应用于涂布辊的陶瓷熔射模套机构的制作方法
1.本实用新型涉及应用于涂布辊的陶瓷熔射模套机构,属于熔射模套的技术领域。
背景技术:
2.涂布辊,又名k hand coater。涂布辊可以实现简单的涂布操作,适用于多种底材涂膜的制定,用这种方法可以将涂料涂于许多种底材上,包括纸张、纸板、塑胶膜、箔、金属板、玻璃板和木板等。
3.涂布辊包括一般包括金属辊套、陶瓷辊套、碳纤维辊套等,需要在辊套上进行凹点或者凸点的加工成型,金属辊套一般采用机加工铣磨或者蚀刻的方式成型,而陶瓷辊套一般采用激光镭射成型。
4.陶瓷辊套具备较优异地耐磨性能,而在辊体上成型陶瓷辊套成本较高,后端进行激光镭射作业成本及加工周期也较长,导致涂布辊成本较高。传统陶瓷辊套采用凹点成型的方式,当进行凸点成型式,需要进行大面积的镭射,加工面及凸点外周存在一定地熔融毛刺等,影响到辊面的精度,产品质量很难保障。
5.目前存在陶瓷熔射工艺,即采用热喷涂的方式实现陶瓷附着,此工艺相对较为成熟,一般用于平面熔射附着,很难满足在涂布辊上的熔射成型。
技术实现要素:
6.本实用新型的目的是解决上述现有技术的不足,针对涂布辊的辊面较难实现陶瓷凸起成型的问题,提出应用于涂布辊的陶瓷熔射模套机构。
7.为了达到上述目的,本实用新型所采用的技术方案为:
8.应用于涂布辊的陶瓷熔射模套机构,所述涂布辊包括涂布外周壁,
9.所述陶瓷熔射模套机构包括用于套接在所述涂布辊上的管套主体,所述管套主体的内管壁与所述涂布外周壁相匹配贴合,
10.所述管套主体上设有至少一个解套开缝和若干陶瓷凸起成型镂空槽。
11.优选地,所述管套主体为由片材卷曲成型的开缝管套体,所述开缝管套体的两个开缝端之间相可拆卸式配接。
12.优选地,所述开缝管套体的一个所述开缝端上设有线性分布的若干定位销孔、另一个所述开缝端上设有与所述定位销孔一一对应设置的定位销柱。
13.优选地,所述开缝管套体的两端分别设有环套帽,所述环套帽包括端面壁和设置在所述端面壁上的端面环套,所述端面壁上设有用于避让所述涂布辊的轴杆避让镂空部。
14.优选地,所述端面环套与所述开缝管套体之间设有柔性密封垫圈。
15.优选地,所述管套主体包括两个相拼接一体的弧形管壁。
16.优选地,两个所述弧形管壁之间设有两组合缝锁固机构。
17.优选地,两个所述弧形管壁相枢轴配接,两个所述弧形管壁的自由端之间设有可拆卸锁固机构。
18.优选地,所述管套主体为不锈钢管套体。
19.本实用新型的有益效果主要体现在:
20.1.满足在涂布辊上陶瓷熔喷成型的局部遮蔽需求,陶瓷凸起在辊面上成型精度可靠稳定,具备较高地成型精度。
21.2.易于实现与涂布辊之间的相对固定与两端密封隔离作业,装拆卸作业方便高效。
22.3.采用不锈钢管套主体的设计易于成型,降低了模套成本,同时满足重复使用需求。
附图说明
23.通过阅读参照以下附图所作的对非限制性实施例所作的详细描述,本技术的其它特征、目的和优点将会变得更明显:
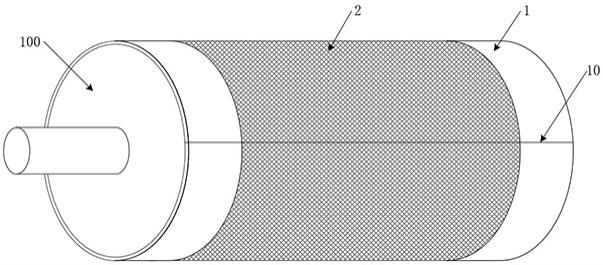
24.图1是本实用新型应用于涂布辊的陶瓷熔射模套机构的结构示意图。
25.图2是本实用新型应用于涂布辊的陶瓷熔射模套机构的实施例一结构示意图。
26.图3是本实用新型应用于涂布辊的陶瓷熔射模套机构的实施例二结构示意图。
27.图4是本实用新型应用于涂布辊的陶瓷熔射模套机构的实施例三结构示意图。
具体实施方式
28.为使本实用新型实施例的目的、技术方案和优点更加清楚,下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
29.下面结合附图和实施例对本技术作进一步的详细说明。可以理解的是,此处所描述的具体实施例仅仅用于解释相关实用新型,而非对该实用新型的限定。另外还需要说明的是,为了便于描述,附图中仅示出了与有关实用新型相关的部分。需要说明的是,在不冲突的情况下,本技术中的实施例及实施例中的特征可以相互组合。
30.本实用新型提供了应用于涂布辊的陶瓷熔射模套机构,涂布辊100包括涂布外周壁,如图1至图4所示,陶瓷熔射模套机构包括用于套接在涂布辊上的管套主体1,管套主体1的内管壁与涂布外周壁相匹配贴合。
31.管套主体1上设有至少一个解套开缝10和若干陶瓷凸起成型镂空槽2。
32.具体地实现过程及原理说明:
33.目前涂布辊上的凸点成型一般采用在辊套上的模压成型或蚀刻成型,成型周期较长,同时金属辊套的耐腐蚀、抗氧化能力较弱。
34.而陶瓷基材具备较优的耐磨性与抗氧化性,另外,也存在导电陶瓷的应用,此类陶瓷在涂布辊上应用时,一般仅采用凹点形式,凸点成型非常困难。
35.针对此情况,现有技术中存在陶瓷熔射成型的方式,其能在板材上进行局部陶瓷熔射成型,即可满足凸点陶瓷的成型需求,但是涂布辊的涂布外周壁为非水平面结构,导致其上熔射成型遮挡较为困难。
36.本案提出了具备陶瓷凸起成型镂空槽2的管套主体1,其能套接在涂布辊的涂布外周壁上,并且辅以固定即可满足涂布辊旋转状态的熔喷陶瓷凸起成型需求。而在熔喷陶瓷凸起成型后,通过解套开缝10能实现开口剥离。
37.在一个具体实施例中,管套主体1为由片材卷曲成型的开缝管套体3,开缝管套体3的两个开缝端之间相可拆卸式配接。
38.具体地说明,为了方便管套主体1和其上的陶瓷凸起成型镂空槽2成型,一般采用片材进行加工,在片材上进行陶瓷凸起成型镂空槽2的加工成型后,再进行卷曲成套。
39.需要说明的是,采用卷曲后两个开缝端拼接的方式易于套接组装,可拆卸配接一般采用胶粘、定位销、螺栓锁固等方式,易于装拆卸作业。
40.实施例一
41.如图2所示,开缝管套体3的一个开缝端上设有线性分布的若干定位销孔31、另一个开缝端上设有与定位销孔一一对应设置的定位销柱32。
42.即该开缝管套体3通过定位销孔31和定位销柱32能实现定径卡套配合,满足贴合匹配性需求,且易于实现装拆卸组装。
43.该开缝管套体3的两端分别设有环套帽4,环套帽4包括端面壁41和设置在端面壁上的端面环套42,端面壁上设有用于避让涂布辊的轴杆避让镂空部5。端面环套与开缝管套体之间设有柔性密封垫圈。
44.具体地说明,该涂布辊在进行陶瓷熔喷过程中,需要对管套主体1的两端进行密封与定位,满足涂布辊旋转熔喷与熔喷材料阻隔。
45.本案中,采用环套帽4能实现两端定位配合与内置柔性密封垫圈密封阻隔,使得相对固定与密封操作较为方便。
46.在一个具体实施例中,管套主体1包括两个相拼接一体的弧形管壁6。
47.采用两个弧形管壁6的拼接易于管套主体1的加工成型。
48.实施例二
49.如图3所示,两个弧形管壁6之间设有两组合缝锁固机构7。
50.具体地说明,两个弧形管壁6分别设有配接外沿边,该合缝锁固机构7为设置在两个配接外沿边之间螺销结构,满足两个弧形管壁6的装拆卸作业,同时满足抱紧锁固需求。
51.实施例三
52.如图4所示,两个弧形管壁相枢轴配接,两个弧形管壁的自由端之间设有可拆卸锁固机构8。
53.该可拆卸锁固机构8与合缝锁固机构7结构相似,该实施例为枢轴与单侧锁固配合,枢轴结构一般采用开放式枢轴销的结构,即能实现轴向错位拆卸,能在喷涂后进行局部清洁,维持有效配合使用。
54.需要说明的是,实施例二和实施例三为抱紧锁固结构,其与涂布辊本身具备联动配合,无需额外进行相对锁固,但是,在熔喷时,需要对管套主体1的两端进行粘黏胶带的端面密封作业,有效防止熔喷材料侵入造成不必要的区域成型。
55.最后,该管套主体1为不锈钢管套体。不锈钢管套体易于成型,具备成本优势,同时其满足套体形变疲劳度需求,在熔喷后也易于实现表面残留材料去除作业,满足多次重复使用需求。
56.通过以上描述可以发现,本实用新型应用于涂布辊的陶瓷熔射模套机构,满足在涂布辊上陶瓷熔喷成型的局部遮蔽需求,陶瓷凸起在辊面上成型精度可靠稳定,具备较高地成型精度。易于实现与涂布辊之间的相对固定与两端密封隔离作业,装拆卸作业方便高效。采用不锈钢管套主体的设计易于成型,降低了模套成本,同时满足重复使用需求。
57.术语“包括”或者任何其它类似用语旨在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备/装置不仅包括那些要素,而且还包括没有明确列出的其它要素,或者还包括这些过程、方法、物品或者设备/装置所固有的要素。
58.至此,已经结合附图所示的优选实施方式描述了本实用新型的技术方案,但是,本领域技术人员容易理解的是,本实用新型的保护范围显然不局限于这些具体实施方式。在不偏离本实用新型的原理的前提下,本领域技术人员可以对相关技术特征作出等同的更改或替换,这些更改或替换之后的技术方案都将落入本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1