一种直线导轨的滑块的制作方法
本发明涉及直线导轨,特别是指一种直线导轨的滑块。
背景技术:
1、直线滑轨用于直线往复运动场合,且可以承担一定的扭矩,可在高负载的情况下实现高精度的直线运动。现有直线导轨的滑块多数采用插件式,有上保持、中保持、下保持、反向器、端盖、端防尘、侧防尘条等零件,整体零件数量多,且多以钢件通孔端面做沉孔用于定位反向器,再通过反向器定位端盖的形式实现配合。直线导轨的滑块的零件种类、数量多,组装效率较低,且对钢件cnc加工(计算机数字化控制精密机械加工)精度要求高,整体零配件和加工成本较高。
2、为了保证直线导轨和滑块的加工精度,降低对金属零件的cnc加工(计算机数字化控制精密机械加工)和加工成本,现有技术中通过注塑工艺在滑块钢件上注塑成型的方式,在滑块钢件形成用于钢珠往复循环的塑料件。如中国发明专利申请cn110014545a公开的一种基于注塑成型的线性滚珠滑轨,通过注塑成型将滑块本体当成嵌件与回流盖、回流管、上连接部、中连接部和下连接部通过注塑成型装配至滑块本体上,使得循环系统和承载系统的整体性好,使得滑轨在使用时的精度高、稳定性好、使用寿命长。
3、但是,在滑块钢件上注塑塑料件,特别是采用埋入射出成型的方式在滑块钢件上注塑塑料件,由于一体式的射出会导致局部壁厚明显偏大(壁厚不均匀),而壁厚不均匀的塑料件往往会收缩变形不一致,从而导致钢珠往复循环的关键部件精度降低,特别是导致钢珠由钢珠槽向回流管道(或者由回流管道向钢珠槽)过渡的钢珠回流通道的位置的精度降低。
4、直线导轨在钢珠由钢珠槽向回流管道(或者由回流管道向钢珠槽)过渡的钢珠回流通道的位置的精度要求非常高,该位置的精度降低,会直接导致钢珠回珠不畅,运行跳动及噪音大的问题。
技术实现思路
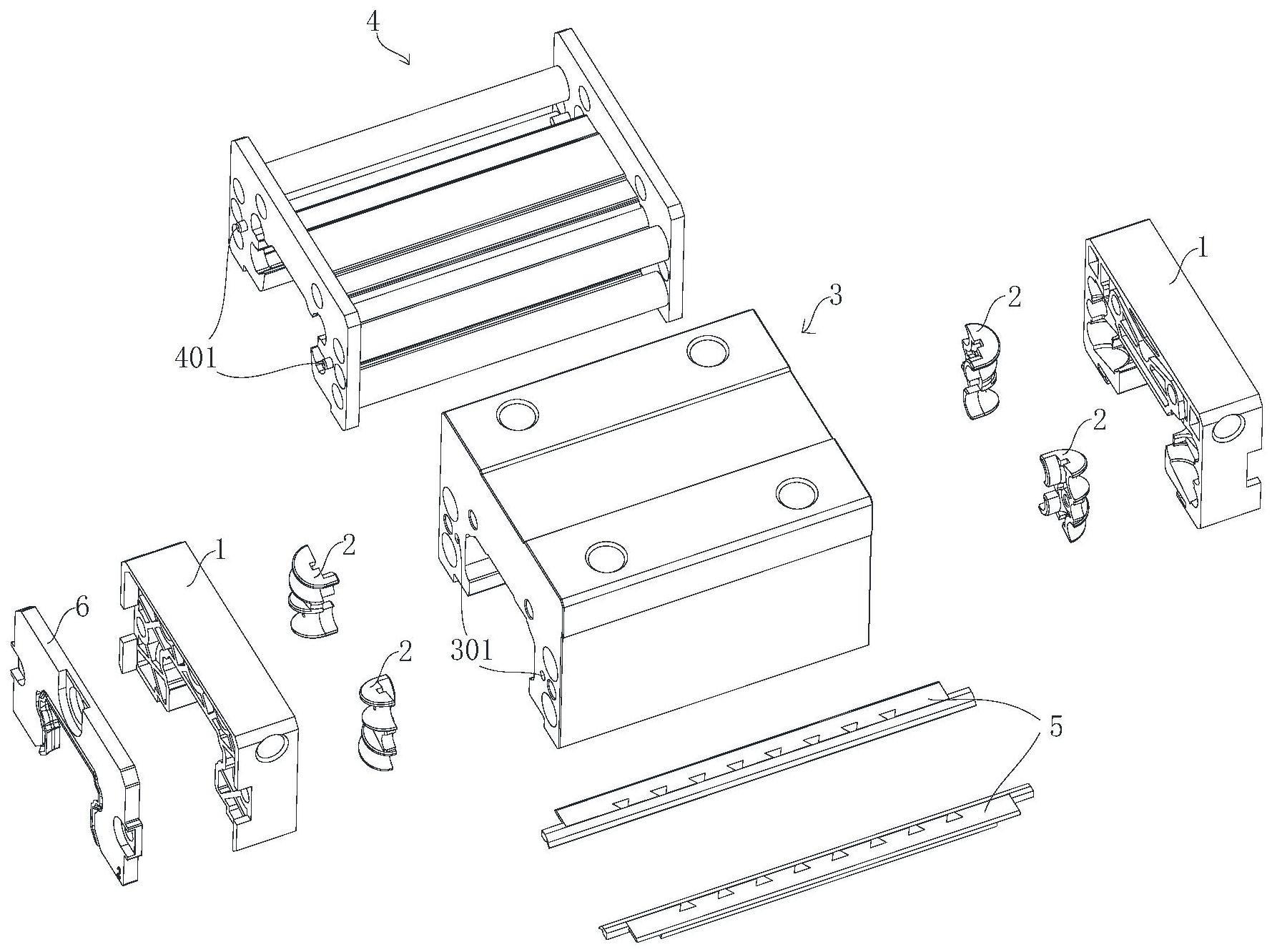
1、为了解决现有技术中直线导轨的滑块的钢珠回流通道精度低、钢珠回珠不畅,运行跳动的技术问题,本发明的一个实施例提供了一种直线导轨的滑块,所述滑块包括滑块基体和端盖,所述滑块基体包括滑块钢件,以及通过埋入射出成型工艺射出在所述滑块钢件上的整体射出塑料件,所述整体射出塑料件整体覆盖所述滑块钢件;
2、所述整体射出塑料件的两侧形成回流板,所述回流板与所述端盖之间配置单独注塑成型的反向器;
3、其中,所述反向器面向所述端盖的一侧形成第一弧形回流通道,所述端盖面向所述回流板的一侧形成第二弧形回流通道;所述反向器扣合在所述端盖内,所述第一弧形回流通道与所述第二弧形回流通道形成钢珠回流通道;
4、其中,所述反向器背向所述端盖的一侧形成一个空腔,使所述反向器的整体壁厚趋于均匀。
5、在一个较佳的实施例中,所述整体射出塑料件包括钢珠回流管道,所述钢珠回流管道延伸至所述整体射出塑料件两侧的所述回流板;
6、所述整体射出塑料件内部形成容纳滑轨的滑动腔,在所述滑动腔的四周形成容纳钢珠的钢珠槽;
7、所述端盖与所述回流板贴合安装,所述反向器扣合在所述端盖内形成的钢珠回流通道,连通所述钢珠回流管道和所述钢珠槽。
8、在一个较佳的实施例中,所述端盖设置注油孔和油路,所述注油孔连通所述油路;
9、并且,所述油路连通所述反向器的空腔,润滑油经所述反向器的空腔注入钢珠回流通道。
10、在一个较佳的实施例中,所述反向器包括反向器进油孔和反向器出油孔,所述反向器进油孔和所述反向器出油孔连通所述空腔;
11、所述油路连通所述反向器进油孔,所述反向器出油孔连通所述反向器扣合在所述端盖内形成的钢珠回流通道。
12、在一个较佳的实施例中,所述反向器的空腔内形成定位孔,所述整体射出塑料件两侧的所述回流板设置定位柱;
13、所述端盖与所述回流板贴合安装时,所述定位孔与所述定位柱配合。
14、在一个较佳的实施例中,所述回流板相对所述定位柱的一侧,向所述整体射出塑料件内部延伸形成嵌入销;
15、在滑块钢件与所述回流板贴合的端面设置沉孔,所述嵌入销与所述沉孔配合。
16、在一个较佳的实施例中,所述回流板对应所述钢珠槽的位置设置定位槽,所述反向器设置背向所述端盖延伸的定位凸台;
17、所述端盖与所述回流板贴合安装时,所述定位槽与所述定位凸台配合。
18、在一个较佳的实施例中,所述反向器位于所述第一弧形回流通道的边缘设置反向器圆弧定位面;所述端盖位于所述第二弧形回流通道的边缘设置端盖圆弧定位面,
19、所述反向器圆弧定位面与所述端盖圆弧定位面配合,将所述反向器扣合在所述端盖。
20、在一个较佳的实施例中,所述反向器包括第一弧形侧壁,所述第一弧形侧壁形成所述第一弧形回流通道;
21、所述端盖包括第二弧形侧壁,所述第二弧形侧壁形成所述第二弧形回流通道;
22、其中,所述第一弧形侧壁的圆心向远离所述端盖的一侧偏移。
23、在一个较佳的实施例中,所述滑块还包括设置于所述滑块基体底部的侧防尘条,以及设置于所述端盖外侧的端防尘片。
24、本发明实施例提供的技术方案带来的有益效果至少包括:
25、本发明提出一种直线导轨的滑块,通过埋入射出成型工艺射出在滑块钢件上的整体射出塑料件,整体射出塑料件整体覆盖滑块钢件,使上保持、中保持、下保持射出为一体,减少零件数量,提升安装效率。通过埋入射出成型整体射出塑料件,通过模具保证整体射出塑料件的尺寸精度,减少滑块钢件cnc加工和研磨的精度要求。
26、本发明提出一种直线导轨的滑块,通过整体射出塑料件的回流板相对定位柱的一侧,向整体射出塑料件内部延伸形成嵌入销,通过嵌入销与滑块钢件配合,提升定位柱与反向器定位的准确性,避免整体射出塑料件和反向器射出后因收缩变形造成的定位柱与反向器的定位偏差。
27、本发明提出一种直线导轨的滑块,对反向器单独注塑成型,通过模具保证反向器的尺寸精度。本发明反向器单独注塑,背向端盖的一侧形成一个空腔,使反向器各个部位的壁厚更加均匀,避免反向器射出后的收缩导致的尺寸变形,确保反向器的精度,进而确保钢珠顺畅回珠,降低钢珠回珠运行跳动。
28、本发明提出一种直线导轨的滑块,形成的钢珠回流通道的反向器的第一弧形侧壁与端盖的第二弧形侧壁的圆心呈偏设计,使钢珠滚入或者滚出钢珠回流通道的开口处相同,在钢珠回流通道内部形成宽敞的空间,改善生产、加工时的误差引起钢珠回流通道的变形或增加加润滑油时对钢珠回流通道造成的影响,确保钢珠顺畅回珠,降低钢珠回珠运行跳动。
29、本发明提出一种直线导轨的滑块,整体射出塑料件整体射出在滑块钢件上,反向器单独注塑成型,便于空间布局且零件小变形小,尺寸更准确。
30、本发明提出一种直线导轨的滑块,反向器背向端盖的一侧形成的空腔,作为供油通道,使得供油更顺畅。
31、本发明提出一种直线导轨的滑块,利用埋入射出成型工艺,将滑块钢件上较为次要的部件统一射出形成一个整体,较少零件数量,并同时注塑出定位柱。对重要部件进行单独注塑,确保其精度尺寸,并设计定位孔将其和埋入射出的定位柱相互配合实现定位,将所有精度要求高的定位部统一由模具保证,可降低对cnc加工(计算机数字化控制精密机械加工)和研磨的精度要求。
- 还没有人留言评论。精彩留言会获得点赞!