一种生产膜电极的工艺方法与流程
1.本发明涉及膜电极生产工艺技术领域,尤其涉及一种生产膜电极的工艺方法。
背景技术:
2.氢能被誉为二十一世纪的“终极能源”,代表着清洁能源的发展方向,已上升为中国以及世界主要发达国家的国家能源战略,氢能可实现真正意义上零排放,是已知最安全、高效的清洁能源。
3.燃料电池是一种把燃料所具有的化学能直接转换成电能的化学装置,又称电化学发电器,它是继水力发电、热能发电和原子能发电之后的又一种清洁发电技术,由于燃料电池是通过电化学反应把燃料的化学能中的吉布斯自由能部分转换成电能,不受卡诺循环效应的限制,因此效率高;另外,燃料电池用燃料和氧气作为原料,同时没有机械传动部件,故没有噪声污染,排放出的有害气体极少,由此可见,从节约能源和保护生态环境的角度来看,燃料电池是最有发展前途的发电技术。
4.氢燃料电池是将氢气和氧气的化学能直接转换成电能的发电装置,其基本原理是电解水的逆反应,把氢和氧分别供给阳极和阴极,氢通过阳极扩散,在催化剂作用下释放电子,电子通过外部的负载到达阴极,而不含电子的氢原子(质子)则透过质子交换膜到达阴极后与氧原子结合生产水;作为燃料电池“芯片”的膜电极,膜电极主要包括质子交换膜、催化剂层和气体扩散层(碳布),具体的排布结构为:气体扩散层、阳极催化剂层、质子交换膜、阴极催化剂层、气体扩散层,而生产此膜电极首先需要将阳极催化剂层及阴极催化剂层设置到质子交换膜上,在生产时需要用到两种材料,定义两种材料分别是材料a和材料b,两种材料的具体结构如下:材料a:是一种三层结构,包括保护膜和衬膜,保护膜和衬膜之间是质子交换膜,保护膜位于外侧,且质子交换膜与保护膜贴靠的一侧设有阴极催化剂层;材料b:是一种两层结构,包括衬膜,衬膜的内侧涂布有阳极催化剂层(阳极催化剂层内含有铂金,价格昂贵);此外,气体扩散层通常包括碳纸/碳布和负载在其上的微孔层,膜电极是质子交换膜燃料电池(pemfc)最核心的部件,是能量转换的多相物质传输和电化学反应场所,涉及三相界面反应和复杂的传质传热过程,直接决定pemfc的性能、寿命及成本,但是,目前膜电极的生产工艺复杂,难以实现自动化生产,且生产的效率和质量较低。
5.因此,开发一种膜电极复合设备及利用其生产膜电极的工艺方法,不但具有迫切的研究价值,也具有良好的经济效益和工业应用潜力。
技术实现要素:
6.为了克服上述所指出的现有技术的缺陷,本发明提供一种生产膜电极的工艺方法,实现了膜电极的连续自动化生产,提高了膜电极的生产效率及质量。
7.为解决上述技术问题,本发明的技术方案是:
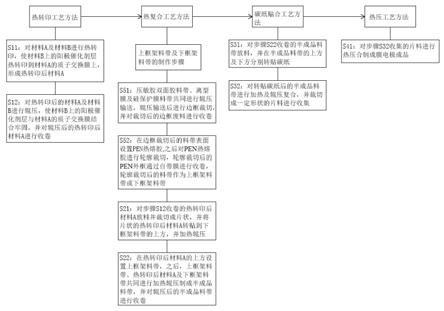
一种生产膜电极的工艺方法,所述工艺方法包括热转印工艺方法、热复合工艺方法、碳纸贴合工艺方法及热压工艺方法;其中,所述热转印工艺方法包括以下步骤:s11:对材料a及材料b进行热转印,使所述材料b上的阳极催化剂层热转印到所述材料a的质子交换膜上,形成热转印后材料a;s12:对所述热转印后材料a及所述材料b进行辊压,使所述材料b上的阳极催化剂层与所述材料a的质子交换膜结合牢固,并对辊压后的所述热转印后材料a进行收卷;所述热复合工艺方法包括以下步骤:s21:制作上框架料带及下框架料带,对步骤s12收卷的所述热转印后材料a放料并裁切成片状,并将片状的所述热转印后材料a转贴到所述下框架料带的上方,并加热辊压;s22:在所述热转印后材料a的上方设置所述上框架料带,之后,所述上框架料带、所述热转印后材料a及所述下框架料带共同进行加热辊压制成半成品料带,并对辊压后的所述半成品料带进行收卷;所述碳纸贴合工艺方法包括以下步骤:s31:对步骤s22收卷的所述半成品料带放料,并在所述半成品料带的上方及下方分别转贴碳纸;s32:对转贴碳纸后的所述半成品料带进行加热及辊压复合,并裁切成一定形状的片料进行收集;所述热压工艺方法包括以下步骤:s41:对步骤s32收集的片料进行热压合制成膜电极成品。
8.作为一种改进的方案,所述热转印工艺方法中,所述材料a及所述材料b在进行热转印之前,对所述材料a中与所述材料b相贴靠一侧的衬膜进行去除,所述材料a的下方及所述材料b的上方分别设置有高温布,所述高温布、所述材料a及所述材料b共同进行热转印;在所述热转印后材料a及材料b辊压之后,对所述高温布进行收卷,同时,对失去阳极催化剂层的所述材料b进行收卷。
9.作为一种改进的方案,所述热复合工艺方法中的上框架料带及下框架料带的制作步骤均包括:s51:压敏胶双面胶料带、离型膜及硅保护膜料带共同进行辊压输送,辊压输送后进行边框裁切,并对裁切后的边框废料进行收卷;s52:在边框裁切后的料带表面设置pen热熔胶,之后对所述pen热熔胶进行轮廓裁切,轮廓裁切后对pen热熔胶自带膜进行收卷,轮廓裁切后的料带作为上框架料带或下框架料带。
10.作为一种改进的方案,所述上框架料带及下框架料带的制作步骤中,辊压后的料带进行边框裁切之前,在离型膜的上方设置哑膜,并在边框裁切之后进行收卷;在边框裁切之后,在边框裁切后料带的上方设置排废胶带,通过所述排废胶带对边框裁切后残存的废料进行收卷。
11.作为一种改进的方案,所述上框架料带及下框架料带的制作步骤中,对所述pen热熔胶进行轮廓裁切之前,在所述硅保护膜料带的下方设置低粘膜,通过所述低粘膜对pen热熔胶轮廓裁切后的废料进行收卷。
12.作为一种改进的方案,所述上框架料带及下框架料带的制作步骤中,所述压敏胶双面胶料带在与所述硅保护膜料带共同进入辊压之前,对所述压敏胶双面胶料带上靠近所述离型膜一侧的自带纸进行去除,在辊压之后,将所述压敏胶双面胶料带另一侧的自带纸也去除。
13.作为一种改进的方案,所述热复合工艺方法中,在片状的所述热转印后材料a与所述下框架料带转贴之前,对所述下框架料带进行加热,并在转贴之后,进行热吹风;在对所述半成品料带进行收卷之前,对所述硅保护膜及所述pen热熔胶的内框进行收卷,并且在所述上框架料带的上方及所述下框架料带的下方分别添加第二保护层。
14.作为一种改进的方案,所述碳纸贴合工艺方法中,在所述半成品料带的上方及下方分别转贴所述碳纸之前,对所述半成品料带上方及下方设置的所述第二保护层进行去除,并在所述碳纸转贴之后,在所述半成品料带的上方及下方添加第三保护层。
15.作为一种改进的方案,所述碳纸贴合工艺方法中,在对料带裁切成一定形状的片料之前,对加热及辊压复合后的料带进行裁切,并对裁切后的外框废料及轮廓废料进行收卷。
16.作为一种改进的方案,所述热压工艺方法中,将收集的片料放置于热压设备上进行热压合制成膜电极成品,热压合完成之后,将膜电极成品取出并储存。
17.采用了上述技术方案后,本发明的有益效果是:通过对材料a及材料b进行热转印,可以使材料b上的阳极催化剂层热转印到质子交换膜上,通过对材料a及材料b进行辊压,使阳极催化剂层与质子交换膜结合的更加牢固,通过在热转印前,在材料a的下方及材料b的上方设置高温布,可以在热转印的过程中对材料a及材料b进行高温保护,避免过热损坏材料a及材料b;通过对热转印后的材料a进行裁切成片,并转贴到下框架料带上,之后,并复合上上框架料带,并共同进行辊压复合成半成品料带,之后,在半成品料带的上方及下方分别转贴碳纸,之后,进行加热及辊压复合,并裁切成一定形状片料,通过对片料进行热压合制成膜电极成品,工序简单,复合效果好,成产效率及产品良率高,同时,不同的工艺之间是顺序连接,上一工序的产品作为下一工序的原料,可以对每一工序的批次产品进行及时检测,及时发现不良品,并及时进行拦截,避免影响下一工序及最终的成品,减少材料的浪费;通过设置排废胶带可以对裁切后残存的废料进行收卷;通过设置低粘膜可以对pen热熔胶轮廓裁切后的废料进行收卷;通过在片状的热转印后材料a与下框架料带转贴之前,对下框架料带进行加热,并在转贴之后进行热吹风,可以使片状的热转印后材料a与下框架料带复合的更加紧密,同时,减少空隙的产生,避免影响生产质量。
18.综上,本发明实现了膜电极的连续自动化生产,提高了膜电极的生产效率及质量。
附图说明
19.图1是本发明的流程图;图2是本发明中热转印工艺方法的流程结构示意图;图3是本发明中热转印后材料的结构示意图;图4是发明中热复合工艺方法的流程结构示意图;
图5是本发明中半成品料带的结构示意图;图6是发明中碳纸贴合工艺方法的流程结构示意图;图7是本发明中膜电极产品爆炸结构示意图;图8是发明中热压工艺方法的结构示意图;其中,在图中,各个数字标号分别指代如下的具体含义、元件和/或部件。
20.图中:1、材料a,101、质子交换膜,102、阴极催化剂层,2、材料b,201、阳极催化剂层,3、上框架料带,4、下框架料带,5、碳纸,6、高温布,7、压敏胶双面胶料带,8、离型膜,9、硅保护膜料带,10、pen热熔胶,11、哑膜,12、排废胶带,13、低粘膜,14、第一保护层,15、材料a衬膜收料辊,16、热复合刀座,17、辊压刀座,18、热转印后材料a,19、高温布收料辊,20、材料b衬膜收料辊,21、压敏胶自带纸收集辊,22、边框裁切刀座,23、边框废料收卷辊,24、排废胶带收卷辊,25、哑膜收卷辊,26、轮廓裁切刀座,27、pen热熔胶自带膜,28、低粘膜收卷辊,29、第一转贴刀座,30、加热板,31、第一热辊压刀座,32、第一收废辊,33、半成品料带,34、第二保护层,35、第二收废辊,36、第二转贴刀座,37、第三保护层,38、预热烘箱,39、第二热辊压刀座,40、裁切刀座,41、外框废料收卷辊,42、轮廓废料收卷辊,43、升降仓,44、机械手,45、热压设备。
具体实施方式
21.下面结合具体的实施例对本发明进一步说明。但这些例举性实施方式的用途和目的仅用来例举本发明,并非对本发明的实际保护范围构成任何形式的任何限定,更非将本发明的保护范围局限于此。
22.如图1
‑
图8所示,一种生产膜电极的工艺方法,工艺方法包括热转印工艺方法、热复合工艺方法、碳纸5贴合工艺方法及热压工艺方法;其中,热转印工艺方法包括以下步骤:s11:在热转印之前,将材料a及材料b分别放置于料轴上,通过辊压刀座17对材料a进行牵引,在牵引的过程中,对材料a中与材料b相贴靠一侧的材料a衬膜进行去除,并通过材料a衬膜收料辊15进行收卷,之后,在材料a的下方及材料b的上方分别设置高温布6,高温布6程卷材并分别放置于料轴上,高温布6、材料a及材料b共同穿过热复合刀座16进行热转印,使材料b上的阳极催化剂层201热转印到材料a的质子交换膜101上,形成热转印后材料18a,热转印后材料18a包括中间的质子交换膜101、上层转印来的阳极催化剂层201以及下层自带的阴极催化剂层102;s12:对热转印后材料18a及材料b通过多个辊压刀座17进行辊压,使材料b上的阳极催化剂层201与材料a的质子交换膜101结合牢固,并对辊压后的热转印后材料18a进行收卷,同时,对材料a下方及材料b上方设置的高温布6通过高温布收料辊19进行收卷,对材料b失去阳极催化剂层201后剩余的衬膜也通过材料b衬膜收料辊20进行收卷;此外,为保护热转印后材料18a不收损坏,可以在热转印后材料18a的上方及下方通过设置第一保护层14来进行保护,使用之前,只需将第一保护层14去除掉即可;热复合工艺方法包括以下步骤:制作上框架料带3及下框架料带4的制作步骤包括:s51:将压敏胶双面胶料带7、离型膜8及硅保护膜料带9放置于输送辊上,压敏胶双
面胶料带7设置有两条,分别位于离型膜8的两侧,将压敏胶双面胶料带7上靠近离型膜8一侧的自带纸进行去除,并通过压敏胶自带纸收集辊21进行收卷,并共同进入辊压刀座17进行辊压输送,辊压输送后,将压敏胶双面胶料带7另一侧的自带纸也去除,同时,在离型膜8的上方设置哑膜11,之后通过边框裁切刀座22进行边框裁切,并对裁切后的边框废料进行通过边框废料收卷辊23收卷,在边框裁切之后,在边框裁切料带的上方设置排废胶带12,通过排废胶带收卷辊24对边框裁切后残存的废料进行收卷,同时,对边框裁切之前设置的哑膜11通过哑膜收卷辊25进行收卷;s52:在边框裁切后的料带表面设置pen热熔胶10,pen热熔胶10通过辊压刀座17复合到边框裁切后的料带上,之后通过轮廓裁切刀座26对pen热熔胶10进行轮廓裁切,轮廓裁切后对pen热熔胶自带膜27进行收卷,轮廓裁切后的料带作为上框架料带3或下框架料带4;在对pen热熔胶10进行轮廓裁切之前,在硅保护膜料带9的下方设置低粘膜13,通过低粘膜13对pen热熔胶10轮廓裁切后的废料进行收卷,并收卷于低粘膜收卷辊28上;将热转印后材料18a设置于是上框架料带3与下框架料带4中间,并进行复合的步骤包括:s21:将步骤s12收卷的热转印后材料18a放置于料轴上,对于热转印后材料18a的表面设置有保护膜的,预先将保护膜去除,之后,热转印后材料18a的自由端通过第一转贴刀座29裁切成片状,并转贴到下框架料带4的上方,在下框架料带4与热转印后材料18a转贴之前,对下框架料带4通过加热板30进行加热,并在通过第一转贴刀座29转贴之后,对下框架料带4及片状的热转印后材料18a进行热吹风,使片状的热转印后材料18a与下框架料带4结合的更加紧密,减少空隙、气泡的出现,之后,对片状的热转印后材料18a及下框架料带4通过第一热辊压刀座31进行加热辊压,第一热辊压刀座31采用的是加热辊;s22:在热转印后材料18a的上方设置上框架料带3,之后,上框架料带3、热转印后材料18a及下框架料带4共同通过辊压刀座17进行输送,在输送过程中,对上框架料带3及下框架料带4上的硅保护膜及pen热熔胶10的内框通过第一收废辊32进行收卷,同时,在上框架料带3的上方及下框架料带4的下方分别添加第二保护层34,第二保护层34采用的是哑膜11及硅保护膜,之后共同进行加热辊压,制成半成品料带33,并对辊压后的半成品料带33进行收卷,此时的收卷的半成品料带33包括:位于中间的片状热转印后材料18a,贴靠于热转印后材料18a的上方的上框架料带3及下方的下框架料带4,以及最外层的哑膜11及硅保护膜;碳纸5贴合工艺方法包括以下步骤:s31:将步骤s22收卷的半成品料带33放置于料轴上并进行放料,通过辊压刀座17进行输送,在输送过程中,对s22步骤中半成品料带33上方及下方设置的哑膜11及硅保护膜进行去除,并通过第二收废辊35进行收卷;将碳纸5放置于料轴上并进行放料,碳纸5料带通过辊压刀座17输送到第二转贴刀座36裁切成片,并分别转贴于半成品料带33的上方及下方,在碳纸5转贴之后,在半成品料带33的上方及下方添加第三保护层37,第三保护层37采用的也是哑膜11及硅保护膜;s32:对转贴碳纸5后的半成品料带33依次穿过预热烘箱38及第二热辊压刀座39,第二热辊压刀座39采用的是电磁加热辊,对料带进行加热及辊压复合,之后,通过裁切刀座40对料带进行裁切,并对裁切后的外框废料通过外框废料收卷辊41进行收卷,对轮廓废料
通过轮廓废料收卷辊42进行收卷,裁切后的料带成片料进行收集,此外,也可以对料带进行收卷,之后,通过专用的裁切装置将料带裁切成片;热压工艺方法包括以下步骤:s41:将步骤s32收集的片料放置于升降仓43内,通过机械手44将片料逐次放置于热压设备45上进行热压合,并制成膜电极成品,热压合完成之后,通过机械手44取出,并进行储存。综上可得,本发明实现了膜电极的连续自动化生产,提高了膜电极的生产效率及质量。
23.应当理解,这些实施例的用途仅用于说明本发明而非意欲限制本发明的保护范围。此外,也应理解,在阅读了本发明的技术内容之后,本领域技术人员可以对本发明作各种改动、修改和/或变型,所有的这些等价形式同样落于本技术所附权利要求书所限定的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1