一种基于三层胶的金属剥离方法与流程
[0001]
本发明涉及半导体及mems工艺技术领域,具体是一种基于三层胶的金属剥离方法。
背景技术:
[0002]
在半导体及mems工艺技术中,金属作为导电层被广泛应用于器件的引线、pad以及加热电阻等结构制备中。近年来随着新型mems领域的不断成熟,在mems工艺中,金属引线、金属实现接触孔互联、多层金属布线等需要对金属实现图形化,目前通常做法是在衬底上生长金属介质,然后在金属表面进行光刻制作图形,最后进行金属的湿法腐蚀或者干法刻蚀形成图形化,但有些金属如au、pt等目前找不到适当的腐蚀液进行腐蚀,或者有腐蚀液但无法控制横向侧蚀速率。剥离工艺是在衬底上先进行光刻制作图形,然后进行金属的生长,最后在剥离液的作用下,生长在光刻胶表面的金属随着光刻胶的溶解被去除实现图形化,这种方法可以实现任意金属或介质的图形化。剥离工艺的图形尺寸完全由光刻胶的形貌决定,不会产生横向侧蚀,工艺冗余度大,因此被广泛应用于mems工艺加工。
[0003]
剥离工艺可分为单层光刻胶剥离和多层光刻胶剥离。单层光刻胶又可分为反转胶与负胶,而多层光刻胶是涂覆不同种类的光刻胶,利用不同光刻胶对光的敏感性不同来制备所需的倒角。多层光刻胶剥离必须采用多种光源的光刻胶,工艺复杂,因此不适用与批量化生产。反转光刻胶则需要进行反转烘烤与泛曝光增加工艺难度与工序,同样增加成本,近年来采用单层负胶剥离工艺广泛使用在量产产品中,但是单层负胶也有其缺点,由于负胶的倒梯形形貌很难控制,加上内切(undercut)的存在,单层负胶剥离工艺的缺点在于线条均匀性只能达到
±
1um,工艺能力只适合做线宽(cd)在间隙space与线条line≥5um的线条的图形化。
[0004]
综上所述,当前所采用的单光刻胶的剥离工艺存在以下问题:一、小尺寸线条难以完成;当前单层光刻胶剥离工艺的工艺能力能达到5um,间隙≥5um,采用单层光刻胶,在进行溅射工艺时,由于溅射工艺对台阶覆盖性较好,因此需要将undercut做的很大,来避免金属连条。因此直接影响工艺能力。
[0005]
二、线条尺寸精度难以控制,均匀性差;由于溅射工固有的原因,离子散射性较强,使得进入到undercut内部的金属量无法控制,因此cd均匀性差。
[0006]
三、工艺质量无法保证,不适合大批量生产;由于金属cd均匀性不好控制,导致产品良率低,不适合量产。
[0007]
四、成本高;采用单层胶剥离工艺对于去胶过程比较困难,需要有高压剥离,过程复杂,成本高。
技术实现要素:
[0008]
本发明的目的在于提供一种基于三层胶的金属剥离方法,该方法能够用于高精度线宽控制的金属图形化,提高金属线宽的均匀性,提高良率,且工艺简单。
[0009]
本发明解决其技术问题所采用的技术方案是:一种基于三层胶的金属剥离方法,包括以下步骤:s1、选择基片并清洗;s2、在基片顶面旋涂第一光刻胶层,第一光刻胶层为i线光刻胶;s3、根据金属版图图形,在第一光刻胶层上进行图形曝光、显影;s4、旋涂lor胶层,lor胶层覆盖第一光刻胶层与基片顶面;s5、在lor胶层顶面旋涂第二光刻胶层,第二光刻胶层为i线光刻胶;s6、根据金属版图图形,在第二光刻胶层上进行图形曝光、显影;同时显影去除相对应的lor胶层区域,使基片顶面的图形区域暴露;第二光刻胶层的图形内切小于第一光刻胶层的图形内切;s7、溅射金属pt,在基片顶面的图形区域得到金属图形;s8、采用超声浸泡和剥离工艺,对剩余的第一光刻胶层、lor胶层与第二光刻胶层同时剥离。
[0010]
进一步的,步骤s1选择p型6英寸硅晶圆片作为基片,电阻率为1~10ω/cm,厚度为400
±
20
µ
m。
[0011]
进一步的,步骤s1采用浓硫酸和过氧化氢的混合化学试剂对基片清洗,浓硫酸与过氧化氢的体积比为3:1,在清洗过程中采用稀释的氢氟酸腐蚀自然形成的氧化层,氢氟酸与水的体积比为1:5;再用去离子水冲洗,去离子水电阻率≥17mω.cm;最后氮气保护离心干燥。
[0012]
进一步的,步骤s2先将基片放入亲和机内进行亲和,亲和机内温度为150℃,亲和剂为六甲基二硅,处理时间20min;旋涂时转速为3000rpm,时间为30s,第一光刻胶层厚度为1
µ
m,i线光刻胶分辨率为0.35
µ
m;旋涂完成后进行热板烘烤,温度为100℃,时间90s。
[0013]
进一步的,步骤s3采用nikon i11型步进光刻机进行掩膜曝光,曝光时间为300ms,最小间隙为0.5
µ
m,线条为2
µ
m;曝光后进行烘烤并显影。
[0014]
进一步的,步骤s4旋涂时转速为3000rpm,时间为30s,旋涂后在190℃烘烤2min。
[0015]
进一步的,步骤s5旋涂转速为3000rpm,时间为30s,厚度为1
µ
m,i线光刻胶分辨率为0.35
µ
m;旋涂完成后进行热板烘烤,温度为100℃,时间90s。
[0016]
进一步的,步骤s6采用nikon i11型步进光刻机进行掩膜曝光,曝光时间为300ms,最小间距为2
µ
m,线条为2
µ
m;对于lor胶层区域,采用2.38%的tmah显影液进行溶解。
[0017]
进一步的,步骤s7溅射功率为250w,时间10min,厚度为0.1~0.5um。
[0018]
进一步的,步骤s8采用1甲基-2吡咯烷酮溶液进行超声浸泡30min,再进行高压剥离10min,最后进行冲水甩干。
[0019]
本发明的有益效果是,相比于单层胶剥离方式,本发明采用三层胶剥离,第一光刻胶蹭饭的开口内切比第二光刻胶层的开口内切大,可以防止溅射扩散到lor胶层上的金属
与基片上的金属连条;本方法在进行剥离时,由于金属大部分扩散在lor胶层上的金属在去胶时会一起被去掉,因此留在基片上面的金属内切只稍微比版图值扩大一点,由于正性光刻胶分辨率高,理论上可以做到0.5
µ
m,金属线条可以做到1
µ
m,间隙大于3
µ
m;由于使用正性光刻胶与lor材料,去胶比较容易,只需要采用超声浸泡即可,均匀性也更高;采用本发明三层胶剥离工艺,能力为线宽≥1
µ
m,间隙≥3
µ
m,对于更高精度的线宽控制的金属图形化有着广泛的应用;本发明的中间胶层可以有效挡住金属离子在底层衬底上的扩散,均匀性更好,均匀性可以达到
±
0.3
µ
m,因此也提高了产品良率;单层胶在剥离去胶过程中,需要先进行超声浸泡或进行高压剥离,采用本发明三层胶进行剥离工艺,只需要超声浸泡即可完成剥离去胶过程。
附图说明
[0020]
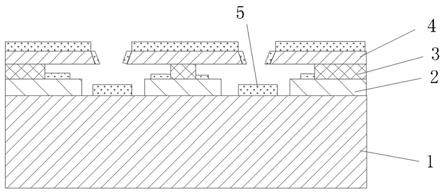
下面结合附图和实施例对本发明进一步说明:图1是本发明步骤s1的示意图;图2是本发明步骤s2的示意图;图3是本发明步骤s3的示意图;图4是本发明步骤s4的示意图;图5是本发明步骤s5的示意图;图6是本发明步骤s6的示意图;图7是本发明步骤s7的示意图;图8是本发明步骤s8的示意图。
具体实施方式
[0021]
本发明提供一种基于三层胶的金属剥离方法,包括以下步骤:s1、如图1所示,选择基片1并清洗;具体为:选择p型(100)6英寸硅晶圆片作为基片1,电阻率为1~10ω/cm,厚度为400
±
20
µ
m;采用浓硫酸和过氧化氢的混合化学试剂对基片清洗,浓硫酸与过氧化氢的体积比为3:1,在清洗过程中采用稀释的氢氟酸腐蚀自然形成的氧化层,氢氟酸与水的体积比为1:5;再用去离子水冲洗,去离子水电阻率≥17mω.cm;最后氮气保护离心干燥;s2、结合图2所示,在基片1顶面旋涂第一光刻胶层2,第一光刻胶层为i线光刻胶;具体为:先将基片1放入亲和机内进行亲和,亲和机内温度为150℃,亲和剂为六甲基二硅,处理时间20min;旋涂时转速为3000rpm,时间为30s,第一光刻胶层厚度为1
µ
m,i线光刻胶分辨率为0.35
µ
m;旋涂完成后进行热板烘烤,温度为100℃,时间90s;s3、结合图3所示,根据金属版图图形,在第一光刻胶层上进行图形曝光、显影;具体为:采用nikon i11型步进光刻机进行掩膜曝光,曝光时间为300ms,最小间隙为0.5
µ
m,线条为2
µ
m;曝光后进行烘烤并显影;s4、结合图4所示,旋涂lor胶层3,lor胶层3覆盖第一光刻胶层与基片顶面;具体为:旋涂时转速为3000rpm,时间为30s,旋涂后在190℃烘烤2min;
s5、结合图5所示,在lor胶层3顶面旋涂第二光刻胶层4,第二光刻胶层为i线光刻胶;具体为:旋涂转速为3000rpm,时间为30s,厚度为1
µ
m,i线光刻胶分辨率为0.35
µ
m;旋涂完成后进行热板烘烤,温度为100℃,时间90s;s6、结合图6所示,根据金属版图图形,在第二光刻胶层4上进行图形曝光、显影;同时显影去除相对应的lor胶层区域,使基片顶面的图形区域暴露;第二光刻胶层的图形内切小于第一光刻胶层的图形内切;具体为:采用nikon i11型步进光刻机进行掩膜曝光,曝光时间为300ms,最小间距为2
µ
m,线条为2
µ
m;对于lor胶层区域,采用2.38%的tmah显影液进行溶解;s7、结合图7所示,溅射金属pt,在基片顶面的图形区域得到金属图形5;具体为:溅射功率为250w,时间10min,厚度为0.1~0.5um;溅射后,第一光刻胶层、lor胶层与第二光刻胶层表面均会被溅射上金属pt;s8、结合图8所示,采用超声浸泡和剥离工艺,对剩余的第一光刻胶层、lor胶层与第二光刻胶层同时剥离;具体为:采用1甲基-2吡咯烷酮溶液进行超声浸泡30min,再进行高压剥离10min,最后进行冲水甩干。
[0022]
对于单层负胶剥离,为了防止在溅射时,上层光刻胶上面的金属与硅片上面的金属连条,导致剥离失败,单层光刻胶形貌需要形成很大的倒梯形,也就是光刻胶底部内切角很大,这种内切单边有2
µ
m,因此对于密集线条而言,双边损失4
µ
m,为了防止显影后光刻胶脱落,因此间隙(也就是显影后留下光刻胶的线宽)最小为5
µ
m,在线条部分,由于金属溅射的扩散,金属需要在原有的线宽上扩大3
µ
m,因此加上负胶分辨率的问题,剥离后的金属线条线宽最小大约为5
µ
m,而且光刻胶的内切角完全由曝光和显影工艺作用形成,因此光刻胶对曝光和显影比较敏感,如果控制不好会引起金属线条线宽的不均匀,一般这种方法做出来的金属线条线宽均匀性大约为
±
1um,对于一些要求高的金属电阻,无法满足其要求。同时,由于负性光刻胶为高分子材料,一旦曝光产生铰链反应后,去胶比较困难,需要超声浸泡与高压剥离结合的方法,过程比较复杂。
[0023]
相比于单层负胶剥离,本发明采用三层胶剥离方式,使用此方法进行剥离工艺,由于金属大部分扩散在第二层胶上的金属在去胶时会一起被去掉,因此留在基片上面的金属内切只稍微比版图值扩大一点,由于正性光刻胶分辨率高,理论上可以做到0.5
µ
m,加上扩大0.5
µ
m,金属线条可以做到1
µ
m,综合考虑所有因素,间隔大于3
µ
m即可。由于使用正性光刻胶与lor材料,去胶比较容易,只需要采用超声浸泡即可,均匀性也更高。
[0024]
本发明提高了剥离工艺的工艺能力,传统采用单层胶剥离工艺能力为线宽≥5um,间隙≥5um,本方法剥离工艺能力为线宽≥1um,间隙≥3um,对于更高精度的线宽控制的金属图形化有着广泛的应用。
[0025]
本发明提高了金属线宽的均匀性,提高了良率;传统采用单层胶无法控制溅射金属离子的扩散,导致剥离后的金属线宽均匀性差,采用本方法中间胶层可以有效挡住金属离子在底层衬底上的扩散,均匀性更好,均匀性可以达到
±
0.3
µ
m,因此也提高了产品良率。
[0026]
本发明工艺过程简单,传统单层胶在剥离去胶过程中,需要先进行超声浸泡或进行高压剥离,本发明只需要超声浸泡即可完成剥离去胶过程。
[0027]
以上所述,仅是本发明的较佳实施例而已,并非对本发明作任何形式上的限制;任何熟悉本领域的技术人员,在不脱离本发明技术方案范围情况下,都可利用上述揭示的方法和技术内容对本发明技术方案做出许多可能的变动和修饰,或修改为等同变化的等效实施例。因此,凡是未脱离本发明技术方案的内容,依据本发明的技术实质对以上实施例所做的任何简单修改、等同替换、等效变化及修饰,均仍属于本发明技术方案保护的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1