钢带油油膜厚度测量装置及方法与流程
1.本发明涉及连续平压机设备润滑技术领域,特别是涉及一种钢带油油膜厚度测量装置及方法。
背景技术:
2.连续平压机实现了人造板材的工业化生产,迅速提高了产量,并提高了生产效率;作为重要的生产设备,其关键运行组件辊毯和钢带处于高温、高载的恶劣工况环境下。在板坯入口位置,钢带油通过滴油的方式附着在辊毯表面,然后辊毯与钢带接触,钢带油转移至钢带表面起到润滑防护作用,当钢带表面的润滑油不足时容易降低油膜厚度,引起钢带损伤。
3.连续平压机在正常生产过程中,如果只是通过肉眼观察是无法准确判断钢带表面油膜的情况,目前通常采用采用手部持纸巾按压擦拭钢带的方法,来判断油膜的情况;但是,采用手部持纸巾按压擦拭的方法会因为按压力度和按压距离的不同造成很大的误差,而且在实际生产过程中压机的速度从10m/min~180m/min不等,速度越快对油膜的判断误差越大。
4.因此,亟待提供一种钢带油油膜厚度测量装置及方法,以解决现有技术中所存在的上述问题。
技术实现要素:
5.本发明的目的是提供一种钢带油油膜厚度测量装置及方法,以解决上述现有技术存在的问题,能够测得单位压力、单位时间内的渗透吸油层的油膜层数,为现场技术人员对喷油量的调控提供参考。
6.为实现上述目的,本发明提供了如下方案:
7.本发明提供一种钢带油油膜厚度测量装置,包括主壳体,所述主壳体上设置有接触组件,所述接触组件上能够安装多层吸油层,当所述吸油层与钢带接触时,所述钢带上的钢带油能够渗透进入所述吸油层;所述主壳体上还安装有压力测量装置,所述压力测量装置与所述接触组件连接,能够测得所述接触组件与所述钢带的接触压力;所述压力测量装置连接有控制器,所述控制器还连接计时模块,能够记录所述接触组件与所述钢带的接触时间。
8.优选的,所述接触组件包括滑块,所述吸油层能够安装于所述滑块的接触面上,其中,所述接触面为所述滑块与所述钢带接触的面;所述滑块上还安装有盖体,所述盖体上设置有卡扣,所述盖体通过所述卡扣安装于所述接触面上,且能够对所述吸油层进行固定;所述盖体上设置有开口,以使所述吸油层能够与所述钢带上的钢带油接触。
9.优选的,所述滑块的接触面上还安装有缓冲层,当所述滑块上安装所述吸油层时,所述缓冲层位于所述吸油层与所述滑块之间。
10.优选的,所述主壳体的前端还设置有安装腔,所述安装腔的前端设置有开口,所述
滑块的前侧设置有所述接触面,所述滑块的后侧设置有滑动部,所述滑动部安装于所述安装腔的开口处,并能在所述安装腔沿与所述接触面垂直的方向滑动;所述压力测量装置安装于所述安装腔的后端,且所述压力测量装置通过弹性件与所述滑块的后侧连接。
11.优选的,所述压力测量装置为压力传感器,所述弹性件为弹簧。
12.优选的,所述主壳体的后端设置有握把。
13.优选的,所述握把内设置有电源仓,所述钢带油油膜厚度测量装置的电源安装于所述电源仓内,所述握把上还安装有电源开关,所述电源开关与所述电源连接。
14.优选的,所述控制器还连接有显示屏,所述显示屏能够显示所述接触组件与所述钢带接触时间段内的接触时间以及最大接触压力,所述显示屏安装于所述握把上。
15.优选的,所述控制器还连接有压力时间清零按钮,所述压力时间清零按钮安装于所述握把上,能够将所述显示屏上显示的所述接触组件与所述钢带接触时间段内的接触时间以及最大接触压力清零。
16.优选的,所述主壳体以及所述接触组件的材质均为聚四氟乙烯。
17.本发明还提供一种钢带油油膜厚度测量方法,采用上述的钢带油油膜厚度测量装置,包括以下步骤:
18.s1、在所述接触组件上安装多层所述吸油层;
19.s2、将所述接触组件沿与钢带运行的相反方向,按压在所述钢带表面,使所述吸油层与所述钢带上的钢带油接触,并记录所述接触组件与所述钢带接触时间段内的接触时间以及最大接触压力;
20.s3、观察钢带油在所述吸油层上的渗透层数;
21.s4、计算单位压力、单位时间内的渗透所述吸油层的油膜层数,并根据所述油膜层数调控喷油量。
22.本发明相对于现有技术取得了以下有益技术效果:
23.本发明通过接触组件实现吸油层与钢带的接触,通过压力测量装置实现接触压力和接触时间的监控,能够测量单位压力单位时间内的渗透吸油层的油膜层数,根据油膜层数判断油膜厚度是否合适,为现场技术人员对喷油量的调控提供参考。
附图说明
24.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
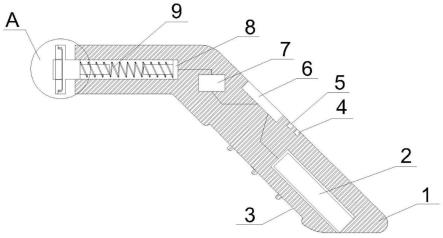
25.图1为本发明中钢带油油膜厚度测量装置的结构示意图;
26.图2为图1中a处的放大图;
27.其中,1、主壳体,2、电源仓,3、握把,4、电源开关,5、压力时间清零按钮,6、显示屏,7、控制器,8、压力传感器,9、弹簧,10、滑块,11、间隙,12、盖体,13、卡扣,14、橡胶垫。
具体实施方式
28.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完
整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
29.本发明的目的是提供一种钢带油油膜厚度测量装置及方法,以解决上述现有技术存在的问题,能够测得单位压力单位时间内的渗透吸油层的油膜层数,为现场技术人员对喷油量的调控提供参考。
30.为使本发明的上述目的、特征和优点能够更加明显易懂,下面结合附图和具体实施方式对本发明作进一步详细的说明。
31.如图1-图2所示,本实施例提供一种钢带油油膜厚度测量装置,主要包括主壳体1,所述主壳体1上设置有接触组件,所述接触组件上能够安装多层吸油层,当所述吸油层与钢带接触时,所述钢带上的钢带油能够渗透进入所述吸油层;所述主壳体1上还安装有压力测量装置,所述压力测量装置与所述接触组件连接,能够测得所述接触组件与所述钢带之间的接触压力;所述压力测量装置连接有控制器7,能够将所述接触压力传输给控制器7,所述控制器7还连接计时模块,能够在接收到压力信号时开始记录时间,压力信号消失后停止记录时间,从而获得所述接触组件与所述钢带的接触时间。
32.在本实施例中,所述接触组件包括滑块10,所述吸油层能够安装于所述滑块10的接触面上,其中,所述接触面为所述滑块10与所述钢带接触的面;所述滑块10上还安装有盖体12,所述盖体12上设置有卡扣13,所述盖体12通过所述卡扣13安装于所述接触面上,且能够对所述吸油层进行固定,滑块10与盖体12之间由前至后存在宽0.1mm的间隙11,用于安装吸油层;所述盖体12上设置有开口,以使所述吸油层能够与所述钢带上的钢带油接触。
33.在本实施例中,所述滑块10的接触面上还安装有缓冲层,其中,缓冲层优选为橡胶垫14;通过带有卡扣13的盖体12将吸油层固定在橡胶垫14上,防止吸油层的脱落,进而避免吸油层卷入连续平压机设备,且在压力作用下吸油层与钢带接触,而橡胶垫14具有一定的缓冲作用,能够避免吸油层与钢带的硬性接触。
34.在本实施例中,吸油层优选为纸巾,或者还可以根据工作需要选择其它的吸油层,如布料吸油层等。
35.在本实施例中,所述主壳体1的前端还设置有安装腔,所述安装腔的前端设置有开口,所述滑块10的前侧设置有所述接触面,所述滑块10的后侧设置有滑动部,所述滑动部安装于所述安装腔的开口处,并能在所述安装腔沿与所述接触面垂直的方向滑动,滑块10前端部位与主壳体1之间的距离可控制最大按压压力;所述压力测量装置安装于所述安装腔的后端,且所述压力测量装置通过弹性件与所述滑块10的后侧连接。
36.其中,需要说明的是,在本实施例中,面对纸面的左手侧为前侧,右手侧为后侧。
37.在本实施例中,所述压力测量装置为压力传感器8,所述弹性件为弹簧9;或者,还可以根据工作需要选择其它的压力测量装置和弹性件。
38.在本实施例中,所述主壳体1的后端设置有握把3,所述握把3内底部设置有电源仓2,所述钢带油油膜厚度测量装置的电源安装于所述电源仓2内,能够为整个测量装置提供电力;所述握把3上还安装有电源开关4,所述电源开关4与所述电源连接。其中,所述钢带油油膜厚度测量装置的电源可以采用外接电源,也可以采用电池供电,本实施例中优选采用电池供电。
39.在本实施例中,所述控制器7还连接有显示屏6,所述显示屏6能够显示所述接触组件与所述钢带接触时间段内的接触时间以及最大接触压力,所述显示屏6安装于所述握把3上。
40.在本实施例中,所述控制器7还连接有压力时间清零按钮5,所述压力时间清零按钮5安装于所述握把3上,能够将显示屏6上显示的接触时间以及最大接触压力清零。
41.在本实施例中,显示屏6以嵌入主壳体1内部的形式呈现,所述电源开关4和压力时间清零按钮5位于显示屏6的下方,同样以嵌入主壳体1内部的形式呈现。
42.在本实施例中,所述主壳体1以及所述接触组件的滑块10和盖体12等的材质均为聚四氟乙烯;在实际操作过程中因为角度的问题,含有卡扣13的盖体12不可避免的会与钢带接触,但其是聚四氟乙烯材质,本身具有良好的自润滑性能,不会造成对钢带的划伤;同时滑块10是聚四氟乙烯材质,当滑块10受压往主壳体1内部移动时,可降低与主壳体1之间产生的摩擦阻力。
43.本实施例中还提供一种钢带油油膜厚度测量方法,采用上述的钢带油油膜厚度测量装置,包括以下步骤:
44.1、打开含有卡扣13的盖体12,将一张手帕纸(19cm
×
21cm,3层;横向折叠2次,纵向折叠1次后尺寸为6.33cm
×
10.5cm)放置于橡胶垫14表面,然后将盖体12卡紧。
45.2、打开电源开关4,手持钢带油油膜厚度测量装置的握把,使其沿与钢带运行方向相反的方向,并尽量保持手帕纸与钢带表面平行,然后按压在运行的钢带表面大概3秒钟(具体时间可根据现场经验调整),这个过程中显示屏6会记录接触时间和接触时间段内的最大接触压力,然后将钢带油油膜厚度测量装置拿开。
46.3、打开含有卡扣13的盖体12,将手帕纸取出并展开,观察钢带油在手帕纸上渗透的油膜层数(标记为n),然后除以最大压力(标记为p)和记录的时间(标记为t),得到单位压力单位时间内的渗透手帕纸的油膜层数=n/(p
×
t)。
47.4、单次油膜测试估算结束后,按压压力时间清零按钮5清空上次操作获得的最大接触压力和接触时间,然后进行下次操作,可重复测试或者测试其他位置的油膜情况。
48.5、油膜测试估算结束后,关闭电源,取下手帕纸。
49.在本实施例中,步骤3中,还可以建立渗透的油膜层数与实际喷油量、生产板材的工艺等之间的联系。
50.具体地,渗透的油膜层数越多说明钢带表面的油量越大,油膜厚度越厚,渗透的油膜层数一般至少达到3层,根据渗透的油膜层数能够判断油膜厚度是否合适,并通过调控喷油量能够调控油膜厚度;其中,实际喷油量受到油泵的控制,一般通过调节油泵的赫兹数(hz,即油泵的频率)进行调控,根据多次实验能够获得渗透的油膜层数与喷油量之间的联系;
51.具体实验如下:
52.本实施例以某条4尺宽的中密度生产线为例,生产的板材厚度是18mm,压机速度是28m/min,进行多次统计实验,统计时所采用的吸油层与实际测试时所采用的吸油层一致,统计过程中的压力和测试时间均不完全相同,最终通过公式:油膜层数=n/(p
×
t)计算得出吸油层在单位时间和单位压力内的渗透油膜层数,并将部分测得的渗透油膜层数与油泵喷油的赫兹数列于表1中:
53.表1渗透油膜层数与油泵喷油赫兹数的数据
[0054][0055]
从表1中可知:随着油泵的喷油赫兹数由4hz增加至18hz,渗透油膜层数由2层逐渐增加至8层,这说明赫兹数的增加即喷油量的增加会使得渗透油膜层数增加,油泵喷油量的赫兹数与渗透油膜层数之间存在正相关关系。需要说明的是,赫兹数在一定的范围内,渗透油膜的层数变化可能不明显,当赫兹数明显增加时才会引起渗透油膜层数的一个变化;为了保证正常的润滑油供应,保证润滑油膜的充足,单位时间单位压力下渗透油膜层数至少达到3层,在该生产线该生产工艺下,至少需要保证6hz的喷油;具体喷油量根据工作需要进行设置,在保证足够喷油量的同时,也要防止喷油量过多,造成浪费。
[0056]
而至于生成板材的工艺,板材类型分为密度板、密度薄板、刨花板、定向刨花板等,温度最高能到240℃,最低在180℃左右,生成板材的工艺与渗透的油膜层数之间的联系也可以通过多次类似的实验获得;从而能够根据渗透的油膜层数,对生成板材的工艺进行调控。
[0057]
本实施例中纸巾渗透钢带油的层数会因为纸巾的不同产生一定的区别,因此需要固定纸巾的类型,一般采用心相印手帕纸(19cm
×
21cm,3层,单层厚度为0.01mm)最佳;另外,含有卡扣的盖体与滑块之间的间隙是0.1mm,所以使用的纸巾厚度一定要大于0.1mm,甚至远大于0.1mm,以防止纸巾因为松动产生脱落,其中,纸巾可以折叠后使用。
[0058]
需要说明的是,对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内,不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
[0059]
本发明中应用了具体个例对本发明的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本发明的方法及其核心思想;同时,对于本领域的一般技术人员,依据本发明的思想,在具体实施方式及应用范围上均会有改变之处。综上所述,本说明书内容
不应理解为对本发明的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1