一种混合流水车间调度方法及装置与流程
本发明涉及智能控制,涉及一种混合流水车间调度方法及装置。另外,还涉及一种电子设备及非暂态计算机可读存储介质。
背景技术:
1、混合流水车间指按照流水式生产线布置,包含多道工序且每道工序有一台或多台并行机器的生产车间,混合流水车间调度问题(hybrid flow shop scheduling problem,hfsp)又被称为柔性流水车间调度问题(flexible flow shop scheduling problem,ffsp),应用行业很广,如化工、冶金、纺织、机械、半导体、物流、造纸、建筑等很多领域问题都可以归结为hfsp。hfsp问题的研究通常假设加工各阶段间的缓冲区容量无限大。但是,受到厂区流水线空间或加工设备的限制,缓冲区往往是有限的甚至没有,而缓冲区的合理配置和利用可以减少工件的等待时间,缩短总完工时间,提升工作效率;工艺对工件加工的标准要求是按顺序连续进行,但实际加工过程中,因为各阶段可能存在平行加工资源,如某加工阶段由多人负责加工,且可视为多平行机,为了最大化利用资源,减少空闲等待时间,工人可在不影响后续加工的前提下跨工位提前加工,即存在工序回流。然而,在实际生产过程中,通常混合流水车间调度时通常未考虑上述问题,导致生产线效率较差。为了缩小与现实生产的差距,研究如何在调度过程中正确协调缓冲区的使用及工序流向,对提升生产线效率具有重要的理论价值和实际意义。
技术实现思路
1、为此,本发明提供一种混合流水车间调度方法及装置,以解决现有技术中存在的混合流水车间调度方案局限定较高,导致生产线效率较差的问题。
2、本发明提供一种混合流水车间调度方法,包括:
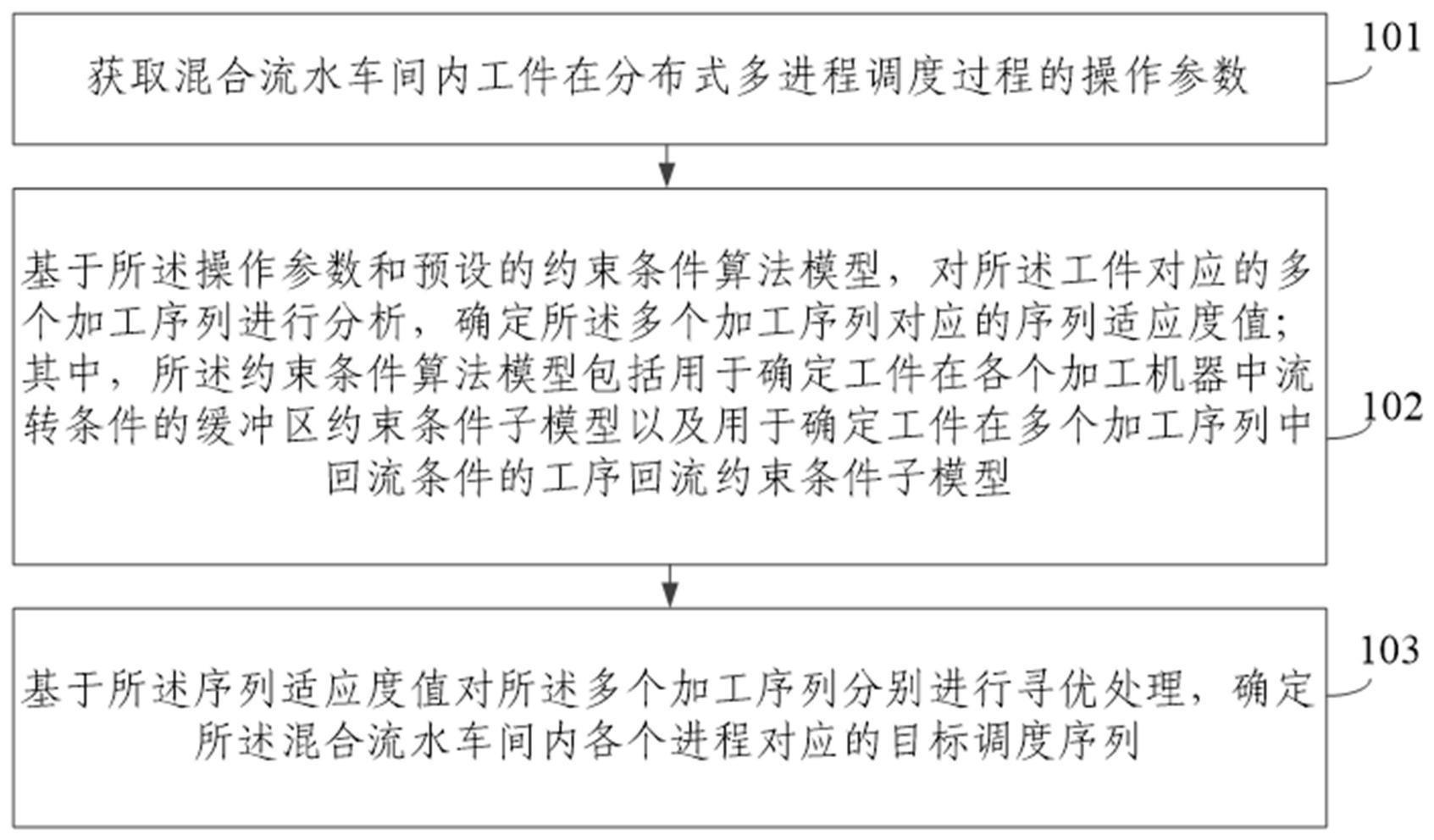
3、获取混合流水车间内工件在分布式多进程调度过程的操作参数;
4、基于所述操作参数和预设的约束条件算法模型,对所述工件对应的多个加工序列进行分析,确定所述多个加工序列对应的序列适应度值;其中,所述约束条件算法模型包括用于确定工件在各个加工机器中流转条件的缓冲区约束条件子模型以及用于确定工件在多个加工序列中回流条件的工序回流约束条件子模型;
5、基于所述序列适应度值对所述多个加工序列分别进行寻优处理,确定所述混合流水车间内各个进程对应的目标调度序列。
6、进一步的,所述基于所述序列适应度值对所述多个加工序列分别进行寻优处理,确定所述混合流水车间内各个进程对应的目标调度序列,具体包括:
7、利用预设的局部搜索算法模型对所述多个加工序列中的每个加工序列依次进行局部迭代寻优处理,获得第一加工序列;将所述第一加工序列的序列适应度值和所述多个加工序列中相对应的加工序列的序列适应度值进行比对,确定第一目标加工序列;
8、利用预设的全局搜索算法模型对所述多个加工序列中的每个加工序列依次进行全局迭代寻优处理,获得第二加工序列;将所述第二加工序列的序列适应度值和所述多个加工序列中相对应的加工序列的序列适应度值进行比对,确定第二目标加工序列;
9、基于所述确定第一目标加工序列和所述第二目标加工序列,得到满足所述操作参数中预设的种群规模数量的目标加工序列;
10、对所述目标加工序列进行迭代择优处理,在所述目标加工序列满足预设的原地等待步数且没有发生变化的情况下,利用所述局部搜索算法模型对所述目标加工序列进行二次局部迭代寻优处理,以获得新的目标加工序列;
11、在当前的迭代次数达到所述操作参数中预设的迭代次数的情况下,将通过多次迭代得到的各个进程对应的最新的目标加工序列确定为各个进程对应的目标调度序列。
12、进一步的,所述基于所述确定第一目标加工序列和所述第二目标加工序列,得到满足所述操作参数中预设的种群规模数量的目标加工序列,具体包括:
13、将所述第一目标加工序列和所述第二目标加工序列进行合并,得到包含至少两个目标加工序列的加工序列集合;
14、将所述加工序列集合中的至少两个目标加工序列按照对应的序列适应度值的大小从低到高进行排序,获得排序结果;从所述排序结果获得满足所述种群规模数量的前n个目标加工序列;
15、其中,n为大于或等于1的正整数。
16、进一步的,对所述目标加工序列进行迭代择优处理,具体包括:利用预设的锦标赛选择法,从所述加工序列集合中随机选择两个目标加工序列,并将所述两个目标加工序列中对应的序列适应度值高的目标加工序列替换所述两个目标加工序列中对应的序列适应度值低的目标加工序列,以实现迭代择优处理,并获得迭代择优处理之后的加工序列集合。
17、进一步的,所述利用预设的局部搜索算法模型对所述多个加工序列中的每个加工序列依次进行局部迭代寻优处理,获得第一加工序列,具体包括:
18、利用预设的变邻域搜索模型对所述多个加工序列中的每个加工序列依次进行局部寻优处理,获得与每个加工序列对应的邻域加工序列,并将所述邻域加工序列作为第一加工序列。
19、进一步的,所述利用预设的全局搜索算法模型对所述多个加工序列中的每个加工序列依次进行全局迭代寻优处理,获得第二加工序列,具体包括:
20、利用预设的遗传算法模型对所述多个加工序列中的每个加工序列依次进行全局寻优处理,获得与每个加工序列对应的全域加工序列,并将所述全域加工序列作为第二加工序列。
21、进一步的,所述基于所述操作参数和预设的约束条件算法模型,对所述工件对应的多个加工序列进行分析,确定所述多个加工序列对应的序列适应度值,具体包括:
22、基于所述操作参数构建相应的人工蜂群算法模型;
23、利用所述人工蜂群算法模型,对所述工件对应的多个加工序列在预设的约束条件算法模型下进行分析,以获得所述多个加工序列对应的序列适应度值。
24、本发明还提供一种混合流水车间调度装置,包括:
25、参数获得单元,用于获取混合流水车间内工件在分布式多进程调度过程的操作参数;
26、序列适应度值确定单元,用于基于所述操作参数和预设的约束条件算法模型,对所述工件对应的多个加工序列进行分析,确定所述多个加工序列对应的序列适应度值;其中,所述约束条件算法模型包括用于确定工件在各个加工机器中流转条件的缓冲区约束条件子模型以及用于确定工件在多个加工序列中回流条件的工序回流约束条件子模型;
27、调度序列确定单元,用于基于所述序列适应度值对所述多个加工序列分别进行寻优处理,确定所述混合流水车间内各个进程对应的目标调度序列。
28、进一步的,所述调度序列确定单元,具体用于:
29、利用预设的局部搜索算法模型对所述多个加工序列中的每个加工序列依次进行局部迭代寻优处理,获得第一加工序列;将所述第一加工序列的序列适应度值和所述多个加工序列中相对应的加工序列的序列适应度值进行比对,确定第一目标加工序列;
30、利用预设的全局搜索算法模型对所述多个加工序列中的每个加工序列依次进行全局迭代寻优处理,获得第二加工序列;将所述第二加工序列的序列适应度值和所述多个加工序列中相对应的加工序列的序列适应度值进行比对,确定第二目标加工序列;
31、基于所述确定第一目标加工序列和所述第二目标加工序列,得到满足所述操作参数中预设的种群规模数量的目标加工序列;
32、对所述目标加工序列进行迭代择优处理,在所述目标加工序列满足预设的原地等待步数且没有发生变化的情况下,利用所述局部搜索算法模型对所述目标加工序列进行二次局部迭代寻优处理,以获得新的目标加工序列;
33、在当前的迭代次数达到所述操作参数中预设的迭代次数的情况下,将通过多次迭代得到的各个进程对应的最新的目标加工序列确定为各个进程对应的目标调度序列。
34、进一步的,所述基于所述确定第一目标加工序列和所述第二目标加工序列,得到满足所述操作参数中预设的种群规模数量的目标加工序列,具体包括:
35、将所述第一目标加工序列和所述第二目标加工序列进行合并,得到包含至少两个目标加工序列的加工序列集合;
36、将所述加工序列集合中的至少两个目标加工序列按照对应的序列适应度值的大小从低到高进行排序,获得排序结果;从所述排序结果获得满足所述种群规模数量的前n个目标加工序列;
37、其中,n为大于或等于1的正整数。
38、进一步的,对所述目标加工序列进行迭代择优处理,具体包括:利用预设的锦标赛选择法,从所述加工序列集合中随机选择两个目标加工序列,并将所述两个目标加工序列中对应的序列适应度值高的目标加工序列替换所述两个目标加工序列中对应的序列适应度值低的目标加工序列,以实现迭代择优处理,并获得迭代择优处理之后的加工序列集合。
39、进一步的,所述利用预设的局部搜索算法模型对所述多个加工序列中的每个加工序列依次进行局部迭代寻优处理,获得第一加工序列,具体包括:
40、利用预设的变邻域搜索模型对所述多个加工序列中的每个加工序列依次进行局部寻优处理,获得与每个加工序列对应的邻域加工序列,并将所述邻域加工序列作为第一加工序列。
41、进一步的,所述利用预设的全局搜索算法模型对所述多个加工序列中的每个加工序列依次进行全局迭代寻优处理,获得第二加工序列,具体包括:
42、利用预设的遗传算法模型对所述多个加工序列中的每个加工序列依次进行全局寻优处理,获得与每个加工序列对应的全域加工序列,并将所述全域加工序列作为第二加工序列。
43、进一步的,所述序列适应度值确定单元,具体用于:
44、基于所述操作参数构建相应的人工蜂群算法模型;
45、利用所述人工蜂群算法模型,对所述工件对应的多个加工序列在预设的约束条件算法模型下进行分析,以获得所述多个加工序列对应的序列适应度值。
46、本发明还提供一种电子设备,包括存储器、处理器及存储在存储器上并可在处理器上运行的计算机程序,所述处理器执行所述程序时实现如上述任一种所述混合流水车间调度方法的步骤。
47、本发明还提供一种非暂态计算机可读存储介质,其上存储有计算机程序,该计算机程序被处理器执行时实现如上述任一种所述混合流水车间调度方法的步骤。
48、本发明提供的混合流水车间调度方法,通过获取混合流水车间内工件在分布式多进程调度过程的操作参数,并基于操作参数和预设的约束条件算法模型,对工件对应的多个加工序列进行分析,确定多个加工序列对应的序列适应度值,进而基于序列适应度值对多个加工序列分别进行寻优处理,以确定混合流水车间内各个进程对应的目标调度序列。其能够在调度过程中有效协调缓冲区的使用及工序流向,适用性强,从而提高了生产线效率和稳定性。
- 还没有人留言评论。精彩留言会获得点赞!