具有毛状体的树脂片材及其成型品的制作方法
1.本发明关于具有毛状体的树脂片材及其成型品。
背景技术:
2.自以往以来,使用纸材、高分子材料的片材作为汽车的内装材料或附属零件的壳体、电子设备或家电的壳体、壁纸等的建材用、玩具或游戏机的壳体、生活用品的构件用。另外,作为将良好触感性赋予片材表面的方法,例如在专利文献1中提出了一种树脂片材,其在表面具有规则排列的毛状体。
3.专利文献1:国际公开第2018/016562号
技术实现要素:
4.发明要解决的问题
5.另一方面,例如汽车的内装构件为了提高设计性,其形状复杂化。因此,希望提供一种树脂片材,即使构件表面的形状复杂时也不发生断裂或丧失良好触感性,在构件表面能二次成型。
6.本发明所要解决的课题在于提供具有良好触感性并且在具有复杂形状的构件表面也能二次成型的树脂片材及其成型品。
7.用于解决问题的方案
8.即,本发明人研究了各种各样的手段,结果发现一种树脂片材,其具有在一面具有规则排列的毛状体的基底层及在基底层的与毛状体相反侧的面的基材层的树脂片材,其中基材层的厚度(a)为10μm以上且250μm以下,基材层的厚度(a)及基底层的厚度(b)满足a≤b,基材层包含聚碳酸酯系树脂及/或苯乙烯系树脂,基底层及毛状体包含热塑性聚氨酯树脂,通过成为如此的构成,从而具有良好触感性,并且在具有复杂形状的构件表面也能二次成型,完成了本发明。
9.解决上述课题的本发明由下述构成。
10.(1)一种树脂片材,其是具有在一面具有规则排列的毛状体的基底层及在基底层的与毛状体相反侧的面的基材层的树脂片材,其中基材层的厚度(a)为10μm以上且250μm以下,基材层的厚度(a)及基底层的厚度(b)满足a≤b,基材层包含聚碳酸酯系树脂及/或苯乙烯系树脂,基底层及毛状体包含热塑性聚氨酯树脂。
11.(2)如(1)所述的树脂片材,其中,基底层的厚度(b)为10μm以上且500μm以下。
12.(3)如(1)或(2)所述的树脂片材,其中,依照jis l 1096:2010的45
°
悬臂梁法所测定的硬挺度为150mm以下。
13.(4)如(1)至(3)中任一项所述的树脂片材,其中,在基底层与基材层之间具有密封层。
14.(5)如(1)至(4)中任一项所述的树脂片材,其中,毛状体的平均高度为30μm以上且500μm以下,毛状体的平均直径为1μm以上且60μm以下,毛状体的平均间隔为20μm以上且200
μm以下。
15.(6)如(1)至(5)中任一项所述的树脂片材的成型品,其经嵌件成型或真空成型而成。
16.(7)如(6)所述的成型品,其成型于汽车内装构件、电子设备、电子设备外装材料、化妆品容器或容器构件的表面。
17.发明的效果
18.根据本发明,能够提供具有良好触感性并且在具有复杂形状的构件表面也能二次成型的树脂片材及其成型品。
附图说明
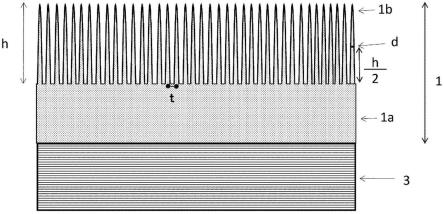
19.图1是表示本发明的第一实施方式涉及的树脂片材的概略纵侧剖面图。
20.图2是图1的树脂片材的概略俯视图。
21.图3是表示本发明的第二实施方式涉及的树脂片材的层叠结构的概略纵侧剖面图。
22.图4是用于赋形性评价的装杂货的容器的图。
具体实施方式
23.以下,说明树脂片材的各种实施方式,接着说明树脂片材的制造方法,但针对一实施方式所记载的特定说明也适用于其它实施方式时,在其它实施方式中省略其说明。
24.[第一实施方式]
[0025]
本发明的第一实施方式涉及的树脂片材是具有在一面具有规则排列的毛状体的基底层及在基底层的与毛状体相反侧的面的基材层的树脂片材,其中基材层的厚度(a)为10μm以上且250μm以下,基材层的厚度(a)及基底层的厚度(b)满足a≤b,基材层包含聚碳酸酯系树脂及/或苯乙烯系树脂,基底层及毛状体包含热塑性聚氨酯树脂。
[0026]
如图1所示,将毛状体及基底层与基材层直接层叠。即,第一实施方式涉及的树脂片材的层构成从上到下,具有毛状体及基底层/基材层的构成。本实施方式中的基材层优选与基底层具备充分的粘接性。
[0027]
<基底层>
[0028]
基底层(1a)是成为毛状体的基底的层,是指附图标记1中表面的毛状体1b以外的部分。基底层的厚度是指从毛状体的根部到基底层的相反侧的表面为止的厚度。基底层的平均厚度优选为10μm以上且500μm以下,更优选为50μm以上且450μm以下,进一步优选为100μm以上且400μm以下。通过设为10μm以上,能够充分展现毛状体的高度。另外,通过设为500μm以下,能够有效率地形成毛状体。在基底层与毛状体之间无结构上的边界,可形成连续相。所谓无结构上的边界,是指基底层与毛状体形成一体型,在它们之间无结构上明确的边界部。另外,所谓形成连续相,是指在基底层与毛状体之间无接缝,并非不连续(成为了连续相)的状态。在这点上,与在基底层植入毛状体的结构不同。基底层及毛状体可为相同组成,在基底层与毛状体的结合中可包含共价键。所谓共价键,是指通过在2个原子共享电子对而形成的化学键,在单体连接成的链状分子的热塑性树脂中,各个聚合物通过共价键而结合,比在聚合物分子间发挥作用的范德华键、氢键更强地结合。
[0029]
另外,基底层及毛状体也可来自非分开的同一个体的热塑性树脂片材。所谓来自同一个体的热塑性树脂片材,例如意指毛状体及基底层基于相同的树脂片材而直接或间接地获得。
[0030]
另外,基底层及毛状体也可由同一个体的热塑性树脂片材所形成。所谓由同一个体的热塑性树脂片材形成,意指毛状体及基底层通过加工一个树脂片材而直接形成。
[0031]
通过在基底层与毛状体之间无结构上的边界地形成连续相,从而抑制因外在刺激而毛状体从基底层分离,成为触感性良好的片材。另外,能以比植入毛状体的情况少的工序来制造。
[0032]
基底层及毛状体由以热塑性树脂为主成分的相同树脂组合物构成。在此,所谓以热塑性树脂为主成分,意指含有50质量%以上,优选基底层及毛状体含有60质量%以上、70质量%以上、80质量%以上或90质量%以上的热塑性树脂。作为本发明的一实施方式中的热塑性树脂,含有50质量%以上、60质量%以上、70质量%以上、80质量%以上或90质量%以上的热塑性聚氨酯树脂。在其它实施方式中,可进一步包含苯乙烯系树脂、烯烃系树脂、聚氯乙烯树脂、热塑性弹性体、氟系树脂的至少1种以上的其它热塑性树脂。其它热塑性树脂的含量在全部树脂组合物中,可设为10质量%以上且50质量%以下。
[0033]
热塑性聚氨酯树脂是以异氰酸酯与多元醇作为原料的树脂,作为其组合,可选择异氰酸酯为二苯基甲烷二异氰酸酯(mdi)系、h
12
mdi系、六亚甲基二异氰酸酯(hdi)系,多元醇为聚醚系、聚酯系、聚碳酸酯系的任一组合,另外也可组合多个。在本发明的一实施方式中,可优选使用hdi系的异氰酸酯及碳酸酯系的多元醇的组合。
[0034]
作为苯乙烯系树脂,可使用苯乙烯、α-甲基苯乙烯、对甲基苯乙烯、二甲基苯乙烯、对叔丁基苯乙烯、氯苯乙烯等苯乙烯系单体的均聚物或共聚物、这些苯乙烯系单体与其它单体的共聚物,例如苯乙烯-丙烯腈共聚物(as树脂),或前述苯乙烯系单体与其它单体的聚合物,例如在聚丁二烯、苯乙烯-丁二烯共聚物、聚异戊二烯、聚氯丁二烯等二烯系橡胶质聚合物的存在下接枝聚合的接枝聚合物,例如高抗冲聚苯乙烯(hips树脂)、苯乙烯-丙烯腈接枝聚合物(abs树脂)等聚苯乙烯。另外,也可使用苯乙烯系的热塑性弹性体。
[0035]
聚烯烃系树脂意指由包含α-烯烃作为单体的聚合物构成的树脂。作为聚烯烃系树脂,可举出聚乙烯系树脂及聚丙烯系树脂。作为聚乙烯系树脂,可使用高密度聚乙烯、低密度聚乙烯、直链状低密度聚乙烯、直链状中密度聚乙烯等,另外不仅是单一体,而且也可使用具有这些结构的共聚物或接枝物或共混物。作为后者的树脂,例如可举出乙烯-乙酸乙烯酯共聚物、乙烯-丙烯酸共聚物、乙烯-丙烯酸酯共聚物、乙烯-甲基丙烯酸酯共聚物、乙烯-乙酸乙烯酯-氯乙烯共聚物,或如进一步与和酸酐的三元共聚物等共混者那样将在聚乙烯链中具有极性基的树脂共聚及共混者。
[0036]
另外,作为聚丙烯树脂,可使用均聚丙烯、无规聚丙烯、嵌段聚丙烯等。使用均聚丙烯时,该均聚丙烯的结构可为全同立构、无规立构、间同立构的任一者。使用无规聚丙烯时,作为与丙烯共聚的α-烯烃,可使用优选碳原子数2~20、更优选碳原子数4~12者,例如乙烯、1-丁烯、1-戊烯、1-己烯、1-庚烯、1-辛烯、1-壬烯、1-癸烯。使用嵌段聚丙烯时,可使用嵌段共聚物(嵌段聚丙烯)、含有橡胶成分的嵌段共聚物或接枝共聚物等。除了单独使用这些烯烃树脂以外,还可并用其它的烯烃系树脂。
[0037]
作为聚氯乙烯树脂,可使用氯乙烯均聚物或氯乙烯与其它的共聚单体的共聚物。
聚氯乙烯为共聚物时,可为无规共聚物,也可为接枝共聚物。作为接枝共聚物的一例,例如可举出将乙烯-乙酸乙烯酯共聚物或热塑性氨基甲酸酯聚合物当作主干聚合物,将氯乙烯接枝聚合于其者。本实施方式的聚氯乙烯表示能挤出成型的软质聚氯乙烯,为含有高分子增塑剂等添加物的组合物。作为高分子增塑剂,可使用众所周知的高分子增塑剂,例如可举出乙烯-乙酸乙烯酯-一氧化碳共聚物、乙烯-(甲基)丙烯酸酯-一氧化碳共聚物、乙酸乙烯酯含量多的乙烯-乙酸乙烯酯共聚物等乙烯共聚物高分子增塑剂作为优选例。
[0038]
作为热塑性弹性体,包含具有将软质高分子物质与硬质高分子物质组合的结构者。具体而言,可举出苯乙烯系弹性体、烯烃系弹性体、氯乙烯系弹性体、聚酯系弹性体、聚酰胺系弹性体。这些弹性体可从一般市售者中选择使用。
[0039]
作为氟系树脂,可使用偏二氟乙烯的均聚物及以偏二氟乙烯为主成分的偏二氟乙烯共聚物。聚偏二氟乙烯(pvdf)树脂为显示α型、β型、γ型、αp型等各种各样的结晶结构的结晶性树脂,作为偏二氟乙烯共聚物,例如可举出偏二氟乙烯-六氟丙烯共聚物、偏二氟乙烯-四氟乙烯共聚物、偏二氟乙烯-氯三氟乙烯共聚物、偏二氟乙烯-三氟乙烯共聚物、偏二氟乙烯-四氟乙烯-六氟丙烯三元共聚物、偏二氟乙烯-氯三氟乙烯-六氟丙烯三元共聚物及这些的2种以上的混合物。
[0040]
热塑性树脂的190℃至300℃下的熔体质量流动速率优选为4g/10分钟以上。通过设为4g/10分钟以上,可提高毛状体的形状的转印性。应予说明,熔体质量流动速率是依据jis k 7210、在试验温度190℃至300℃的温度范围中、在载荷(2.16kg至10.0kg)的条件下测定的值。
[0041]
热塑性树脂在不妨碍本发明的效果的范围内,可与上述各热塑性树脂以任意的比例合金化。进而,也可含有其它的添加物。作为其它的添加物,在不妨碍本发明的效果的范围内,可添加拒水
·
拒油剂、颜料、染料等着色剂;硅油、烷基酯系等脱模剂;玻璃纤维等纤维状强化剂;作为填充剂的滑石、黏土、硅石等粒状微粒或云母等鳞片状微粒;磺酸与碱金属等的盐化合物等低分子型抗静电剂或聚醚酯酰胺等高分子型抗静电剂、阻燃剂、抗菌剂、抗病毒剂、热稳定剂这样的添加剂等。另外,也可混合使用树脂片材制造工序中产生的废料树脂。
[0042]
作为拒水
·
拒油剂,可举出硅系拒水剂、巴西棕榈蜡、氟系拒水拒油剂。作为硅,可举出有机聚硅氧烷、二甲基聚硅氧烷、甲基苯基聚硅氧烷、甲基氢聚硅氧烷等,其中优选使用二甲基聚硅氧烷。作为市售品,例如可举出在树脂中共混有硅的“clinbell cb50-pp”、“clinbell cb-30pe”、“clinbell cb-1”、“clinbell cb-50ab”(富士化学株式会社制造)等。巴西棕榈蜡可举出作为市售品的“carnauba 1号”(nikko rica corporation制造)等,氟系拒水拒油剂可举出具有全氟烷基的表面活性剂,作为市售品,可举出“surflon kt-pa”(agc seimi chemical co.,ltd.制造)等。拒水
·
拒油剂的添加量优选为0.5质量%至25质量%。小于0.5质量%时,担心得不到充分的拒水
·
拒油性效果,超过25质量%时,担心成型性变差。
[0043]
作为抗静电剂,可举出聚醚酯酰胺系高分子型抗静电剂、离子聚合物系高分子型抗静电剂等。聚醚酯酰胺系高分子型抗静电剂可举出作为市售品的“pelestat 230”、“pelestat 6500”、“pelectron as”、“pelectron hs”(三洋化成株式会社制造)等。离子聚合物系高分子型抗静电剂可举出作为市售品的“entira sd100”、“entira mk400”(三井-杜
邦聚化学公司制造)等。抗静电剂的添加量优选为5质量%至30质量%。小于5质量%时,有可能得不到充分的抗静电性,超过30质量%时,生产成本上升。
[0044]
作为抗菌剂,可添加无机系、有机系中的任一者。若考虑分散性,则优选无机系。具体而言,可举出金属离子(ag、zn、cu)的无机系抗菌剂、贝壳烧成钙系抗菌剂等。作为金属离子的无机系抗菌剂的市售品,可举出“bactekiller bm102vt”(富士化学株式会社制造)、“novaron vzf200”、“novaron(ag300)”(东亚合成株式会社制造)、“km-10d-g”、“im-10d-l”(sinanen zeomic公司制造)等。作为贝壳烧成钙系抗菌剂,可举出“scallow”(fid公司制造)等。抗菌剂的添加量优选为0.5质量%至5质量%。小于0.5质量%时,有可能得不到充分的抗菌性,超过5质量%时,生产成本上升。
[0045]
作为润滑剂
·
脱模剂,可使用脂肪族烃系化合物、高级脂肪酸系化合物、高级脂肪族醇系化合物、脂肪酸酰胺系化合物等烷基系脱模剂、硅系脱模剂、氟系脱模剂等。使用脱模剂时,其添加量在与树脂组合物的合计100质量份中,优选为0.01~5质量份,更优选为0.05~3质量份,进一步优选为0.1~2质量份。添加量小于0.01质量份时,有可能脱模效果降低,超过5质量份时,有可能渗出至片材表面。
[0046]
另外,也可使用预先将润滑剂
·
脱模剂掺混至热塑性树脂中而成的母料等。例如,作为以聚氨酯系热塑性弹性体为基底的母料的市售品,可举出“wax master v”(basf公司制造),若考虑生产效率,则优选为使用母料者。母料的添加量在与树脂组合物的合计100质量份中,优选为1~8质量份,更优选为2~7质量份,进一步优选为3~6质量份。
[0047]
<毛状体>
[0048]
所谓毛状体(1b),是指如图1所示从基底层(1a)的表面伸展成毛状的部分。毛状体规则排列于基底层的表面。此处,所谓规则排列,意指毛状体以非无规的排列状态,即在一方向或二方向上整齐地(例如以一定的间隔)排列的状态。用毛状体的根部的排列状态来判断毛状体的排列是否规则。在某一实施方式中,毛状体以规定的间隔位于基底层上,毛状体的底面的位置整齐地排列于基底层的纵向方向及横向方向。另外,对毛状体的配置形态没有特别限定,可选择纵横配置的棋盘格配置、交错配置等。通过将毛状体规则地排列于基底层的表面,从而均匀且无不均地容易展现良好触感性。毛状体例如通过用手指滑移等施加载荷而发生倒毛,可形成与周围的部分看起来光泽、色调不同的指痕。另外,通过毛状体,可成为如仿麂皮的起毛片材那样的触感。
[0049]
毛状体的平均高度(h)优选为30μm~500μm,更优选为30μm~250μm,进一步优选为30μm~200μm,特别优选为90μm~200μm。通过将平均高度设为30μm以上,可充分确保良好触感性,通过将平均高度设为500μm以下,可得到湿润感、柔软感、蓬松感等良好触感性。
[0050]
毛状体相对于基底层几乎直立时,从毛状体的根部到顶端为止的长度表示毛状体的高度。另一方面,毛状体相对于基底层倾斜时或毛状体具有卷绕部分时,将毛状体最远离基底层的表面的部位处的与基底层的表面的距离设为毛状体的高度h。另外,通过多点间计测从毛状体的顶端到根部的中央部为止,将经细分化的间隔的合计值设为毛状体的长度l。
[0051]
毛状体的平均高度及毛状体的平均长度可使用电子显微镜及图像处理软件,在树脂片材的任意的数处,测定毛状体的高度及毛状体的长度,使用其测定值的算术平均值。
[0052]
毛状体的平均直径(d)优选为1μm~60μm,更优选为5μm~50μm,进一步优选为5μm~40μm。通过将毛状体的平均直径设为1μm以上,可确保良好触感性,通过将毛状体的平均
直径设为60μm以下,可得到湿润感、柔软感、蓬松感等良好触感性。毛状体的平均直径使用电子显微镜及图像处理软件,从树脂片材的数处,测定毛状体的中间高度(h/2)的直径,设为使用了其测定值的算术平均值的值。
[0053]
另外,毛状体的纵横比可以表示为(毛状体的平均高度/毛状体的平均直径)。毛状体的纵横比优选为2~20,更优选为2~10,进一步优选为2~5。通过将纵横比设为2以上,可确保良好触感性,通过将纵横比设为20以下,不仅得到湿润感、柔软感、蓬松感等良好触感性,而且可减少毛状体的高度与长度之比成为一定以下的可能性。
[0054]
另一方面,纵横比也可以以毛状体的平均底面直径为基准。毛状体的平均底面直径优选为10μm~150μm。毛状体的平均底面直径在树脂片材的数处,测定邻接的毛状体的间隔,设为使用了其测定值的算术平均值的值。以毛状体的底面直径为基准时的纵横比优选为1.0~10,更优选为1.0~5,进一步优选为1.0~2.5。通过将纵横比设为1.0以上,可确保良好触感性,通过将纵横比设为10以下,不仅得到湿润感、柔软感、蓬松感等良好触感性,而且可减少毛状体的高度与长度之比成为一定以下的可能性。
[0055]
毛状体的平均间隔(t)优选为20μm~200μm,更优选为40μm~150μm,进一步优选为40μm~100μm。所谓毛状体的间隔,例如如图2所示,意指毛状体的根部的中心与邻接的毛状体的根部的中心的距离。通过将平均间隔设为20μm以上,可确保良好触感性,通过设为200μm以下,可得到湿润感、柔软感、蓬松感等良好触感性。毛状体的平均间隔在树脂片材的数处,测定邻接的毛状体的间隔,设为使用了其测定值的算术平均值的值。
[0056]
对毛状体的形状没有特别限定,可为在离开基底层的方向上伸展成毛状,随着接近顶端而逐渐变细的形状;或在其顶端形成有鼓起的构成。即,可以是随着离开基底层,截面积逐渐变小后,暂时变大后终结的形状。另外,毛状体的顶端部的形状可为花蕾状或蘑菇形状。另外,毛状体可具有:位于在离开基底层的方向上延伸出的基端的部分、从位于该基端的部分延伸出而以一定的曲率或使曲率逐渐变化而弯曲的部分、进而被卷成螺旋状或漩涡状的部分。在该情况下,也可为毛状体的顶端部被折入内侧的形状。通过为这样的形状,从而展现良好的触感。另外,通过花蕾状或蘑菇形状的部分为中空,从而展现更良好的触感。将花蕾状或蘑菇形状形成在毛状顶端时,花蕾状或蘑菇形状的宽度的平均直径相对于毛状体的平均直径之比优选为1.1倍以上。花蕾状或蘑菇形状的高度优选为7μm以上。毛状体的平均直径、花蕾状或蘑菇形状的宽度的平均直径、高度由电子扫描型显微镜照片来测定,设为使用了算术平均值的值。毛状体由热塑性树脂构成。作为热塑性树脂,可使用与在上述基底层中可使用的树脂同样的树脂。
[0057]
基底层及毛状体所含有的热塑性树脂可至少部分地形成三维的交联结构(例如三维网状结构)。例如,在某实施方式中,毛状体的至少一部分成为交联体,在另一实施方式中,毛状体的表面全体成为交联体,在另一实施方式中,毛状体的全体(从与基底层的边界到顶端部)可成为交联体。作为形成交联体的方法,例如可举出在成型树脂片材后将电子束照射至具有毛状体的面的方法;添加有机过氧化物,在树脂片材的成型时或成型后通过加热及加湿而形成的方法。作为添加了有机过氧化物的树脂,在市售品中,可举出三菱化学株式会社制“linklon”等。在本实施方式中,优选通过电子束的照射而形成交联体(电子束交联体)。
[0058]
<基材层>
[0059]
作为第一实施方式涉及的树脂片材中的基材层,优选使用与基底层的粘接性优异的热塑性树脂,可使用聚碳酸酯系树脂、苯乙烯系树脂、将它们制成聚合物合金者等。
[0060]
在其它实施方式中,可使用在聚碳酸酯系树脂或苯乙烯系树脂中将烯烃系树脂、聚酯系树脂、尼龙系树脂、丙烯酸系树脂、热塑性弹性体等热塑性树脂以任意的比例聚合物掺混者。
[0061]
作为聚合物掺混的比例,优选为99:1~20:80,更优选为80:20~30:70,进一步优选为60:40~40:60。另外,层叠时,有通过共挤出成型的层叠、通过使用了未拉伸膜、双轴拉伸膜的挤出层压成型、干层压成型的层叠。
[0062]
作为聚碳酸酯系树脂,可举出由脂肪族二羟基化合物衍生者、由芳香族二羟基化合物衍生者。例如,可适宜使用由芳香族二羟基化合物衍生者,特别优选由二个芳香族二羟基化合物经由某种键合基键合的芳香族二羟基化合物(双酚)衍生者。它们可使用通过二羟基化合物与光气或碳酸酯的缩聚的众所周知的制法所制造者,其制法没有限定,也可使用市售的树脂。
[0063]
作为苯乙烯系树脂,与基底层同样地,可使用苯乙烯、α-甲基苯乙烯、对甲基苯乙烯、二甲基苯乙烯、对叔丁基苯乙烯、氯苯乙烯等苯乙烯系单体的均聚物或共聚物、这些苯乙烯系单体与其它单体的共聚物,例如苯乙烯-丙烯腈共聚物(as树脂),或前述苯乙烯系单体与其它的聚合物,例如在聚丁二烯、苯乙烯-丁二烯共聚物、聚异戊二烯、聚氯丁二烯等二烯系橡胶质聚合物的存在下接枝聚合的接枝聚合物,例如高抗冲聚苯乙烯(hips树脂)、苯乙烯-丙烯腈接枝聚合物(abs树脂)、丙烯腈-乙烯
·
丙烯橡胶-苯乙烯(aes)等聚苯乙烯。另外,也可使用苯乙烯系的热塑性弹性体。
[0064]
在基材层中,根据需要可含有其它的添加物。作为其它的添加物,在不妨碍本发明的效果的范围内,可添加拒水剂、拒油剂、颜料、染料等著色剂、硅油、烷基酯系等润滑材料
·
脱模剂、玻璃纤维等纤维状增强剂、作为填充剂的滑石、黏土、硅石等粒状微粒、云母等鳞片状微粒、磺酸与碱金属等的盐化合物等低分子型抗静电剂、聚醚酯酰胺等高分子型抗静电剂、阻燃剂、抗菌剂、抗病毒剂、热稳定剂这样的添加剂等。另外,也可混合使用树脂片材制造工序中所产生的废料树脂。另外,在本实施方式中,在不妨碍本发明的效果的范围内,基材层也可部分地具有交联结构。
[0065]
另外,在本实施方式中,在不妨碍本发明的效果的范围内,基材层也可部分地具有交联结构。
[0066]
在本实施方式中,基材层的平均厚度优选为10μm~250μm,更优选为30μm~230μm,进一步优选为50μm~220μm。通过设为10μm以上,从而制膜工序变得容易,通过设为250μm以下,从而抑制硬挺度的值变高。
[0067]
<树脂片材>
[0068]
本发明的一个实施方式中的树脂片材具有良好触感性,并且在具有复杂形状的构件表面也能二次成型。只要在具有复杂形状的构件表面也能二次成型,则可适用于汽车内装构件、电子设备、电子设备外装材料、化妆品容器或容器构件等的表面。
[0069]
在本实施方式中,所谓“触感性”,意指树脂片材的表面的手感、肌肤触感。判断触摸了树脂片材表面时是否感到舒适度,感到时,将湿润、柔软、蓬松等具体的肌肤触感良好者当作良好触感。
[0070]
在本发明的一个实施方式中,树脂片材的基材层的厚度(a)及基底层的厚度(b)满足a≤b。通过满足a≤b,从而抑制硬挺度变成高值,在具有复杂形状的构件表面能二次成型。
[0071]
在本发明的一个实施方式中,所谓树脂片材的厚度,是指将毛状体的平均高度与基底层的平均厚度以及基材层的平均厚度合在一起的片材厚度。片材厚度优选为80μm~1000μm,更优选为150μm~900μm,进一步优选为300μm~800μm。通过将厚度设为80μm以上,从而能够充分确保良好触感性,通过设为1000μm以下,从而能够抑制制造成本。
[0072]
另外,在本发明的一个实施方式中,基底层与基材层的合计厚度优选为20μm~750μm,更优选为150μm~600μm,进一步优选为300μm~500μm。
[0073]
在本发明的一个实施方式中,树脂片材依照jis l 1096:2010的45
°
悬臂梁法所测定的硬挺度为150mm以下,更优选为120mm以下,进一步优选为100mm以下。不过,在纵向及横向的表面和背面的任一者中硬挺度大于150mm时,作为该树脂片材的硬挺度视为大于150mm。在本发明的一个实施方式中,树脂片材依照jis l 1096:2010的45
°
悬臂梁法所测定的硬挺度为30mm以上,更优选为40mm以上,进一步优选为50mm以上。通过将树脂片材的硬挺度设为150mm以下,从而在具有复杂形状的构件表面能二次成型。另外,通过将树脂片材的硬挺度设为30mm以上,从而抑制在挤出成型时产生褶皱而不能卷取。
[0074]
另外,本发明的其它实施方式中的树脂片材在纵向及横向的表面和背面的任一者中都是硬挺度为30mm以上且150mm以下,更优选为40mm以上且120mm以下,进一步优选为50mm以上且100mm以下。
[0075]
[第二实施方式]
[0076]
作为本发明的第二实施方式涉及的树脂片材的例子,如图3所示,为在基底层(1)与基材层(3)之间形成有密封树脂层(2)的树脂片材。即,第二实施方式涉及的树脂片材的层构成从上到下,为毛状体及基底层(1)、密封树脂层(2)、基材层(3)。此处,毛状体与第一实施方式中说明者相同,因此省略说明。
[0077]
<密封树脂层>
[0078]
密封树脂层用于使基底层与基材层的粘接性展现,作为树脂成分,可使用改性烯烃系树脂、氢化苯乙烯系热塑性弹性体等。
[0079]
作为改性烯烃系树脂,可使用乙烯、丙烯、丁烯-1等碳原子数2~8左右的烯烃、这些烯烃与乙烯、丙烯、丁烯-1、3-甲基丁烯-1、戊烯-1、4-甲基戊烯-1、己烯-1、辛烯-1、癸烯-1等碳原子数2~20左右的其它烯烃的共聚物、与乙酸乙烯酯、氯乙烯、丙烯酸、甲基丙烯酸、丙烯酸酯、甲基丙烯酸酯、苯乙烯等乙烯基化合物的共聚物等烯烃系树脂,乙烯-丙烯共聚物、乙烯-丙烯-二烯共聚物、乙烯-丁烯-1共聚物、丙烯-丁烯-1共聚物等烯烃系橡胶经丙烯酸、甲基丙烯酸、巴豆酸、异巴豆酸、马来酸、富马酸、衣康酸、柠康酸、四氢邻苯二甲酸等不饱和羧酸、或其酰卤、酰胺、酰亚胺、酸酐、酯等衍生物,具体而言马来酰氯、马来酰亚胺、马来酸酐、柠康酸酐、马来酸单甲酯、马来酸二甲酯、马来酸缩水甘油酯等在接枝反应条件下改性者。
[0080]
其中,经不饱和二羧酸或其酸酐、特别是马来酸或其酸酐改性的“乙烯-丙烯-二烯共聚物”或乙烯-丙烯或丁烯-1共聚物橡胶优选。
[0081]
作为氢化苯乙烯系热塑性弹性体,可使用苯乙烯系单体与丁二烯、异戊二烯的共
聚物的氢化物、苯乙烯-丁二烯-苯乙烯嵌段共聚物的氢化物(苯乙烯-乙烯
·
丁烯-苯乙烯嵌段共聚物)、苯乙烯-异戊二烯-苯乙烯嵌段共聚物的氢化物(苯乙烯-乙烯
·
丙烯-苯乙烯嵌段共聚物)等,特别优选苯乙烯-乙烯
·
丁烯-苯乙烯嵌段共聚物。
[0082]
密封树脂层的平均厚度优选为20μm~90μm,更优选为40μm~80μm。通过设为20μm以上,可抑制在基底层与基材层间发生层间剥离,通过设为90μm以下,可抑制生产成本。
[0083]
在密封树脂层中,根据需要在不妨碍本发明的效果的范围内,可将上述的各热塑性树脂以任意的比例掺混。进而,可含有其它的添加物。作为其它的添加物,在不妨碍本发明的效果的范围内,可添加如拒水剂、拒油剂、颜料、染料等着色剂、硅油、烷基酯系等润滑材料
·
脱模剂、玻璃纤维等纤维状增强剂、作为填充剂的滑石、黏土、硅石等粒状微粒、云母等鳞片状微粒、磺酸与碱金属等的盐化合物等低分子型抗静电剂、聚醚酯酰胺等高分子型抗静电剂、紫外线吸收剂、阻燃剂、抗菌剂、抗病毒剂、热稳定剂这样的添加剂等。另外,在本实施方式中,在不妨碍本发明的效果的范围内,密封树脂层可部分地具有交联结构。
[0084]
[树脂片材的制造]
[0085]
对本发明涉及的树脂片材的制造方法没有限定,可采用任何方法,典型地包含将原料树脂熔融挤出、在所得的挤出树脂片材的至少一面赋予规则排列的毛状体的工序。
[0086]
在单层片材或多层树脂片材的制作时,可使用任意的树脂片材成型方法。例如可列举出在单层的情况下使用1台单螺杆挤压机,在多层的情况下使用多台单螺杆挤压机,将各个原料树脂熔融挤出,采用t型模头得到树脂片材的方法。在多层的情况下可以使用供料块(feedblock)、多歧管模头。再有,本发明的树脂片材的各实施方式的层构成基本上如上所述,此外例如只要未见到物性等的劣化,就可将本发明的树脂片材、成型容器的制造工序中所产生的废料原料添加至基材层,也可作为另一层层叠。
[0087]
对赋予毛状体的方法没有特别限制,可使用本领域技术人员已知的任意的方法。例如为使用挤出成型方式制造的方法;使用卷对卷方式制造的方法;使用光刻方式制造的方法;使用热压方式制造的方法;使用图案辊与uv固化树脂制造的方法;使用3d打印机制造的方法;将毛状体埋入树脂层后通过聚合反应使其共价键合的方法等。
[0088]
例如,在使用挤出成型方式的情况下,可采用t型模头法,挤出树脂片材,以将毛状体形状赋予该树脂片材的表面的方式,通过完成凹凸加工的转印辊与接触辊进行流延,从而制造本发明涉及的树脂片材。
[0089]
作为完成凹凸加工的转印辊,可使用采用激光雕刻法、电铸法、蚀刻法、铣削雕刻法(mill engraving method)等在辊的表面规则地施予数μm~数百μm大小的微细凹凸者。此处,所谓规则地,意指凹凸不是无规的排列状态,即在一方向或二方向上整齐排列的状态。作为某实施方式中的凹凸的配置,可选择纵横配置的棋盘格配置、交错配置等。作为凹凸部的形状,例如若为凹部的形状,则可举出锥形(圆锥、四棱锥、三棱锥、六棱锥等)、半圆形、矩形(四棱柱)等。作为尺寸,凹部的开口径、凹部深度、凹部形状的间隔为数μm至数百μm。作为转印辊的材质,例如可使用金属、陶瓷等。可通过调节转印辊的凹部的间隔而调节毛状体的间隔,可通过调节转印辊的凹部深度而调节毛状体高度,也可由此而调节触感。
[0090]
另外,优选对转印辊表面进行高纵横比的凹凸加工。例如,对转印辊表面加工凹部形状时的纵横比(凹部深度/凹部开口径)优选为1.0~9.0。为了对转印辊表面进行高纵横比的凹凸加工,与蚀刻法、喷砂法、铣削雕刻法等相比,激光雕刻法或电铸法适于在深度方
向上进行精密加工的情形,因此特别优选使用。
[0091]
作为转印辊的材质,例如可使用金属、陶瓷等。另一方面,作为接触辊,可使用各种各样的材质,例如可使用硅系橡胶、nbr系橡胶、ept系橡胶、丁基橡胶、氯丁二烯橡胶、氟橡胶制的辊。在某实施方式中,可使用橡胶硬度(jis k 6253)40~100的接触辊。另外,可在接触辊的表面形成特氟隆(注册商标)层。
[0092]
作为接触辊,可使用各种各样的材质,例如可使用硅系橡胶、nbr系橡胶、ept系橡胶、丁基橡胶、氯丁二烯橡胶、氟橡胶制的辊。在某实施方式中,可使用橡胶硬度(jis k 6253)40~100的接触辊。另外,可在接触辊的表面形成特氟隆(注册商标)层。
[0093]
通过使用上述的转印辊及接触辊的辊组,可制造本实施方式的树脂片材。
[0094]
在某实施方式中,通过将转印辊的温度调节至热塑性树脂的结晶熔解温度、玻璃化转变温度或熔点附近的温度(例如,使用无规聚丙烯的情况下为100~150℃),将转印辊与接触辊的夹压设为30~120kg/cm2而进行流延,从而可制造本实施方式的树脂片材。将经流延的树脂片材使用夹送辊等,以0.5~30m/分钟的线速度牵引。
[0095]
另外,虽然已具体地示出上述实施方式,但并不限定于这些。
[0096]
[成型品]
[0097]
本发明的成型品是使用了本发明的树脂片材的成型品。本发明的树脂片材不仅可应对一般的成型,而且也可应对在成型时对成型品表面施予印刷的装饰的装饰成型等。作为成型方法,除了嵌件成型、模内成型以外,还可列举出一般的真空成型、气压成型,作为这些的应用,可举出使树脂片材在真空状态下加热软化,在大气压下开放而覆盖(成型)于已有的成型品表面的方法等,但并不限定于这些。另外,作为在成型前使片材加热软化的方法,可采用作为非接触加热的采用红外线加热器等的辐射加热等众所周知的片材加热方法。在某实施方式的真空压空成型中,例如树脂片材在表面温度为60℃~220℃加热20秒~480秒后,成型于已有的成型品表面,根据表面的形状,拉伸至1.0~4.0倍。
[0098]
[物品]
[0099]
本发明涉及的在表面赋予了毛状体的树脂片材可应用于需要上述所示的良好触感性的用途。例如,本发明的树脂片材可作为汽车内装材料、电子设备、电子设备外装材料、化妆品容器或容器构件、文具构件、照明器具构件、生活用品构件应用。
[0100]
作为汽车内装材料,作为在汽车车内手触摸的部分,可举出方向盘、仪表板、操纵杆、开关等。例如,可举出在众所周知的仪表板、支柱(例如日本特开2009-184421号公报)的表面将上述树脂片材成型并贴合的内装材料。通过贴合树脂片材,从而可制成赋予了良好触感性的内装材料。作为贴合的树脂片材的材质,考虑耐候性、耐化学品性,优选烯烃系树脂、氯乙烯系树脂、氨基甲酸酯系弹性体。对贴合树脂片材与内装材料的方法没有特别限定。
[0101]
作为电子设备外装材料,可举出免钥匙进入系统(keyless entry system)的发报机壳体、智能手机壳体、智能手机外壳(smartphone case)、音乐播放器外壳、游戏机壳体、数字相机壳体、电子笔记本壳体、电子计算器壳体、平板电脑壳体、携带型个人电脑壳体、键盘、鼠标等。例如,可举出在众所周知的免钥匙进入系统的携带用发报机壳体(例如日本特开2005-228911号公报)的表面,将本发明树脂片材成型而贴合的携带用发报机。通过贴合树脂片材,可制成赋予了良好触感性的携带用发报机。作为贴合的树脂片材的材质,优选烯
烃系树脂、氨基甲酸酯系弹性体。对贴合树脂片材与壳体的方法没有特别限定。
[0102]
作为化妆品容器构件,可举出面霜、敷料乳霜、粉底、眼影的容器,例如可举出在众所周知的粉底用容器(日本特开2017-29608号公报)的盖构件的表面将本发明树脂片材成型并贴合的化妆品容器。通过贴合树脂片材,可制成赋予了良好触感性的化妆品容器。作为贴合的树脂片材的材质,优选烯烃系树脂、氨基甲酸酯系弹性体。对与树脂片材贴合的方法没有特别限定。
[0103]
作为文具构件,可举出书皮、笔记本套、笔盒套等,例如可使用本发明树脂片材制作众所周知的书皮(例如日本特开2007-246122号公报),可制成赋予了良好触感性、防水性的书皮。另外,对书皮形态没有特别限定。作为片材的材质,优选烯烃系树脂、氨基甲酸酯系弹性体。对使用树脂片材制作的方法没有特别限定。
[0104]
作为照明设备构件,可举出室内用、车内用的照明设备,例如可举出在众所周知的led照明装置的盖构件的表面将本发明树脂片材成型并贴合的照明装置。通过贴合树脂片材,可制成赋予了良好触感性、光的扩散性的led照明装置。作为贴合的树脂片材的材质,优选烯烃系树脂、氟系树脂。对与树脂片材贴合的方法没有特别限定。
[0105]
作为生活用品构件,可举出厕所用品、室内用垫、桌用片材等,例如可举出在厕所装置的马桶座构件的表面将本发明树脂片材成型并贴合的厕所装置。通过贴合树脂片材,可制成赋予了良好触感性的马桶座的厕所装置。作为贴合的树脂片材的材质,优选烯烃系树脂、氯乙烯系树脂、氟系树脂。对与树脂片材贴合的方法没有特别限定。
[0106]
进而,制作采用一般的印刷方法(平版印刷法、凹版印刷法、柔版印刷法、丝网印刷法、烫印等)在毛状体的表面印刷有文字、图样的毛状体片材,可适用于上述的用途。作为印刷的树脂片材的材质,并没有特别的限定,优选考虑与印刷所使用的墨剂的印刷性。
[0107]
另外,本发明树脂片材可制作与印刷有文字、图样等的印刷物(纸、金属薄膜等)、无纺布等进行层压成型(干层压成型、挤出层压成型)而成的层叠体,例如,可在名片的印刷面层压成型,制作具有触感性的名片。对层压的树脂片材的材质没有特别限定。
[0108]
[实施例]
[0109]
以下举出实施例及比较例来更具体地说明本发明,但本发明完全不受实施例等的内容所限定。
[0110]
实施例等中所用的各种原料如以下所述。
[0111]
(1)毛状体及基底层
[0112]
·
(a)tpu(氨基甲酸酯系弹性体)“a3086a17j”(basf公司制造)
[0113]
(2)基材层
[0114]
·
(b)pc/聚酯“pcx-6694”(住化聚碳酸酯株式会社制造)
[0115]
对于实施例及比较例中制作的树脂片材与将该树脂片材真空压空成型的成型品的各种特性的评价方法如以下所述。
[0116]
(1)毛状体的平均高度、毛状体的平均直径、毛状体的平均间隔、基底层及基材层的平均厚度
[0117]
使用激光显微镜(vk-x100,keyence公司制造),测定树脂片材的毛状体的高度(h)、毛状体的直径(d)、毛状体的间隔(t)、基底层及基材层的厚度。再有,测定的试料使用切片机从树脂片材的任意3处切出剖面切片而使用。毛状体的平均高度对于各个试料测定
毛状体10个的高度,使用其30个测定值的算术平均值。关于毛状体的平均直径,对于各个试料测定10个毛状体的中间高度(h/2)处的直径,使用其30个测定值的算术平均值。关于毛状体的平均间隔,对于各个试料测定10处的毛状体的根部的中心与邻接的毛状体的根部的中心的距离,使用其30个测定值的算术平均值。关于基底层及基材层的平均厚度,对于各个试料,测定10处的各层的厚度,使用其30个测定值的算术平均值。再有,所谓基底层的厚度,设为从毛状体的根部到另一侧的层界面为止的距离。
[0118]
(2)良好触感性官能评价
[0119]
就良好触感性而言,实施请男性5人、女性5人的合计10人触摸树脂片材的感官评价。以触摸树脂片材表面时的具体的触感(光滑性、湿润感等)进行评价,将最多人数所感受到的触感作为该树脂片材表面的触感。
[0120]
(3)硬挺度评价
[0121]
对于所制作的树脂片材,依照jis l 1096:2010、8.21.1记载的a法(45
°
悬臂梁法),使用悬臂梁形硬挺度试验机,在纵向及横向各采集5片依照jis l0105的条款6制作的20mm
×
150mm的试验片,对于各自5片的表面和背面进行测定,将平均值作为本实施例中的硬挺度。
[0122]
·
测定装置:悬臂梁形硬挺度试验机(大荣化学精器株式会社制)
[0123]
·
测定环境:温度23℃、湿度50%
[0124]
(4)赋形性评价
[0125]
用双面真空成型机(ngf-0709-s型,布施真空株式会社制),将树脂片材在真空气氛下加热,然后,通过在制作成装杂货的容器型的模具的表面进行真空压空成型,从而制作成型品。成型时的片材表面温度设定在能充分维持良好触感性的温度的110℃。赋形性的评价根据外观进行容器底面的角落部分的片材追随性的观察。作为评价标准,将能追随的情况记作
○
,将不能追随的情况(发生断裂,或在容器与片材之间具有间隙的情况)记作
×
。
[0126]
(5)挤出成型时的成型性
[0127]
使用夹送辊(pinch roll)牵引从挤出机采用t型模头法所挤出的树脂片材时,在没有产生褶皱而牵引的情况下记作
○
,在产生褶皱而不顺畅地牵引的情况下记作
×
。
[0128]
[实施例1~2、比较例1~4]
[0129]
从1台40mm单螺杆挤出机流出成为毛状体及基底层的(a)热塑性树脂,从1台65mm单螺杆挤出机流出成为基材层的(b)热塑性树脂,将采用t型模头法所挤出的树脂片材,使用以氧化铬喷镀且激光雕刻法进行凹凸加工、调节至60℃~150℃的完成凹凸加工的转印辊与调节至10℃~90℃的橡胶硬度70的硅系橡胶制接触辊进行流延,使用夹送辊以线速度1m/分钟~15m/分钟牵引。由此,得到表1所示的组成、厚度及表面形状的树脂片材。
[0130]
使用各实施例、比较例中所得的树脂片材,对于各种特性实施评价试验,在表1中示出结果。
[0131]
[表1]
[0132][0133]
由表1中所示的结果可知以下内容。
[0134]
实施例1及2的树脂片材显示:满足与触感性有关的评价,进而具有特定的硬挺度,满足挤出成型时的成型性及赋形性的评价标准,在维持良好触感性的成型温度范围中也确保赋形性。另一方面,比较例的片材虽然满足与触感性有关的评价,但是不具有特定的硬挺度,在赋形性评价试验中发生断裂,或在容器与片材之间产生间隙(比较例1~3),在挤出成型时产生褶皱(比较例4),不满足挤出成型时的成型性及/或赋形性的评价标准。
[0135]
以上用各种各样的实施方式说明了本发明,当然本发明的技术范围不受上述实施方式中记载的范围所限定。本领域技术人员清楚可对上述实施方式加以各种变更或改良。另外,由权利要求书的记载可知:加以这样的变更或改良的形态也可包含于本发明的技术范围中。
[0136]
附图标记的说明
[0137]
1:毛状体及基底层
[0138]
1a:基底层
[0139]
1b:毛状体
[0140]
d:毛状体直径
[0141]
h:毛状体的高度
[0142]
t:毛状体的间隔
[0143]
2:密封树脂层
[0144]
3:基材层
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1