活塞坯体、活塞及方法与流程
本发明涉及一种用于活塞的活塞坯体(piston blank)、一种包括这种活塞坯体的活塞,以及一种使用这种活塞坯体来制造这种活塞的方法。
背景技术:
1、用于内燃机的活塞可以具有活塞下部和独立于活塞下部的活塞上部,它们可以焊接在一起以形成活塞。周向冷却流路可以设置在活塞下部与活塞上部之间,用于在内燃机运行期间冷却活塞。如果用于将活塞下部连接到活塞上部的焊缝在该冷却流路内终止,这会导致在冷却流路内形成难以从冷却流路中去除的焊接飞溅物。如果这种焊接飞溅物在内燃机运行期间脱落,这会导致活塞和/或内燃机的损坏。这需要改进。
2、wo 00/20747a1描述了一种具有冷却流路的活塞。该活塞包括具有箱形裙部的锻钢活塞体、凸台、凸台支撑件、凸台支撑件之间的连接壁以及燃烧碗。为了增加活塞环部的刚度,活塞包括位于毂孔上方的周向壁。在该壁和活塞顶之间焊接有部件,以限定冷却流路。
3、wo 2015/172880 a1示出了一种生产具有至少两个活塞部件的用于内燃机的活塞的方法,其中,活塞部件经由至少一个径向或轴向圆周激光焊接沿着对应的接合表面接合在一起。
技术实现思路
1、在此背景下,本发明的一个目的是提供一种改进的用于活塞的活塞坯体。
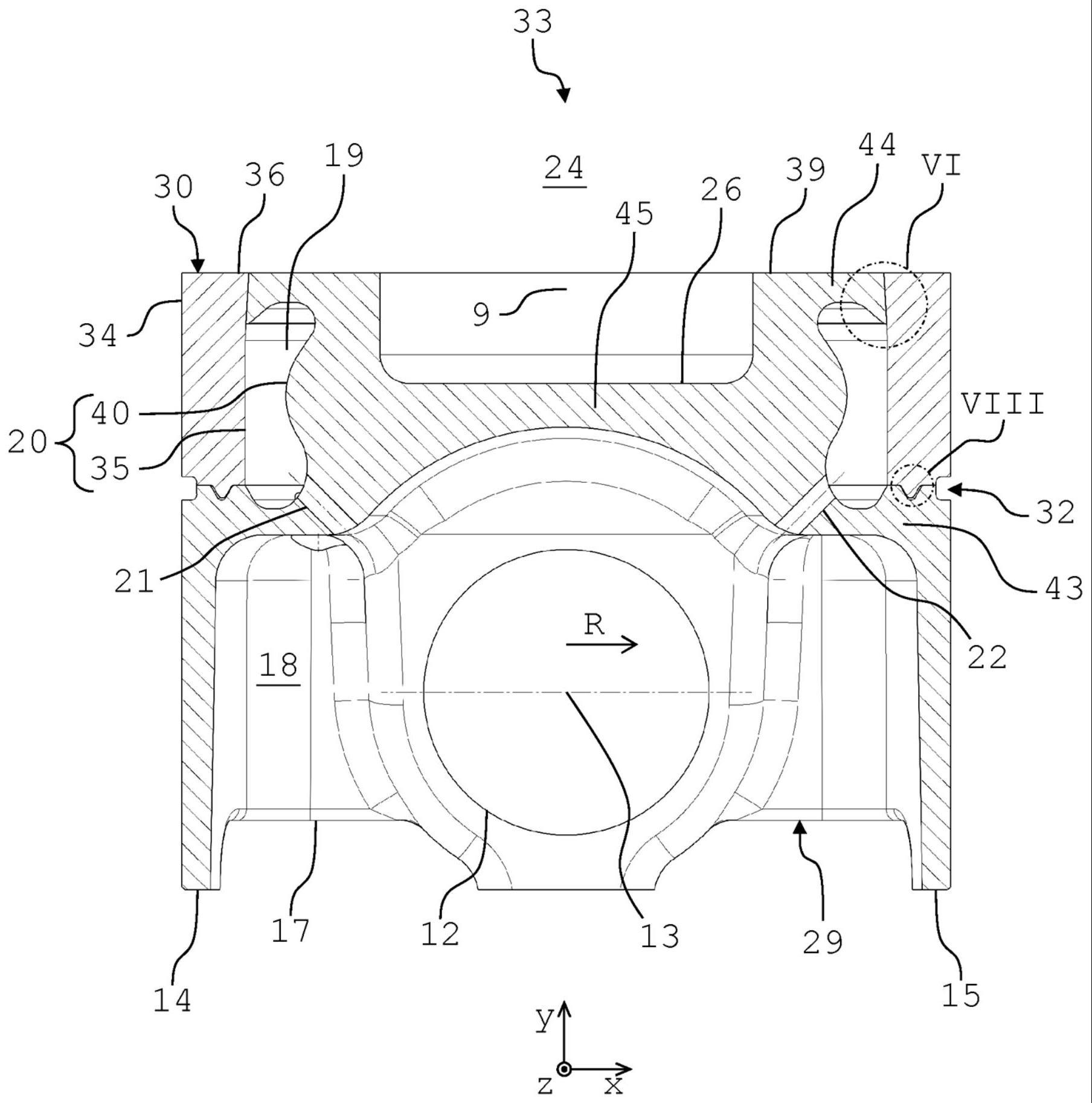
2、因此,提出了一种用于活塞的活塞坯体。活塞坯体包括:活塞下部,其包括围绕所述活塞坯体的中心轴线行进(run)的第一接合表面,以及活塞上部,其包括第二接合表面和内表面,所述第二接合表面围绕所述中心轴线行进,所述内表面围绕所述中心轴线行进并且当沿着所述中心轴线观察时邻接所述第二接合表面,其中,所述活塞上部能够通过其第二接合表面而放置在所述第一接合表面上,并且其中,为所述第二接合表面分配的切面相对于所述中心轴线倾斜,使得所述切面与所述内表面相交。
3、切面相对于中心轴线倾斜的事实使得当将活塞下部焊接到活塞上部时,能够以在切面中行进的方式对准用于焊接的激光束。这导致激光束在接合表面的一端处被定向到活塞上部中。在接合表面在活塞的冷却流路处终止的情况下,激光束因此不穿过冷却流路而是进入活塞上部,可靠地防止了在冷却流路内形成焊接飞溅物。
4、活塞坯体与活塞的不同之处在于,活塞下部和活塞上部尚未接合在一起,并且优选地能够再次以非破坏性的方式彼此拆卸。因此,活塞下部和活塞上部是两个独立的部件,它们接合在一起(特别是焊接在一起)以形成活塞。特别地,活塞下部和活塞上部在接合表面处接合(优选地焊接)在一起以形成活塞。为此目的,接合表面能够至少部分地熔化。
5、活塞坯体基本上关于中心轴线旋转对称。特别地,在本文中,“基本上”是指活塞坯体的一些部分或区域也能够被设计成相对于中心轴线非旋转对称。中心轴线也可以被称为对称轴线。特别地,活塞上部关于中心轴线旋转对称。活塞上部能够为环状。
6、活塞下部和活塞上部能够由相同的材料制成,也能够由不同的材料制成。优选地,活塞下部和/或活塞上部由钢合金制成。然而,其他金属材料也是合适的。活塞下部能够是铸造部件。活塞上部能够是车削零件。替选地,活塞上部也能够是铸造部件。活塞下部也能够被机械加工。
7、在本文中,“接合表面”是指活塞下部和活塞上部接合的表面或区域。特别地,在本文中,“接合”是指将活塞下部连接到活塞上部。能够在第一接合表面与第二接合表面之间产生的连接是材料结合连接。在材料结合连接的情况下,连接对象通过原子或分子力保持在一起。材料结合接头是不可拆卸接头,其仅能够通过破坏接合器件和/或接合对象来分离。材料结合接头能够例如通过粘接、熔接、焊接或硫化来制成。如前所述,活塞下部和活塞上部优选地焊接在一起。
8、特别地,活塞上部能够通过其第二接合表面“放置”在第一接合表面上的事实是指活塞上部能够通过其第二接合表面载置在第一接合表面上。因此,能够组装活塞下部和活塞上部以形成活塞坯体,并且通过将活塞上部放置或装配到活塞下部来生产活塞。通过这样做,活塞上部能够被推到活塞下部上,以使得第一接合表面和第二接合表面彼此接触并因此彼此抵靠。
9、在本文中,“切面”是指包括与第二接合表面接触的线形接触部的面。线形接触部以与中心轴线成角度的方式行进。因此,第二接合表面根据切面相对于中心轴线倾斜。活塞上部的内表面优选为筒形。内表面相对于中心轴线旋转对称。内表面优选地相对于中心轴线不倾斜。
10、在本文中,第二接合表面“邻接”内表面的事实是指,沿着中心轴线观察,在内表面与第二接合表面之间并未配置其他表面等。内表面在线性过渡部处合并(merge)到第二接合表面中。特别地,切面在过渡部处与内表面相交。特别地,切面与内表面“相交”是指切面延伸穿过内表面(特别是穿过上述过渡部)进入活塞上部中。
11、能够为活塞坯体分配(assign)具有宽度方向或x方向、高度方向或y方向以及深度方向或z方向的坐标系。y方向也可以被称为轴向。因此,术语“y方向”和“轴向”能够任意互换。各方向以彼此垂直的方式定向。特别地,中心轴线与y方向重合或者以平行于y方向的方式定向。此外,能够为活塞坯体分配径向。径向以垂直于中心轴线的方式定向并且指向远离中心轴线的方向。分别沿着y方向或沿着中心轴线观察,第二接合表面和内表面能够彼此相邻放置或彼此叠置。特别地,第二接合表面放置在上方或内表面的上方。
12、根据一个实施方式,所述第一接合表面为截头锥形,所述第二接合表面为截头锥形,并且所述内表面至少部分地(in sections)为筒形。
13、在本实施方式中,“截头锥形”或“锥形”是指第一接合表面和第二接合表面均相对于中心轴线倾斜。另一方面,内表面相对于中心轴线不倾斜。第一接合表面、第二接合表面和内表面优选地相对于中心轴线旋转对称。沿着径向观察,第一接合表面配置在第二接合表面的内部。“至少部分地为筒形”可结合内表面理解为内表面包括一个或多个筒形部分。因此,这些部分可以是筒状体的一部分。因此,内表面可以是筒状体的一部分,特别地,内表面可以是圆筒的一部分。换言之,内表面优选地包括至少一个或多个筒形部分。
14、根据其他实施方式,所述接合表面设计成使得所述活塞下部和所述活塞上部能够在所述接合表面处以过盈配合的方式接合。
15、这使得活塞上部能够精确地定位在活塞下部上。还可以通过将活塞上部压到活塞下部上来将活塞上部预组装到活塞下部上。因此,只有在对应的较大的力的情况下才能够分离活塞上部与活塞下部。
16、根据其他实施方式,所述内表面是设置在所述活塞下部与所述活塞上部之间的冷却流路的壁的一部分。
17、在由活塞坯体制造的活塞的运行期间,油(特别是机油)能够流过该冷却流路以从活塞消散热量。冷却流路围绕中心轴线以环形方式行进。因此,冷却流路优选地相对于中心轴线旋转对称。壁决定了冷却流路的几何形状。除了活塞上部的内表面外,第二接合表面的一部分也可以是冷却流路的壁的一部分。此外,活塞下部的外表面也形成冷却流路的该壁的一部分。
18、根据其他实施方式,所述切面配置在所述冷却流路的外部。
19、特别地,切面不行进穿过冷却流路,并且优选地不与冷却流路相交。在第二接合表面是冷却流路的壁的一部分的情况下,切面与第二接合表面之间的线形接触部能够邻近冷却流路。即,切面可以部分地抵靠冷却流路的壁,但是不与其相交。
20、根据其他实施方式,所述接合表面在所述冷却流路处终止或者在所述冷却流路内终止。
21、特别地,第一接合表面在冷却流路处终止。换言之,第一接合表面不行进进入冷却流路。如前所述,第二接合表面可能够是冷却流路的壁的至少一部分。在本实施方式中,第二接合表面在冷却流路内终止。
22、根据其他实施方式,所述切面相对于所述中心轴线以1°至8°的倾角倾斜。
23、替选地,切面可以相对于中心轴线以大于8°或小于1°的倾角倾斜。优选地,该倾角为锐角。在本文中,“锐角”是指小于90°的角。在本实施方式中,“倾角”是指设置在切面与中心轴线之间的角。同样,切面与第二接合表面之间的前述的线形接触部相对于中心轴线以倾角倾斜。因此,两个接合表面也相对于中心轴线以倾角倾斜。
24、根据其他实施方式,所述活塞下部包括邻接所述第一接合表面的圆部(rounding)。
25、圆部能够是冷却流路的壁的一部分。例如,圆部可以具有0.5mm至1mm的半径。圆部优选地完全围绕中心轴线行进。
26、根据其他实施方式,所述活塞下部包括用于将所述活塞上部放置到所述活塞下部上的肩部。
27、特别地,活塞上部包括背对活塞下部的第一端表面和面对活塞下部的第二端表面。活塞上部的第二端表面载置在活塞下部的肩部上。
28、根据其他实施方式,当沿着所述中心轴线观察时,所述肩部配置成与所述接合表面间隔开(distance from)。
29、因此,沿着y方向观察,肩部被放置成与接合表面间隔开。
30、根据其他实施方式,肩部以垂直于中心轴线的方式定向。
31、特别地,肩部围绕中心轴线以环状方式行进。特别地,肩部位于垂直于中心轴线的面中。肩部优选地关于中心轴线旋转对称。
32、根据其他实施方式,所述肩部包括围绕所述中心轴线行进的槽,其中,所述活塞下部包括围绕所述中心轴线行进的肋,所述肋能够被接收在所述槽中,以便以形状配合的方式将所述活塞下部连接到所述活塞上部。
33、特别地,槽为环状槽,或者能够标示为环状槽。肋和槽彼此稳固对接以将活塞的下部连接到活塞的上部,并且因此形成活塞。稳固连接(positive connection)是由至少两个连接对象相互对接或相互协作形成的。借助于槽和肋,能够将活塞上部精确地定位在活塞下部上。特别地,当沿着活塞坯体的径向观察时,活塞上部被稳固地固定到活塞的活塞下部。然而,沿着中心轴线或y方向观察,能够从活塞下部提起活塞上部。
34、根据其他实施方式,所述槽和所述肋均具有v形截面几何形状。
35、替选地,槽和肋能够分别具有半圆形或矩形截面几何形状。然而,槽和肋能够选择任何截面几何形状。特别地,借助于槽和肋能够实现榫槽连接。槽能够为环状槽,因此也被标示为环状槽。肋也能够被称为腹板(web)。槽和肋均优选地相对于中心轴线旋转对称。
36、根据其他实施方式,围绕所述中心轴线行进的槽设置在所述肩部的高度位置(level)处,其中,所述槽部分地被加工到所述活塞下部中且部分地被加工到所述活塞上部中。
37、特别地,活塞上部的第二端表面和活塞下部的肩部在前述槽中终止。在活塞上部和活塞下部并未在肩部及第二端表面处焊接在一起的情况下,从活塞上部与活塞下部之间的冷却流路流出的油能够经由槽从活塞流出。因此,活塞下部与活塞上部在活塞下部的肩部和活塞上部的第二端表面之间的连接能够无需焊缝或没有焊缝。在本实施方式中,仅在肩部和第二端表面处设置活塞下部与活塞上部之间的稳固连接。沿着y方向观察,槽配置在活塞的环区(ring field)的下方。环区可以设置在活塞上部。槽为环状槽,因此也能够被称为环状槽。
38、根据其他实施方式,活塞上部为环状,并且至少部分地并入(incorporate)活塞下部。
39、因此,活塞上部关于中心轴线旋转对称。例如,活塞上部能够是车削零件。然而,活塞上部也能够是铸造部件。
40、此外,提出了用于活塞的活塞坯体的替选实施方式。活塞坯体包括活塞下部、活塞上部以及冷却流路,所述活塞下部包括围绕活塞坯体的中心轴线延伸的第一接合表面,所述活塞上部包括围绕中心轴线延伸的第二接合表面,所述冷却流路设置在活塞下部与活塞上部之间,其中活塞上部能够通过其第二接合表面放置在第一接合表面上,并且其中接合表面以使得用于焊接接合表面的激光束不穿过冷却流路的方式相对于中心轴线倾斜。
41、特别地,这是指,由于接合表面的倾斜,激光束能够配置成平行于接合表面。特别地,激光束在前述切面中行进。由于接合表面相对于中心轴线倾斜,所以当将活塞下部焊接到活塞上部时,激光束行进进入活塞上部,使得激光束不行进穿过冷却流路。特别地,激光束“不穿过”冷却流路的事实是指激光束从冷却流路旁边经过。因此,术语“不穿过冷却流路”可以由术语“从冷却流路旁边经过”代替。
42、此外,提出了一种具有这种活塞坯体的活塞,其中所述活塞下部和所述活塞上部在所述接合表面处借助于焊缝焊接到彼此。
43、特别地,焊缝为激光焊缝。因此,术语“焊缝”和“激光焊缝”能够根据需要互换使用。在将活塞下部焊接到活塞上部之后,例如可以在精加工活塞之前机械加工焊缝。焊缝优选地关于前述中心轴线旋转对称。中心轴线可以与活塞相关联。优选地,焊缝在冷却流路之前终止。然而,焊缝也能够行进进入冷却流路中。
44、此外,提出了一种使用这种活塞坯体来制造这种活塞的方法。所述方法包括以下步骤:a)设置所述活塞坯体,所述活塞坯体包括活塞下部和活塞上部,所述活塞下部包括围绕所述活塞坯体的中心轴线行进的第一接合表面,所述活塞上部包括围绕所述中心轴线行进的第二接合表面以及围绕所述中心轴线行进并且当沿着所述中心轴线观察时邻接所述第二接合表面的内表面,其中,为所述第二接合表面分配的切面相对于所述中心轴线倾斜,使得所述切面与所述内表面相交;b)将所述活塞上部通过其第二接合表面放置在所述第一接合表面上;以及c)在所述接合表面处将所述活塞下部焊接到所述活塞上部。
45、步骤a)可以包括制造活塞坯体。在活塞坯体的制造过程中,制造活塞下部和活塞上部。如前所述,活塞下部和活塞上部可以例如借助于铸造方法来制造。替选地,活塞下部和活塞上部也能够借助于烧蚀制造方法来制造。设置活塞坯体还包括机械加工和/或精加工接合表面。当在步骤b)中将活塞上部放置在活塞下部上时,活塞上部能够被压到活塞下部上。步骤c)优选地借助于焊接装置执行。优选地,焊接装置以自动化方式运行。焊接装置可以是激光焊接装置。因此,焊接装置也可以被称为激光焊接装置。
46、根据一个实施方式,以如下方式执行步骤c):在步骤c)期间生成的用于焊接的激光束位于所述切面中。
47、因为激光束位于切面中,所以激光束在通过接合表面直到冷却流路的焊接后不穿过冷却流路,而是行进进入活塞上部中。这可靠地防止了在冷却流路本身中形成焊接飞溅物。
48、另外,还提出了一种具有这种活塞的内燃机。
49、内燃机可以包括多个活塞。例如,内燃机包括三个、四个、五个、六个或多于六个活塞。内燃机可以包括发动机缸体(engine block),其包括用于接收活塞的活塞孔。
50、另外,提出了具有这种活塞和/或具有这种内燃机的机动车辆。
51、车辆能够是混动车辆。然而,车辆也能够完全借助于内燃机来驱动。车辆优选为乘用车辆。然而,车辆也可以是商用车辆,诸如卡车。此外,车辆也可以是航空器、船只或有轨车辆。
52、针对所提出的活塞坯体描述的实施方式和特征经必要修改后适用于所提出的活塞、所提出的方法、所提出的内燃机和所提出的车辆,反之亦然。
53、在本文中,“一”并不一定被理解为仅限于一个元件。相反,也可以设置若干元件,诸如两个、三个或更多。同样,本文使用的任何其他计数词不应被理解为仅限于所提及的元件的确切数量。相反,除非另有说明,否则以上和以下的数字偏差都是可能的。
54、活塞坯体、活塞、方法、内燃机和/或车辆的其他可能实施方案还包括关于未明确提及的实施方式示例的先前或下文描述的特征或实施方式的组合。在本文中,技术人员还将增加个别方面,作为对活塞坯体、活塞、方法、内燃机和/或车辆的相应基本形式的改进或附加。
- 还没有人留言评论。精彩留言会获得点赞!