜浓缩液全量无害化零排放处理系统处理对应膜浓缩液,产水可达到《循环冷却水再生水水质标准》(hg/t 3923-2007)标准水质,产水率大于95%,无任何二次污染物产生和转移,整体系统高效节能,绿色环保。
[0063]
本发明利用物理+化学的协同处理工艺,真正意义上实现膜浓缩液的资源化处理,而并非传统的浓缩-转移处置,避免了因膜浓缩液回灌、回喷、回填等造成的环境二次污染问题;本发明的膜浓缩液处理工艺组合合理、安全稳定,并且高效;另本发明的膜浓缩液处理工艺单元数量虽较传统膜浓缩液处置工艺有所增加,但其整体运行费用基本持平,且无二次污染物处置问题,具有明显的经济和社会效益。
[0064]
以上所述,仅为本发明的较佳实施例而已,并非对本发明作任何形式上的限制;凡本行业的普通技术人员均可按说明书附图所示和以上所述而顺畅地实施本发明;但是,凡熟悉本专业的技术人员在不脱离本发明技术方案范围内,利用以上所揭示的技术内容而做出的些许更动、修饰与演变的等同变化,均为本发明的等效实施例;同时,凡依据本发明的实质技术对以上实施例所作的任何等同变化的更动、修饰与演变等,均仍属于本发明的技术方案的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1