轨道车辆后端墙组装可调压紧工装的制作方法
1.本实用新型涉及轨道车辆,具体涉及一种轨道车辆后端墙组装用可调压紧工装。
背景技术:
2.轨道车辆后端墙组装过程时,如地铁司机室后端墙的组装一般要直接将后端墙墙板搬抬至工作平台,放置在工作平台上进行钻孔、安装,整个过程容易产生震动,造成安装时的位置偏移和划伤等质量问题。而且,后端墙墙板的两个面均需安装配件,安装完正面配件后,安装反面配件时需要人工将后端墙墙板翻转过来再进行安装,费时费力,安装效率低下,操作不规范,易产生产品质量隐患。
技术实现要素:
3.为了解决轨道车辆后端墙组装过程中位置偏移、误差大、划伤、安装效率低的问题,本实用新型提供了一种操作简单方便、安装稳定性高、工作效率高的轨道车辆后端墙组装可调压紧工装。
4.本实用新型所述轨道车辆后端墙组装用可调压紧工装,包括平台框架、翻转框、翻转气缸、滑轨、滑轨气缸、工件压紧框组成;所述翻转框设置在平台框架的上方,长度方向上翻转框的一侧与平台框架的同侧转动连接;平台框架上设有与水平成一定角度的翻转气缸,翻转气缸较低的一端与平台框架转动连接,翻转气缸较高的一端与翻转框转动连接,翻转气缸与翻转框的固定点到翻转框与平台框架连接处之间有一定距离;滑轨沿长度方向固定于翻转框顶面的两侧;工件压紧框组成设置在滑轨上,与滑轨滑动连接;滑轨气缸设置在工件压紧框组成之间,滑轨气缸一端固定在平台框架上,另一端与工件压紧框组成固定连接。
5.进一步地,所述工件压紧框组成包括上定位框、下定位框、安装座、压紧气缸;所述下定位框与滑轨滑动连接,滑轨气缸的一端与下定位框固定连接;所述安装座固定在下定位框的一端,上定位框的同端与安装座转动连接,上定位框与下定位框之间保留容纳工件厚度的距离;压紧气缸沿竖直方向设置在上定位框上方,压紧气缸固定在安装座上;上定位框和下定位框在位于安装座相反的一端设有锁扣,锁扣将上定位框和下定位框之间固定连接。
6.进一步地,所述工件压紧框组成为两个,分别设置在滑轨的两端。
7.进一步地,所述锁扣包括旋转锁片和定位销,所述旋转锁片与上定位框转动连接,旋转锁片上设有敞口的定位孔,定位销固定在下定位框上,所述旋转锁片的定位孔与定位销匹配。
8.进一步地,所述平台框架的中间固定有滑轨气缸定位梁,滑轨气缸的一端与滑轨气缸定位梁固定连接。
9.进一步地,所述翻转框通过侧面设置的折页与平台框架的同侧连接。
10.进一步地,所述上定位框与安装座之间设有转轴,二者通过转轴完成转动连接。
11.进一步地,所述轨道车辆后端墙组装可调压紧工装还包括三个控制开关,分别控制翻转气缸、滑轨气缸和压紧气缸。
12.工作时,首先根据工件的大小,通过控制开关调节滑轨气缸的行程,使两个工件压紧框组成在滑轨上滑动,调节两个工件压紧框组成之间的距离与工件相匹配;将工件放在工件压紧框组成的上定位框和下定位框之间,摆放好位置,将上定位框和下定位框之间的锁扣锁紧;通过控制开关调节压紧气缸的行程,使压紧气缸将工件压紧;对后端墙墙板正面进行配件安装,安装完成后,通过控制开关调节翻转气缸的行程,使翻转框沿侧面的折页相对平台框架转动,转动至后端墙墙板反面达到合适的位置,如90
°
时再对后端墙墙板反面进行配件安装。
13.本实用新型所述轨道车辆后端墙组装用可调压紧工装,可实现工件的自动压紧,对工件钻孔、安装螺钉等操作稳固可靠,防止划伤;可以实现压紧位置的调节,安装误差小,不会造成位置偏移,同时工装具有翻转90
°
的功能,实现产品反面配件的安装,操作简单,提升工作效率,有利于提升轨道车辆后端墙组装过程的规范化作业。
附图说明
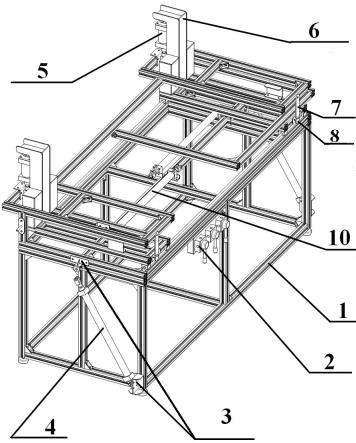
14.图1是本实用新型所述轨道车辆后端墙组装用可调压紧工装的结构图;
15.图2是本实用新型所述轨道车辆后端墙组装用可调压紧工装压紧后端墙墙板的结构图;
16.图3是本实用新型所述轨道车辆后端墙组装用可调压紧工装翻转状态的结构图。
17.1-平台框架;2-控制开关;3-固定支架;4-翻转气缸;5-压紧气缸;6-安装座;7-旋转锁片;8-定位销;9-工件;10-滑动气缸;11-滑轨;12-下定位框;13-翻转框;14-转轴;15-上定位框;16-折页。
具体实施方式
18.下面结合图1至图3对本实用新型所述轨道车辆后端墙组装用可调压紧工装进行详细说明。
19.如图1和图3所示,本实用新型所述轨道车辆后端墙组装用可调压紧工装,包括平台框架1、翻转框13、翻转气缸4、滑轨11、滑轨气缸10、上定位框15、下定位框12、安装座6、压紧气缸5。
20.如图3所示,所述翻转框13与平台框架1长宽相同,长度方向称为“侧”,宽度方向称为“端”。翻转框13紧贴平台框架1上表面设置,翻转框13的一侧与平台框架1的同侧通过折页16连接。从而翻转框13可沿着平台框架1通过折页16转动。
21.如图1所示,平台框架1上设有与水平成一定角度的翻转气缸4,翻转气缸4的两端分别设有固定支架3,固定支架3与翻转气缸4之间通过转轴连接。翻转气缸4下端连接的固定支架3与平台框架1底端的边梁端面固定连接,翻转气缸4上端连接的固定支架3固定在翻转框13端面的中点位置,从而翻转气缸4相对平台框架1及翻转框13均可旋转。当翻转气缸4的行程发生变化时,可使翻转框13沿着平台框架1旋转,从而使翻转框13从水平状态逐渐趋向垂直状态。
22.如图3所示,滑轨11沿长度方向固定于翻转框13顶面的两侧,下定位框12与滑轨11
滑动配合,可沿滑轨11滑动。下定位框12有两个,设置在滑轨11的两端。平台框架1中间设有滑轨气缸固定梁,滑轨气缸10有两个,分别对应两个下定位框12,滑轨气缸10一端固定在滑轨气缸固定梁上,另一端与下定位框12固定连接。当滑轨气缸10进行伸缩时,下定位框12随之在滑轨11上滑动,从而调整两个下定位框12之间的距离,适用于放置不同的工件9,如图2所示。
23.如图1所示,所述安装座6固定在下定位框12的一端,上定位框15的同端与安装座6通过转轴14转动连接,从而上定位框15可沿下定位框12转动。上定位框与15与下定位框12之间保留容纳工件9厚度的距离。当需要放置工件9时,先将上定位框15向上旋转,待将工件9放置到下定位框12时,再将上定位框15旋转回原位。
24.压紧气缸5竖直地固定在安装座6上,位于上定位框15上方,当工件9放置好后,压紧气缸5工作,活塞伸长后可以对工件9进行压紧,达到,定位效果。
25.上定位框15位于安装座9相反的一端设有旋转锁片7,旋转锁片7通过螺钉安装在上定位框15的端面,旋转锁片7与上定位框15之间转动连接,从而旋转锁片7可以在上定位框15端面转动。旋转锁片7上设有定位孔,所述定位孔通向旋转锁片7端面,形成敞口结构,相应地下定位框12位于安装座9相反的一端端面上固定有定位销8,所述旋转锁片7旋转至定位孔套在定位销8上时,完成上定位框15与下定位框12之间的锁闭,从而将放置好的工件9定位。
26.所述轨道车辆后端墙组装可调压紧工装还包括三个控制开关2,固定在平台框架1上,分别控制翻转气缸4、滑轨气缸10和压紧气缸5。
27.工作时,首先根据工件9的大小,通过控制开关2调节滑轨气缸10的行程,使两个下定位框15在滑轨11上滑动,调节两个下定位框15之间的距离使其与工件9相匹配;向上打开上定位框15,将工件9放在上定位,15和下定位框12之间,摆放好位置,向下旋转上定位框15至水平使其压在工件9上,将上定位框15上的旋转锁片7的定位孔转至下定位框12上的定位销8处,从而将上定位框15和下定位框12定位;通过控制开关2调节压紧气缸5的行程,使压紧气缸5将工件9压紧;对工件9正面进行配件安装,安装完成后,通过控制开关2调节翻转气缸4的行程,使翻转框13沿侧面的折页16相对平台框架1转动,转动至后端墙墙板反面达到合适的位置,再对后端墙墙板反面进行配件安装。
28.本实用新型所述轨道车辆后端墙组装用可调压紧工装,可实现产品的自动压紧,对产品钻孔、安装螺钉等操作稳固可靠,可以实现压紧位置的调节,安装误差小,不会造成位置偏移,同时工装具有翻转90度的功能,实现产品反面配件的安装,操作简单,提升工作效率,有利于提升轨道车辆后端墙组装过程的规范化作业。
29.以上所述,仅是本实用新型的较佳实施例而已,并非是对本实用新型作其它形式的限制,任何熟悉本专业的技术人员可能利用上述揭示的技术内容加以变更或改型为等同变化的等效实施例。但是凡是未脱离本实用新型技术方案内容,依据本实用新型的技术实质对以上实施例所作的任何简单修改、等同变化与改型,仍属于本实用新型技术方案的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1