涂布泵速控制方法、装置、设备及介质与流程
本技术涉及电池,具体涉及一种涂布泵速控制方法、装置、设备及介质。
背景技术:
1、在电池生产工艺的涂布工序中,浆料从喷涂瞬间至稳定涂布是一个动态过程。涂布操作启动的初始阶段,会出现浆料上料慢、浆料供料不足等状况。针对这些状况,相关技术中主要通过人工手动加泵补偿或调节浆料回流阀开度等操作方式来进行解决。人工操作过程中存在操作速度慢、加泵数值不精确、加泵时间不易控、过度依赖于工作人员操作经验等状况。
2、上述的陈述仅用于提供与本技术有关的背景技术信息,而不必然地构成现有技术。
技术实现思路
1、鉴于上述相关技术中人工手动加泵补偿或调节浆料回流阀开度等操作过程中存在操作速度慢、加泵数值不精确、加泵时间不易控、过度依赖于工作人员操作经验等状况的问题,本技术提供一种电池生产过程的涂布泵速控制方法、装置、电子设备及计算机可读存储介质,根据单位面积上涂布的浆料重量与预设标准重量之间的大小关系调控涂布机泵的当前泵速,从而实现了电池生产过程的涂布泵速自动控制,控制准确度高,泵速调控精度高,不需要人工手动加泵补偿或调节浆料回流阀开度等操作,改善了相关技术操作过程中存在的操作速度慢、加泵数值不精确、加泵时间不易控、过度依赖于工作人员操作经验等状况。
2、本技术实施例的第一方面,提供了一种涂布泵速控制方法,包括:
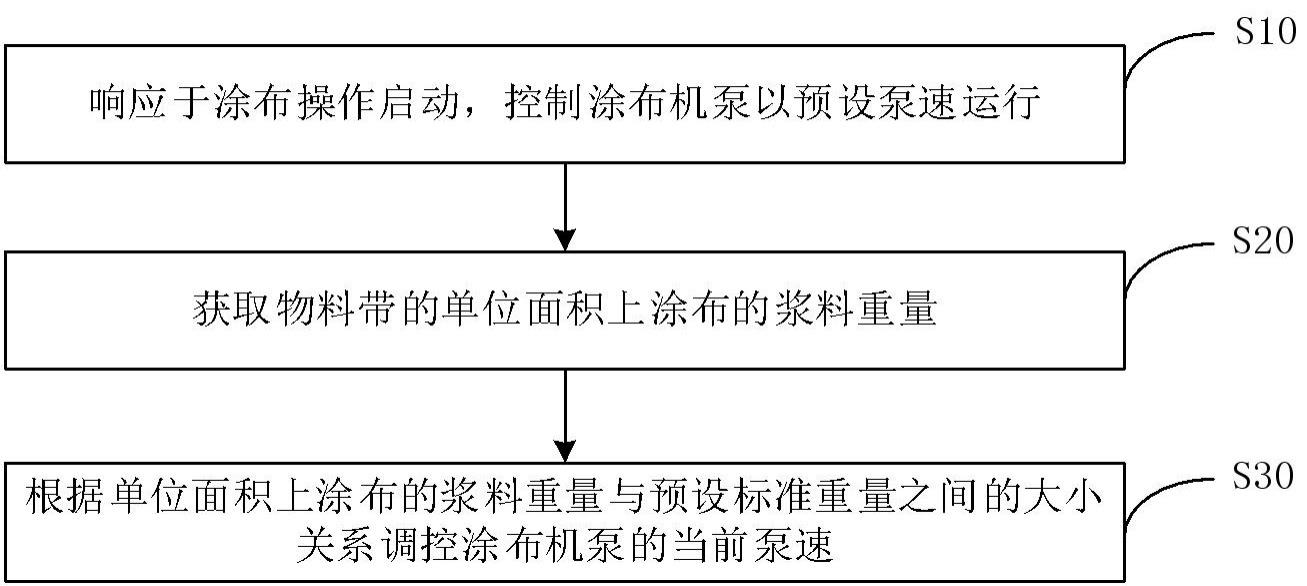
3、响应于涂布操作启动,控制涂布机泵以预设泵速运行;
4、获取物料带的单位面积上涂布的浆料重量;
5、根据单位面积上涂布的浆料重量与预设标准重量之间的大小关系调控所述涂布机泵的当前泵速。
6、本技术实施例的第一方面提供的涂布泵速控制方法,响应于涂布操作启动,控制涂布机泵以预设泵速运行,获取物料带的单位面积上涂布的浆料重量,根据单位面积上涂布的浆料重量与预设标准重量之间的大小关系调控涂布机泵的当前泵速,从而实现了电池生产过程的涂布泵速自动控制,控制准确度高,泵速调控精度高,不需要人工手动加泵补偿或调节浆料回流阀开度等操作,改善了相关技术操作过程中存在的操作速度慢、加泵数值不精确、加泵时间不易控、过度依赖于工作人员操作经验等状况。
7、在本技术的一些实施例中,所述响应于涂布操作启动,控制涂布机泵以预设泵速运行,包括:
8、在确定本地数据库中存储有推荐初始泵速的情况下,响应于涂布操作启动,控制所述涂布机泵以所述推荐初始泵速运行。
9、根据本地数据库中存储的推荐初始泵速,控制涂布机泵以推荐初始泵速运行,有利于在较短时间内达到稳定的浆料涂布效果。
10、在本技术的一些实施例中,所述响应于涂布操作启动,控制涂布机泵以预设泵速运行,包括:
11、在确定本地数据库中未存储有推荐初始泵速的情况下,响应于涂布操作开始,控制所述涂布机泵以预设初始泵速运行。
12、响应于涂布操作开始,控制所述涂布机泵以预设初始泵速运行,有利于在相对较短的时间内达到稳定的浆料涂布效果。
13、在本技术的一些实施例中,所述根据单位面积上涂布的浆料重量与预设标准重量之间的大小关系调控所述涂布机泵的当前泵速包括:
14、在所述单位面积上涂布的浆料重量不等于所述预设标准重量的情况下,根据预设泵速单次改变量和所述当前泵速计算调整后的目标泵速,控制将所述当前泵速调整为所述目标泵速;
15、在所述单位面积上涂布的浆料重量等于所述预设标准重量的情况下,控制保持所述涂布机泵的当前泵速。
16、通过调控涂布机泵的泵速,可以调控起涂阶段的腔体压力和浆料流量,缩短从浆料起涂至喷涂稳定时所需要的时间,从而改善涂布起涂过程中不合格产品产生的数量。
17、在本技术的一些实施例中,所述在所述单位面积上涂布的浆料重量不等于所述预设标准重量的情况下,根据预设泵速单次改变量和所述当前泵速计算调整后的目标泵速,控制将所述当前泵速调整为所述目标泵速,包括:
18、在所述单位面积上涂布的浆料重量大于所述预设标准重量的情况下,根据所述当前泵速和预设泵速减小量计算得到减速后的目标泵速,控制将所述当前泵速调整为所述减速后的目标泵速,从而减小了涂布机泵的泵速,可以减小起涂阶段的腔体压力和浆料流量,缩短从浆料起涂至喷涂稳定时所需要的时间,从而改善涂布起涂过程中不合格产品产生的数量;
19、在所述单位面积上涂布的浆料重量小于所述预设标准重量的情况下,根据所述当前泵速和预设泵速增大量计算得到加速后的目标泵速,控制将所述当前泵速调整为所述加速后的目标泵速,从而增大了涂布机泵的泵速,可以增大起涂阶段的腔体压力和浆料流量,缩短从浆料起涂至喷涂稳定时所需要的时间,从而改善涂布起涂过程中不合格产品产生的数量。
20、在本技术的一些实施例中,所述方法还包括:
21、在所述涂布机泵运行时长达到预设时长的情况下,停止获取所述物料带的单位面积上涂布的浆料重量。
22、在所述涂布机泵运行时长达到预设时长的情况下,停止获取所述物料带的单位面积上涂布的浆料重量,节约了能耗,降低了生产成本,降低了在浆料出料速度达到稳定的情况下仍不停获取单位面积上涂布的浆料重量而导致浪费能耗的发生概率。
23、在本技术的一些实施例中,所述在所述涂布机泵运行时长达到预设时长的情况下,停止获取所述物料带的单位面积上涂布的浆料重量,包括:
24、在本地数据库中存在推荐调控时长的情况下,基于所述涂布机泵运行时长达到所述推荐调控时长,停止获取所述单位面积上涂布的浆料重量,从而能够实现在较大程度上节约能耗,降低生产成本;
25、在本地数据库中不存在推荐调控时长的情况下,基于连续预设数目次获取的所述单位面积上涂布的浆料重量均达到预设准确度要求,停止获取所述单位面积上涂布的浆料重量,从而能够在相对较大的程度上节约能耗,降低生产成本。
26、在本技术的一些实施例中,所述方法还包括:
27、在本地数据库中不存在推荐调控时长的情况下,将从所述涂布机泵开始运行至停止获取所述单位面积上涂布的浆料重量时为止所经历的时长作为推荐调控时长存入所述本地数据库中。
28、将从涂布机泵开始运行至停止获取单位面积上涂布的浆料重量时为止所经历的时长作为推荐调控时长存入本地数据库中,便于供后续涂布操作时用于作为确定调控时长的参考,便于后续涂布操作时采用耗时较短的调控时长,以便节约能耗,降低生产成本。
29、在本技术的一些实施例中,所述方法还包括:实时将涂布泵速调控过程中的参数存储到本地数据库中,从而可以确保在发生断电或涂布机设备故障等情况时不会丢失涂布泵速调控过程中的参数,在恢复正常后可以马上恢复执行涂布泵速调控操作。
30、在本技术的一些实施例中,所述方法还包括:将涂布泵速控制过程中的权限分类数据与操作记录存储到本地数据库中,有利于方便后续查看操作记录以及操作人员权限,实现监控数据信息可追溯,以便于进行查阅和产品生产质量监督。
31、在本技术的一些实施例中,所述获取物料带的单位面积上涂布的浆料重量,包括:
32、检测所述物料带的单位面积上涂布的浆料厚度;
33、根据所述浆料厚度和所述浆料的密度计算得到所述单位面积上涂布的浆料重量。
34、获取物料带的单位面积上涂布的浆料重量,用于监测物料带上的浆料涂布状况是否正常。
35、本技术实施例的第二个方面提供了一种涂布泵速控制装置,包括:
36、运行控制模块,用于响应于涂布操作启动,控制涂布机泵以预设泵速运行;
37、浆料重量获取模块,用于获取物料带的单位面积上涂布的浆料重量;
38、当前泵速调控模块,用于根据单位面积上涂布的浆料重量与预设标准重量之间的大小关系调控所述涂布机泵的当前泵速。
39、本技术实施例的第二方面提供的涂布泵速控制装置,响应于涂布操作启动,控制涂布机泵以预设泵速运行,获取物料带的单位面积上涂布的浆料重量,根据单位面积上涂布的浆料重量与预设标准重量之间的大小关系调控涂布机泵的当前泵速,从而实现了电池生产过程的涂布泵速自动控制,控制准确度高,泵速调控精度高,不需要人工手动加泵补偿或调节浆料回流阀开度等操作,改善了相关技术操作过程中存在的操作速度慢、加泵数值不精确、加泵时间不易控、过度依赖于工作人员操作经验等状况。
40、本技术实施例的第三个方面提供了一种电子设备,包括存储器、处理器及存储在所述存储器上并可在所述处理器上运行的计算机程序,所述处理器执行所述计算机程序,以实现本技术任一实施例所述的涂布泵速控制方法。
41、本技术实施例的第三方面提供的电子设备,能够达到第一方面的涂布泵速控制方法所能够达到的有益技术效果。
42、本技术实施例的第四个方面提供了一种计算机可读存储介质,其上存储有计算机程序,所述计算机程序被处理器执行,以实现本技术任一实施例所述的涂布泵速控制方法。本技术实施例的第四方面提供的计算机可读存储介质,能够达到第一方面的涂布泵速控制方法所能够达到的有益技术效果。
43、上述说明仅是本技术实施例技术方案的概述,为了能够更清楚了解本技术的实施例的技术手段,而可依照说明书的内容予以实施,并且为了让本技术实施例的上述和其它目的、特征和优点能够更明显易懂,以下特举本技术的具体实施方式。
- 还没有人留言评论。精彩留言会获得点赞!