电极组件、制造设备、电池单体、电池及用电装置的制作方法
1.本技术涉及电池领域,特别涉及一种电极组件、制造设备、电池单体、电池及用电装置。
背景技术:
2.节能减排是汽车产业可持续发展的关键,电动车辆由于其节能环保的优势成为汽车产业可持续发展的重要组成部分。对于电动车辆而言,电池技术又是关乎其发展的一项重要因素。
3.在电池使用过程中往往会遇到电池受到外力冲击的情况,而外力冲击往往会造成电池内部结构松动或错位,影响电池单体的安全性能。
技术实现要素:
4.鉴于上述问题,本技术提供一种电极组件、制造设备、电池单体、电池及用电装置,能够提升电池单体安全性能。
5.第一方面,本技术提供了一种电极组件,包括第一极片、第二极片和隔膜,第一极片包括沿第一方向相对设置的第一端和第二端;第二极片与第一极片极性相反,第二极片和第一极片交替层叠设置;多层隔膜层叠设置,且相邻的隔膜之间设置有第一极片,以使第一极片与第二极片隔离,隔膜包括沿第一方向伸出第一端的第一伸出部以及沿第一方向伸出第二端的第二伸出部,第一方向与隔膜层叠设置的方向相交;其中,位于第一极片两侧的隔膜的第一伸出部至少部分相互连接;和/或,位于第一极片两侧的隔膜的第二伸出部至少部分相互连接。
6.本技术实施例的方案中,第一极片和第二极片极性相反,第一极片和第二极片匹配产生电流,相邻隔膜之间设置有第一极片,以使第一极片和第二极片隔离开,位于第一极片两侧的隔膜的第一伸出部至少部分相互连接;和/或,位于第一极片两侧的隔膜的第二伸出部至少部分相互连接,第一伸出部相互连接,和/或,第二伸出部相互连接,使得伸出于极片的隔膜得到固定,不易向内翻折,从而改善了电池单体受到外力冲击情况下发生的隔膜内折导致电池短路的问题,提升电池单体的安全性能。
7.在一些实施例中,第一伸出部上设置有粘接层,两个第一伸出部通过粘接层相互粘接;或者,第一伸出部设置有磁吸层,两个第一伸出部通过磁吸层相互磁吸连接;或者,两个第一伸出部冷压压合连接;和/或,第二伸出部上设置有粘接层,两个第二伸出部通过粘接层相互粘接;或者,第二伸出部设置有磁吸层,两个第二伸出部通过磁吸层相互磁吸连接;或者,两个第二伸出部冷压压合连接。
8.上述方案中,粘接层或磁吸层设置在第一伸出部,或两个第一伸出部冷压压合,通过上述手段提高了两个第一伸出部的连接强度,提高了第一伸出部的抗弯折性能;粘接层或磁吸层设置在第二伸出部,或两个第二伸出部冷压压合,通过上述手段提高了两个第二伸出部的连接强度,提高了第二伸出部的抗弯折性能,提高了电池的安全性能。
9.在一些实施例中,在第一方向上,第一伸出部的长度大于或等于0.3mm,且第一伸出部的长度小于或等于3mm;和/或,在第一方向上,第二伸出部的长度大于或等于0.3mm,且第二伸出部的长度小于或等于3mm。
10.上述方案中,第一伸出部的长度大于或等于0.3mm,且第一伸出部的长度小于或等于3mm,改善了由于第一伸出部过长导致隔膜浪费,电池制造成本增加的问题,也改善了由于第一伸出部过短导致两个第一伸出部结合强度不足的问题;第二伸出部的长度大于或等于0.3mm,且第二伸出部的长度小于或等于3mm,改善了由于第二伸出部过长导致隔膜浪费,电池制造成本增加的问题,也改善了由于第二伸出部过短导致两个第二伸出部结合强度不足的问题。
11.在一些实施例中,第一端上间隔设置有多个沿第一方向延伸的极耳,第一伸出部包括覆盖极耳与第一极片的连接处的覆盖区段以及未覆盖极耳与第一极片的连接处的未覆盖区段,位于第一极片两侧的未覆盖区段相互连接。
12.上述方案中,第一端上间隔设置有多个沿第一方向延伸的极耳,极耳用于将电极组件产生的电流导入外界,第一伸出部包括覆盖极耳与第一极片的连接处的覆盖区段以及未覆盖极耳与第一极片的连接处的未覆盖区段,位于第一极片两侧的未覆盖区段相互连接,改善未覆盖区段的隔膜内折问题,提高电池的安全性能。
13.在一些实施例中,在第一方向上,第一极片的宽度小于第二极片的宽度。
14.上述方案中,第一极片的宽度小于第二极片的宽度,相比第二极片两侧的隔膜相互连接,位于第一极片两侧的隔膜相互连接,由于第一极片宽度较小,所需隔膜的尺寸更小,节省电池制造成本。
15.在一些实施例中,第一极片与第二极片呈卷绕状交替层叠设置;或者,第一极片和第二极片呈叠片状交替层叠设置。
16.上述方案中,第一极片与第二极片呈卷绕状交替层叠设置,制造难度低,第一极片和第二极片呈叠片状交替层叠设置,能量密度较高,电池性能更高。
17.第二方面,本技术还提供一种制造设备,用于制造上述第一方面提到的电极组件,包括送料机构和压合机构,送料机构用于将第一极片和两个隔膜层叠布置的输送,且两个隔膜分别位于第一极片的两侧,以使第一极片夹设于两个隔膜之间;压合机构,包括第一压合组件,第一压合组件设置有供第一伸出部通过的第一压合间隙,第一压合组件被配置为使位于第一极片两侧的隔膜的第一伸出部至少部分相互压合连接;和/或,第二压合组件,第二压合组件设置有供第二伸出部通过的第二压合间隙,第二压合组件被配置为使位于第一极片两侧的隔膜的第二伸出部至少部分相互压合连接。
18.在本技术实施例提供的制造设备中,用于制造上述第一方面提到的电极组件,包括送料机构和压合机构,送料机构用于将第一极片和两个隔膜层叠布置的输送,压合机构包括第一压合组件和/或第二压合组件,第一压合组件设置有供第一伸出部通过的第一压合间隙,第一压合组件用于将位于第一压合间隙的两个第一伸出部压合在一起,改善因隔膜内折导致的电池寿命降低的问题;第二压合组件设置有供第二伸出部通过的第二压合间隙,第二压合组件用于将位于第二压合间隙的两个第二伸出部压合在一起,改善因隔膜内折导致的电池寿命降低的问题。
19.在一些实施例中,第一压合组件包括第一分压辊和第二分压辊,第一分压辊和第
二分压辊之间间隔形成第一压合间隙,以用于向位于第一极片两侧的隔膜的第一伸出部的至少部分施加压力;第二压合组件包括第三分压辊和第四分压辊,第三分压辊和第四分压辊之间间隔形成第二压合间隙,以用于向位于第一极片两侧的隔膜的第二伸出部的至少部分施加压力。
20.上述方案中,第一压合组件包括第一分压辊和第二分压辊,第二压合组件包括第三分压辊和第四分压辊,压辊可以均匀的分散压力,提高压合质量。
21.在一些实施例中,在第一极片和两个隔膜层叠布置的方向上,第一分压辊与第三分压辊被配置为布置于第一极片和两个隔膜的一侧,第二分压辊与第四分压辊被配置为布置于第一极片和两个隔膜的另一侧;其中,第一分压辊与第三分压辊一体成型为单体压辊,第二分压辊与第四分压辊分体设置。
22.上述方案中,第一分压辊和第三分压辊为一体成型的单体压辊,一体成型的单体压辊可以对处于间隙的隔膜起到支撑作用,提高压合质量。
23.在一些实施例中,还包括:控制机构,与压合机构连接;调整机构,与压合机构连接,调整机构用于调整第一压合间隙的尺寸和/或第二压合间隙的尺寸。
24.上述方案中,调整机构用于调整第一压合间隙和/或第二压合间隙的尺寸,控制机构控制调整机构,改善极耳压伤或极耳硌伤隔膜的问题。
25.第三方面,本技术实施例提供了一种电池单体,包括多个第一方面任一实施例的电极组件。
26.第四方面,本技术实施例提供了一种电池,包括多个第三方面任一实施例的电池单体。
27.第五方面,本技术实施例提供了一种用电装置,包括第四方面的电池,电池用于提供电能。
28.上述说明仅是本技术技术方案的概述,为了能够更清楚了解本技术的技术手段,而可依照说明书的内容予以实施,并且为了让本技术的上述和其它目的、特征和优点能够更明显易懂,以下特举本技术的具体实施方式。
附图说明
29.通过阅读下文优选实施方式的详细描述,各种其他的优点和益处对于本领域普通技术人员将变得清楚明了。附图仅用于示出优选实施方式的目的,而并不认为是对本技术的限制。而且在整个附图中,用相同的参考符号表示相同的部件。在附图中:
30.图1是本技术一实施例提供的车辆的结构示意图;
31.图2是本技术一实施例提供的电池包的结构示意图;
32.图3是本技术一实施例提供的一种电池模块的结构示意图;
33.图4是本技术一实施例提供的一种单体电池的分解结构示意图;
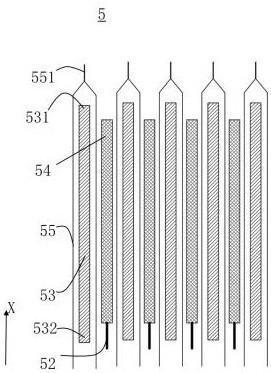
34.图5是本技术一实施例提供的一种电极组件的结构示意图;
35.图6是本技术另一实施例提供的一种电极组件的结构示意图;
36.图7是本技术另一实施例提供的一种电极组件的部分结构示意图;
37.图8是本技术又一实施例提供的一种电极组件的结构示意图;
38.图9是本技术一实施例提供的一种电极组件的部分结构示意图;
39.图10是本技术又一实施例提供的一种电极组件的结构示意图;
40.图11是本技术一实施例提供的一种制造设备的结构示意图;
41.图12是本技术一实施例提供的压合机构的结构示意图;
42.图13是本技术另一实施例提供的压合机构的结构示意图;
43.图14是本技术另一实施例提供的压合机构的结构示意图;
44.图15是本技术一实施例提供的制造设备的结构示意图。
45.具体实施方式中的附图标号如下:
46.1车辆,2电池,101马达,102控制器,202箱体,2021第一箱体部,2022第二箱体部,201电池模块,3电池单体,4壳体,71电极端子,7顶盖组件;
47.5电极组件,51电极主体,52极耳,53第一极片,54第二极片,55隔膜,531第一端,532第二端,551第一伸出部,552第二伸出部,56粘接层,57磁吸层,553覆盖区段,554未覆盖区段;
48.6制造设备,61送料机构,62压合机构,621第一压合组件,622第二压合组件,6211第一压合间隙,6221第二压合间隙,6212第一分压辊,6213第二分压辊,6222第三分压辊,6223第四分压辊,63控制机构,64调整机构。
具体实施方式
49.下面将结合附图对本技术技术方案的实施例进行详细的描述。以下实施例仅用于更加清楚地说明本技术的技术方案,因此只作为示例,而不能以此来限制本技术的保护范围。
50.需要注意的是,除非另有说明,本技术实施例使用的技术术语或者科学术语应当为本技术实施例所属领域技术人员所理解的通常意义。
51.在本技术实施例的描述中,技术术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”、“顺时针”、“逆时针”、“轴向”、“径向”、“周向”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本技术实施例和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本技术实施例的限制。
52.此外,技术术语“第一”、“第二”等仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。在本技术实施例的描述中,“多个”的含义是两个以上,除非另有明确具体的限定。
53.在本技术实施例的描述中,除非另有明确的规定和限定,技术术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;也可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本技术实施例中的具体含义。
54.在本技术实施例的描述中,除非另有明确的规定和限定,第一特征在第二特征“上”或“下”可以是第一和第二特征直接接触,或第一和第二特征通过中间媒介间接接触。而且,第一特征在第二特征“之上”、“上方”和“上面”可是第一特征在第二特征正上方或斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”可以是第一特征在第二特征正下方或斜下方,或仅仅表示第一特征水平高度小于第二特征。
55.目前,从市场形势的发展来看,动力电池的应用越加广泛。 动力电池不仅被应用于水力、火力、风力和太阳能电站等储能电源系统,而且还被广泛应用于电动自行车、电动摩托车、电动汽车等电动交通工具,以及军事装备和航空航天等多个领域。随着动力电池应用领域的不断扩大,其市场的需求量也在不断地扩增。
56.本技术中,电池单体可以包括锂离子二次电池单体、锂离子一次电池单体、锂硫电池单体、钠锂离子电池单体、钠离子电池单体或镁离子电池单体等,本技术实施例对此并不限定。电池单体可呈圆柱体、扁平体、长方体或其它形状等,本技术实施例对此也不限定。
57.本技术的实施例所提到的电池是指包括一个或多个电池单体以提供更高的电压和容量的单一的物理模块。例如,本技术中所提到的电池可以包括电池模块或电池包等。电池一般包括用于封装一个或多个电池单体的箱体。箱体可以避免液体或其他异物影响电池单体的充电或放电。
58.电池单体包括电极组件和电解液,电极组件包括正极极片、负极极片和隔离件。电池单体主要依靠金属离子在正极极片和负极极片之间移动来工作。正极极片包括正极集流体和正极活性物质层,正极活性物质层涂覆于正极集流体的表面;正极集流体包括正极集流部和连接于正极集流部的正极极耳,正极集流部涂覆有正极活性物质层,正极极耳未涂覆正极活性物质层。以锂离子电池为例,正极集流体的材料可以为铝,正极活性物质层包括正极活性物质,正极活性物质可以为钴酸锂、磷酸铁锂、三元锂或锰酸锂等。负极极片包括负极集流体和负极活性物质层,负极活性物质层涂覆于负极集流体的表面;负极集流体包括负极集流部和连接于负极集流部的负极极耳,负极集流部涂覆有负极活性物质层,负极极耳未涂覆负极活性物质层。负极集流体的材料可以为铜,负极活性物质层包括负极活性物质,负极活性物质可以为碳或硅等。隔离件的材质可以为pp(polypropylene,聚丙烯)或pe(polyethylene,聚乙烯)等。
59.随着电池在人们生活应用中日益广泛,各种电子设备尤其是便携式电子设备越来越普及。于此同时,人们对电池的安全性能提出了更高的要求。
60.本技术人注意到,部分电池单体出现安全性能降低的现象。
61.为了提高电池单体的安全性能,申请人研究发现,安全性能降低的问题是由于电池单体受到外部冲击,如电子设备跌落或磕碰等情况,造成电池震荡,引起电极组件的隔膜向内翻折,隔膜在电池中起到隔离正负极片的作用,隔膜翻折移位会造成电池的正负极片相接触,引起电池短路,造成电池安全性能下降。
62.基于以上考虑,为了解决电池单体安全性能降低的问题,申请人意识到需要解决隔膜内折的问题。申请人经过深入研究,设计了一种电极组件,电极组件包括第一极片、第二极片和隔膜,第一极片包括沿第一方向相对设置的第一端和第二端;第二极片与第一极片极性相反,第二极片和第一极片交替层叠设置,第一极片和第二极片相互配合产生电流;多层隔膜层叠设置,且相邻的隔膜之间设置有第一极片,以使第一极片与第二极片隔离,隔膜包括沿第一方向伸出第一端的第一伸出部以及沿第一方向伸出第二端的第二伸出部,第一方向与隔膜层叠设置的方向相交;其中,位于第一极片两侧的隔膜的第一伸出部至少部分相互连接;和/或,位于第一极片两侧的隔膜的第二伸出部至少部分相互连接,使得伸出
于极片的隔膜得到固定,不易向内翻折,从而改善了电池单体受到外力冲击情况下发生的隔膜内折导致电池短路的问题,提升电池单体的安全性能。
63.本技术实施例描述的技术方案适用于电池以及使用电池的用电装置。
64.用电装置可以是车辆、手机、便携式设备、笔记本电脑、轮船、航天器、电动玩具和电动工具等等。车辆可以是燃油汽车、燃气汽车或新能源汽车,新能源汽车可以是纯电动汽车、混合动力汽车或增程式汽车等;航天器包括飞机、火箭、航天飞机和宇宙飞船等等;电动玩具包括固定式或移动式的电动玩具,例如,游戏机、电动汽车玩具、电动轮船玩具和电动飞机玩具等等;电动工具包括金属切削电动工具、研磨电动工具、装配电动工具和铁道用电动工具,例如,电钻、电动砂轮机、电动扳手、电动螺丝刀、电锤、冲击电钻、混凝土振动器和电刨等等。本技术实施例对上述用电装置不做特殊限制。
65.应理解,本技术实施例描述的技术方案不仅仅局限适用于上述所描述的电池和用电设备,还可以适用于所有包括箱体的电池以及使用电池的用电设备,但为描述简洁,下述实施例均以电动车辆为例进行说明。
66.请参照图1,图1为本技术一些实施例提供的车辆1的结构示意图。车辆1可以为燃油汽车、燃气汽车或新能源汽车,新能源汽车可以是纯电动汽车、混合动力汽车或增程式汽车等。车辆1的内部设置有电池2,电池2可以设置在车辆1的底部或头部或尾部。电池2可以用于车辆1的供电,例如,电池2可以作为车辆1的操作电源。车辆1还可以包括控制器102和马达101,控制器102用来控制电池2为马达101供电,例如,用于车辆1的启动、导航和行驶时的工作用电需求。
67.在本技术一些实施例中,电池2不仅可以作为车辆1的操作电源,还可以作为车辆1的驱动电源,代替或部分地代替燃油或天然气为车辆1提供驱动动力。
68.为了满足不同的使用电力需求,电池2可以包括多个电池单体,电池单体是指组成电池模块或电池包的最小单元。多个电池单体可经由电极端子而被串联和/或并联在一起以应用于各种应用场合。本技术中所提到的电池2包括电池模块或电池包。其中,多个电池单体之间可以串联或并联或混联,混联是指串联和并联的混合。本技术的实施例中多个电池单体可以直接组成电池包,也可以先组成电池模块,电池模块再组成电池包。
69.图2示出了本技术一实施例的电池2的结构示意图。图3示出了本技术一实施例的电池模块201的结构示意图。
70.如图2和图3所示,电池包括箱体202和电池单体3,电池单体3容纳于箱体202内。
71.箱体202可以是单独的长方体或者圆柱体或球体等简单立体结构,也可以是由长方体或者圆柱体或球体等简单立体结构组合而成的复杂立体结构。箱体202的材质可以是如铝合金、铁合金等合金材料,也可以是如聚碳酸酯、聚异氰脲酸酯泡沫塑料等高分子材料,或者是如玻璃纤维加环氧树脂的复合材料。
72.箱体202用于容纳电池单体3,箱体202可以是多种结构。在一些实施例中,箱体202可以包括第一箱体部2021和第二箱体部2022,第一箱体部2021与第二箱体部2022相互盖合,第一箱体部2021和第二箱体部2022共同限定出用于容纳电池单体3的容纳空间。第二箱体部2022可以是一端开口的空心结构,第一箱体部2021为板状结构,第一箱体部2021盖合于第二箱体部2022的开口侧,以形成具有容纳空间的箱体202;第一箱体部2021和第二箱体部2022也均可以是一侧开口的空心结构,第一箱体部2021的开口侧盖合于第二箱体部2022
的开口侧,以形成具有容纳空间的箱体202。当然,第一箱体部2021和第二箱体部2022可以是多种形状,比如,圆柱体、长方体等。
73.为提高第一箱体部2021与第二箱体部2022连接后的密封性,第一箱体部2021与第二箱体部2022之间也可以设置密封件,比如,密封胶、密封圈等。
74.假设第一箱体部2021盖合于第二箱体部2022的顶部,第一箱体部2021亦可称之为上箱盖,第二箱体部2022亦可称之为下箱盖。
75.在电池2中,电池单体3可以是一个,也可以是多个。若电池单体3为多个,多个电池单体3之间可串联或并联或混联,混联是指多个电池单体3中既有串联又有并联。多个电池单体3之间可直接串联或并联或混联在一起,再将多个电池单体3构成的整体容纳于箱体202内;当然,也可以是多个电池单体3先串联或并联或混联组成电池模块201,多个电池模块201再串联或并联或混联形成一个整体,并容纳于箱体202内。
76.在一些实施例中,如图2和图3所示,电池单体3为多个,多个电池单体3先串联或并联或混联组成电池模块201。多个电池模块201再串联或并联或混联形成一个整体,并容纳于箱体202内。
77.电池模块201中的多个电池单体3之间可通过汇流部件实现电连接,以实现电池模块201中的多个电池单体3的并联或串联或混联。
78.本技术中,电池单体3可以包括锂离子电池单体3、钠离子电池单体3或镁离子电池单体3等,本技术实施例对此并不限定。电池单体3可呈圆柱体、扁平体、长方体或其它形状等,本技术实施例对此也不限定。电池单体3一般按封装的方式分成三种:柱形电池单体3、方形电池单体3和软包电池单体3,本技术实施例对此也不限定。但为描述简洁,下述实施例均以方体方形电池单体3为例进行说明。
79.图4为本技术一些实施例提供的电池单体3的结构示意图。电池单体3是指组成电池的最小单元。如图4,电池单体3包括有顶盖组件7、壳体4和电极组件5。
80.电极组件5是电池单体3中发生电化学反应的部件。壳体4内可以包含一个或更多个电极组件5。电极组件5主要由极片卷绕或层叠放置形成,极片分为正极片和负极片,并且通常在正极片与负极片之间设有隔膜。正极片和负极片具有活性物质的部分构成电极主体51,正极片和负极片不具有活性物质的部分各自构成极耳52。正极耳和负极耳可以共同位于主体部的一端或是分别位于主体部的两端。在电池的充放电过程中,正极活性物质和负极活性物质与电解液发生反应,极耳52连接电极端子71以形成电流回路。
81.壳体4是用于配合顶盖组件7以形成电池单体3的内部环境的组件,其中,形成的内部环境可以用于容纳电极组件5、电解液(在图中未示出)以及其他部件。壳体4和顶盖组件7可以是独立的部件,可以于壳体4上设置开口,通过在开口处使顶盖组件7盖合开口以形成电池单体3的内部环境。可选地,也可以使顶盖组件7和壳体4一体化。可选地,顶盖组件7和壳体4可以在其他部件入壳前先形成一个共同的连接面,当需要封装壳体4的内部时,再使顶盖组件7盖合壳体4。壳体4可以是多种形状和多种尺寸的,例如长方体形、圆柱体形、六棱柱形等。壳体4的形状可以根据电极组件5的具体形状和尺寸大小来确定。壳体4的材质可以是多种,可选的,壳体4的材质为铜、铁、铝、不锈钢、铝合金、塑胶等。
82.在一些实施例中,如图4所示,顶盖组件7中可以设置两个电极端子71。顶盖组件7的一个电极端子71与电极组件5的一个极耳52(例如正极耳)电连接。顶盖组件7中的另一个
电极端子71与电极组件5的另一个极耳52(例如负极耳)电连接。
83.在另一些实施例中,壳体4的开口还可以为两个。两个开口设置在壳体4相对的两侧。顶盖组件7为两个。两个顶盖组件7分别盖合于壳体4的两个开口处。在这种情况下,顶盖组件7中的电极端子71可以是一个。一个顶盖组件7中的电极端子71通过与电极组件5的一个极耳52(例如正极耳)电连接;另一个顶盖组件7的电极端子71与电极组件5的另一个极耳52(例如负极耳)电连接。
84.请参阅图5和图6,图5是本技术一实施例提供的一种电极组件5的结构示意图,图6是本技术另一实施例提供的一种电极组件5的结构示意图。
85.如图5和图6所示,本技术实施例中的电极组件5包括第一极片53、第二极片54和隔膜55,第一极片53包括沿第一方向x相对设置的第一端531和第二端532;第二极片54与第一极片53极性相反,第二极片54和第一极片53交替层叠设置;多层隔膜55层叠设置,且相邻的隔膜55之间设置有第一极片53,以使第一极片53与第二极片54隔离,隔膜55包括沿第一方向x伸出第一端531的第一伸出部551以及沿第一方向x伸出第二端532的第二伸出部552,第一方向x与隔膜55层叠设置的方向相交;其中,位于第一极片53两侧的隔膜55的第一伸出部551至少部分相互连接;和/或,位于第一极片53两侧的隔膜55的第二伸出部552至少部分相互连接。
86.可选的,第一极片53为正极片,第二极片54为负极片,或,第一极片53为负极片,第二极片54为正极片。
87.可选的,隔离膜55可以选用任意具有电化学稳定性和化学稳定性的多孔结构隔离膜,例如玻璃纤维、无纺布、聚乙烯(polyethylene;pe)、聚丙烯(polypropylene;pp)及聚偏二氟乙烯(polyvinylidene difluoride;pvdf)中的一种或多种的单层或多层薄膜。
88.可选的,第一伸出部551和第二伸出部552在第一方向x上的长度相同。
89.可选的,第一伸出部551沿第一方向x延伸出0.1mm-10mm后朝向第一极片53的方向弯折,避免第一极片53与第一伸出部551接触,第一极片53划破隔膜55。
90.本技术实施例的电极组件5中,第一极片53和第二极片54极性相反,第一极片53和第二极片54匹配产生电流,相邻隔膜55之间设置有第一极片53,以使第一极片53和第二极片54隔离开,位于第一极片53两侧的隔膜55的第一伸出部551至少部分相互连接;和/或,位于第一极片53两侧的隔膜55的第二伸出部552至少部分相互连接,第一伸出部551相互连接,和/或,第二伸出部552相互连接,使得伸出于第一极片53的隔膜得到固定,不易向内翻折,从而改善了电池单体受到外力冲击情况下发生的隔膜55内折导致电池短路的问题,提升电池单体的使用寿命。
91.请参阅图7,图7是本技术另一实施例提供的一种电极组件5的部分结构示意图。
92.在一些实施例中,如图5、图6和图7所示,第一伸出部551上设置有粘接层56,两个第一伸出551部通过粘接层56相互粘接;和/或,第二伸出部552上设置有粘接层56,两个第二伸出部552通过粘接层56相互粘接。
93.可选的,第一极片53两侧的两个第一伸出部551的至少一个设置有粘接层56,粘接层56设置在第一伸出部551朝向第一极片53的至少部分表面。
94.请参阅图8,图8是本技术又一实施例提供的一种电极组件的结构示意图。
95.可选的,如图8所示,第一极片53两侧的两个第一伸出部551相互抵接,粘接层56设
置在两个第一伸出部551的相互抵接处的背离第一极片53的一侧,并至少覆盖部分两个第一伸出部551,粘接层56设置在第一伸出部551背离第一极片53的一侧,因此可以降低对两个第一伸出部551的压合压力,改善了两个第一伸出部551压合过程中可能对隔膜55或第一极片53造成压伤的问题。
96.可选的,粘接层为粘胶涂层,该粘胶涂层为绝缘材质。
97.可选的,第一极片53两侧的两个第二伸出部552的至少二个设置有粘接层56,粘接层56设置在第二伸出部552朝向第一极片53的至少部分表面。
98.可选的,第一极片53两侧的两个第二伸出部552相互抵接,粘接层56设置在两个第二伸出部552的相互抵接处的背离第一极片53的一侧,并至少覆盖部分两个第二伸出部552,粘接层56设置在第二伸出部552背离第一极片53的一侧,因此可以降低对两个第二伸出部552的压合压力,改善了两个第二伸出部552压合过程中可能对隔膜55或第一极片53造成压伤的问题。
99.在这些实施例中,粘接层56设置在第一伸出部551,通过设置粘接层56提高了两个第一伸出部551的连接强度,提高了第一伸出部551的抗弯折性能;粘接层56设置在第二伸出部552,通过设置粘接层56提高了两个第二伸出部552的连接强度,提高了第二伸出部552的抗弯折性能,提高了电池的安全性能。
100.在一些实施例中,如图5、图6和图7所示,第一伸出部551设置有磁吸层57,两个第一伸出部551通过磁吸层57相互磁吸连接;或者,两个第一伸出部551冷压压合连接;和/或,第二伸出部552设置有磁吸层57,两个第二伸出部552通过磁吸层57相互磁吸连接;或者,两个第二伸出部552冷压压合连接。
101.可选的,磁吸层57设置在第一伸出部551朝向第一极片53的至少部分表面。
102.可选的,磁吸层57可以是磁性薄膜,或涂敷在第一极片53表面的磁性粉末。
103.可选的,磁吸层57设置在第二伸出部552朝向第一极片53的至少部分表面。
104.在这些实施例中,磁吸层57设置在第一伸出部551,或两个第一伸出部551冷压压合,通过上述手段提高了两个第一伸出部551的连接强度,提高了第一伸出部551的抗弯折性能;磁吸层57设置在第二伸出部552,或两个第二伸出部552冷压压合,通过上述手段提高了两个第二伸出部552的连接强度,提高了第二伸出部552的抗弯折性能,提高了电池的安全性能。
105.在一些实施例中,如图7所示,在第一方向x上,第一伸出部551的长度l1大于或等于0.3mm,且第一伸出部551的长度l1小于或等于3mm;和/或,在第一方向x上,第二伸出部552的长度l2大于或等于0.3mm,且第二伸出部552的长度l2小于或等于3mm。
106.可选的,在第一方向x上,第一伸出部551和第二伸出部552的长度相同。
107.在这些实施例中,第一伸出部551的长度l1大于或等于0.3mm,且第一伸出部551的长度l1小于或等于3mm,改善了由于第一伸出部551过长导致隔膜55浪费,电池制造成本增加的问题,也改善了由于第一伸出部551过短导致两个第一伸出部551结合强度不足的问题;第二伸出部552的长度大于或等于0.3mm,且第二伸出部552的长度l2小于或等于3mm,改善了由于第二伸出部552过长导致隔膜55浪费,电池制造成本增加的问题,也改善了由于第二伸出部552过短导致两个第二伸出部552结合强度不足的问题。
108.请参阅图9,图9是本技术一实施例提供的一种电极组件的部分结构示意图。
109.在一些实施例中,如图9所示,第一端531上间隔设置有多个沿第一方向x延伸的极耳52,第一伸出部551包括覆盖极耳52与第一极片53的连接处的覆盖区段553以及未覆盖极耳52与第一极片53的连接处的未覆盖区段554,位于第一极片53两侧的未覆盖区段554相互连接。
110.可选的,在第一方向x上,各覆盖区段553的长度相同,和/或,各未覆盖区段554长度相同。
111.可选的,在第一方向x上,覆盖区段553隔膜55长度小于未覆盖区段554隔膜55长度。由于覆盖区段553的隔膜55有极耳52阻隔而无法相互连接,因此可以缩短覆盖区段553隔膜55长度,一方面降低隔膜55使用量,降低成本,另一方面通过缩短隔膜55长度可以降低隔膜55内折程度,改善因隔膜55内折而造成的安全问题。
112.在这些实施例中,第一端531上间隔设置有多个沿第一方向x延伸的极耳52,极耳52用于将电极组件5产生的电流导入外界,第一伸出部551包括覆盖极耳52与第一极片53的连接处的覆盖区段553以及未覆盖极耳52与第一极片53的连接处的未覆盖区段554,位于第一极片53两侧的未覆盖区段554相互连接,改善未覆盖区段554的隔膜55内折问题,提高电池的安全性能。
113.请参阅图10,图10是本技术又一实施例提供的一种电极组件5的结构示意图。
114.在一些实施例中,如图10所示,在第一方向x上,第一极片53的宽度小于第二极片的宽度。
115.可选的,在软包电池中,第一极片为负极片,在硬壳电池中,第一极片为正极片。
116.可选的,位于第一极片53两侧的隔膜55的第一伸出部551至少部分相互连接,位于第一极片53两侧的隔膜55的第二伸出部552至少部分相互连接,提高隔膜55的隔离效果,改善电池内部短路的问题。
117.可选的,在第一方向x上,位于第一极片53其中一侧且未相互连接的隔膜55应伸出于第二极片54,避免因隔膜55没有完全隔离第一极片53和第二极片54导致电池内部短路问题的发生。
118.在这些实施例中,第一极片53的宽度小于第二极片54的宽度,相比第二极片54两侧的隔膜55相互连接,位于第一极片53两侧的隔膜55相互连接,由于第一极片53宽度较小,所需隔膜55的尺寸更小,节省电池制造成本。
119.在一些实施例中,第一极片53与第二极片54呈卷绕状交替层叠设置;或者,第一极片53和第二极片54呈叠片状交替层叠设置。
120.在这些实施例中,第一极片53与第二极片54呈卷绕状交替层叠设置,制造难度低,第一极片53和第二极片54呈叠片状交替层叠设置,能量密度较高,电池性能更好。
121.请参阅图11和图12,图11是本技术一实施例提供的一种制造设备6的结构示意图,图12是本技术一实施例提供的压合机构62的结构示意图。
122.如图10至图12所示,本技术还提供一种制造设备6,用于制造上述第一方面提到的电极组件5,制造设备6包括送料机构61和压合机构62,送料机构61用于将第一极片53和两个隔膜55层叠布置的输送,且两个隔膜55分别位于第一极片53的两侧,以使第一极片53夹设于两个隔膜55之间;压合机构62,包括第一压合组件621,第一压合组件621设置有供第一伸出部551通过的第一压合间隙6211,第一压合组件621被配置为使位于第一极片53两侧的
隔膜55的第一伸出部551至少部分相互压合连接;和/或,第二压合组件622,第二压合组件622设置有供第二伸出部552通过的第二压合间隙6221,第二压合组件622被配置为使位于第一极片53两侧的隔膜55的第二伸出部552至少部分相互压合连接。
123.第一压合间隙6211配置在第一压合组件621上,当第一伸出部551位于第一压合间隙6211时,第一伸出部551会受到第一压合组件621的压合力。
124.第二压合间隙6221配置在第二压合组件622上,当第二伸出部552位于第二压合间隙6221时,第二伸出部552会受到第二压合组件622的压合力。
125.可选的,送料机构61可以为卷针,卷针用于将第一极片53、第二极片54和隔膜55卷绕在一起。
126.可选的,送料机构61可以为叠层机构,叠层机构用于将第一极片53、第二极片54和隔膜55叠层布置在一起。
127.可选的,压合机构62用于压合位于第一极片53两侧的第一伸出部551,和/或位于第一极片53两侧的第二伸出部552。压合机构62可以是相对设置有两个压辊或涂胶辊的压合辊组,或相对设置有两个台体的压合台组。
128.在本技术实施例提供的制造设备6中,用于制造上述第一方面提到的电极组件5,包括送料机构61和压合机构62,送料机构61用于将第一极片53和两个隔膜55层叠布置的输送,压合机构62包括第一压合组件621和/或第二压合组件622,第一压合组件621设置有供第一伸出部551通过的第一压合间隙6211,第一压合组件621用于将位于第一压合间隙6211的两个第一伸出部551压合在一起,改善因隔膜55内折导致的电池寿命降低的问题;第二压合组件622设置有供第二伸出部552通过的第二压合间隙6221,第二压合组件622用于将位于第二压合间隙6221的两个第二伸出部552压合在一起,改善因隔膜55内折导致的电池寿命降低的问题。
129.在一些实施例中,如图10至图12所示,第一压合组件621包括第一分压辊6212和第二分压辊6213,第一分压辊6212和第二分压辊6213之间间隔形成第一压合间隙6211,以用于向位于第一极片53两侧的隔膜55的第一伸出部551的至少部分施加压力;第二压合组件622包括第三分压辊6222和第四分压辊6223,第三分压辊6222和第四分压辊6223之间间隔形成第二压合间隙6221,以用于向位于第一极片53两侧的隔膜55的第二伸出部552的至少部分施加压力。
130.可选的,第一压合组件621的第一分压辊6212和第二分压辊6213可以是沿第二方向y并排设置有多个压辊的压辊组,多次辊压可以提高第一伸出部551的压合质量,改善压合不良的问题。可选的,第二方向为y方向。
131.可选的,第二压合组件622的第三分压辊6222和第四分压辊6223可以是沿第二方向y并排设置有多个压辊的压辊组,多次辊压可以提高第二伸出部552的压合质量,改善压合不良的问题。
132.在这些实施例中,第一压合组件621包括第一分压辊6212和第二分压辊6213,第二压合组件622包括第三分压辊6222和第四分压辊6223,压辊可以均匀的对第一伸出部551和/或第二伸出部552施加压力,提高压合质量。
133.请参阅图13和图14,图13是本技术另一实施例提供的压合机构的结构示意图,图14是本技术又一实施例提供的压合机构的结构示意图。
134.在一些实施例中,如图13和图14所示,在第一极片53和两个隔膜55层叠布置的方向上,第一分压辊6212与第三分压辊6222被配置为布置于第一极片53和两个隔膜55的一侧,第二分压辊6213与第四分压辊6223被配置为布置于第一极片53和两个隔膜55的另一侧;其中,第一分压辊6212与第三分压辊6222一体成型为单体压辊,第二分压辊6213与第四分压辊6223分体设置。
135.可选的,在第一方向x上,单体压辊的长度不低于隔膜55的长度。
136.可选的,压辊分体设置时,在第一方向x上,两个压辊之间的距离小于隔膜55的长度。
137.在这些实施例中,第一分压辊6212和第三分压辊6222为一体成型的单体压辊,一体成型的单体压辊可以对处于间隙的隔膜55起到支撑作用,提高压合质量。
138.请参阅图15,图15是本技术一实施例提供的制造设备6的结构示意图。
139.在一些实施例中,如图13、图14和图15所示,制造设备6还包括控制机构63和调整机构64,控制机构63与压合机构62连接,调整机构64与压合机构62连接,调整机构64用于调整第一压合间隙6211的尺寸和/或第二压合间隙6221的尺寸。
140.控制机构63用于检测是否有极耳进出第一压合间隙6211和/或第二压合间隙6221,当控制机构63检测到极耳时,控制机构63通过调整机构64调整第一压合间隙6211和/或第二压合间隙6221尺寸,以使极耳能顺利的通过第一压合间隙6211和/或第二压合间隙6221,改善极耳压伤或极耳硌伤隔膜55的问题,并可以在极耳离开第一压合间隙6211和/或第二压合间隙6221时,收紧第一压合间隙6211和/或第二压合间隙6221尺寸,提高第一伸出部和/或第二伸出部的压合质量。
141.可选的,控制机构63设置在压合机构62的上游,控制机构63包括相对设置的一组或多组信号收发装置,用以监控第一极片53和隔膜55状态。
142.在这些实施例中,调整机构64用于调整第一压合间隙6211和/或第二压合间隙6221的尺寸,控制机构63用于控制调整机构64,改善极耳压伤或极耳硌伤隔膜55的问题。
143.根据本技术的一些实施例,本技术还提供了一种电池单体,包括以上任一方案的电极组件。
144.根据本技术的一些实施例,本技术还提供了一种电池,包括以上任一方案的电池单体。
145.根据本技术的一些实施例,本技术还提供了一种用电装置,包括以上任一方案的电池,并且电池用于为用电装置提供电能。
146.用电装置可以是前述任一应用电池的设备或系统。
147.根据本技术的一些实施例,如图1至图15所示,本技术提供了一种电极组件5,该电极组件5包括:第一极片53、第二极片54和隔膜55。第一极片53包括沿第一方向x相对设置的第一端531和第二端532;第二极片54与第一极片53极性相反,第二极片54和第一极片53交替层叠设置;多层隔膜55层叠设置,且相邻的隔膜55之间设置有第一极片53,以使第一极片53与第二极片54隔离,隔膜55包括沿第一方向x伸出第一端531的第一伸出部551以及沿第一方向x伸出第二端532的第二伸出部552,第一方向x与隔膜55层叠设置的方向相交;其中,位于第一极片53两侧的隔膜55的第一伸出部551至少部分相互连接;和/或,位于第一极片53两侧的隔膜55的第二伸出部552至少部分相互连接;
148.第一伸出部551上设置有粘接层56,两个第一伸出部551通过粘接层56相互粘接;或者,第一伸出部551设置有磁吸层57,两个第一伸出部551通过磁吸层57相互磁吸连接;或者,两个第一伸出部551冷压压合连接;和/或,第二伸出部552上设置有粘接层56,两个第二伸出部552通过粘接层56相互粘接;或者,第二伸出部552设置有磁吸层57,两个第二伸出部552通过磁吸层57相互磁吸连接;或者,两个第二伸出部552冷压压合连接;
149.在第一方向x上,第一伸出部551的长度大于或等于0.3mm,且第一伸出部551的长度小于或等于3mm;和/或,在第一方向x上,第二伸出部552的长度大于或等于0.3mm,且第二伸出部552的长度小于或等于3mm;
150.第一端531上间隔设置有多个沿第一方向x延伸的极耳,第一伸出部551包括覆盖极耳52与第一极片53的连接处的覆盖区段553以及未覆盖极耳52与第一极片53的连接处的未覆盖区段554,位于第一极片53两侧的未覆盖区段554相互连接;
151.本技术还提供了一种制造设备6,用于制造上述实施例中的电极组件5。制造设备6包括送料机构61、压合机构62、控制机构63和调整机构64,送料机构61用于将第一极片53和两个隔膜55层叠布置的输送,且两个隔膜55分别位于第一极片53的两侧,以使第一极片53夹设于两个隔膜55之间;压合机构62,包括第一压合组件621,第一压合组件621设置有供第一伸出部551通过的第一压合间隙6211,第一压合组件621被配置为使位于第一极片53两侧的隔膜55的第一伸出部551至少部分相互压合连接;和/或,第二压合组件622,第二压合组件622设置有供第二伸出部552通过的第二压合间隙6221,第二压合组件622被配置为使位于第一极片53两侧的隔膜55的第二伸出部552至少部分相互压合连接,控制机构63与压合机构62连接,调整机构64被配置为调整第一压合间隙6211的尺寸和/或第二压合间隙6221的尺寸;
152.第一压合组件621包括第一分压辊6212和第二分压辊6213,第一分压辊6212和第二分压辊6213之间间隔形成第一压合间隙6211,以用于向位于第一极片53两侧的隔膜55的第一伸出部551的至少部分施加压力;第二压合组件622包括第三分压辊6222和第四分压辊6223,第三分压辊6222和第四分压辊6223之间间隔形成第二压合间隙6221,以用于向位于第一极片53两侧的隔膜55的第二伸出部552的至少部分施加压力;
153.在第一极片53和两个隔膜55层叠布置的方向上,第一分压辊6212与第三分压辊6222被配置为布置于第一极片53和两个隔膜55的一侧,第二分压辊6213与第四分压辊6223被配置为布置于第一极片53和两个隔膜55的另一侧;其中,第一分压辊5212与第三分压辊6222一体成型为单体压辊,第二分压辊与第四分压辊分体设置。
154.在本技术实施例的电极组件中,第一极片53和第二极片54极性相反,第一极片53和第二极片54匹配产生电流,相邻隔膜55之间设置有第一极片53,以使第一极片53和第二极片54隔离开,位于第一极片53两侧的隔膜55的第一伸出部551至少部分相互连接;和/或,位于第一极片53两侧的隔膜55的第二伸出部552至少部分相互连接,第一伸出部551相互连接,和/或,第二伸出部552相互连接,使得伸出于极片52的隔膜55得到固定,不易向内翻折,从而改善了电池单体受到外力冲击情况下发生的隔膜55内折导致电池短路的问题,提升电池单体3的使用寿命。
155.在本技术实施例的制造设备6中,制造设备6包括送料机构61和压合机构62,送料机构61用于将第一极片53和两个隔膜55层叠布置的输送,压合机构62包括第一压合组件
621和/或第二压合组件622,第一压合组件621设置有供第一伸出部551通过的第一压合间隙6211,第一压合组件621用于将位于第一压合间隙6211的两个第一伸出部551压合在一起,改善因隔膜55内折导致的电池单体3寿命降低的问题;第二压合组件622设置有供第二伸出部552通过的第二压合间隙6221,第二压合组件622用于将位于第二压合间隙6221的两个第二伸出部552压合在一起,改善因隔膜55内折导致的电池单体3寿命降低的问题。
156.最后应说明的是:以上各实施例仅用以说明本技术的技术方案,而非对其限制;尽管参照前述各实施例对本技术进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本技术各实施例技术方案的范围,其均应涵盖在本技术的权利要求和说明书的范围当中。尤其是,只要不存在结构冲突,各个实施例中所提到的各项技术特征均可以任意方式组合起来。本技术并不局限于文中公开的特定实施例,而是包括落入权利要求的范围内的所有技术方案。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1