对电磁阀先导体进行组装的机构及其控制方法与流程
1.本发明涉及电磁阀先导体装配设备技术领域,具体涉及一种对电磁阀先导体进行组装的机构及其控制方法。
背景技术:
2.电磁阀是用电磁控制的工业设备,是用来控制流体的自动化基础元件,属于执行器,并不限于液压、气动。在我们的日常生活中应用十分广泛。电磁阀的电磁阀先导体在安装按钮的同时需要安装小钢片。目前传统技术常用人工安装的话存在劳动强度高、效率低和质量稳定性差的缺陷。
技术实现要素:
3.本发明主要解决现有技术中存在劳动强度高、效率低和质量稳定性差的不足,提供了一种对电磁阀先导体进行组装的机构及其控制方法,其具有结构紧凑、功能齐全、省时省力和效率高的特点。解决了人工装配过程质量稳定性差的问题。
4.本发明的上述技术问题主要是通过下述技术方案得以解决的:一种对电磁阀先导体进行组装的机构,包括小钢片上料机构,所述的小钢片上料机构前端设有先导体回转组件,所述的先导体回转组件上方设有与小钢片上料机构相活动式触接的小钢片夹取装配组件,所述的先导体回转组件侧边设有旋转插入组件。
5.作为优选,所述的先导体回转组件包括回转盘,所述的回转盘上端设有置物架,所述的置物架的两端均设有与置物架相卡嵌式套接的先导体,所述的回转盘下端设有贯穿回转盘且与置物架相连接固定的回转气缸。
6.作为优选,所述的小钢片夹取装配组件与旋转插入组间设有与先导体回转组件相活动式压接的压紧导向组件。所述的压紧导向组件包括压紧导向支架,所述的压紧导向支架上设有与先导体相压接的压紧导向块,所述的压紧导向块上端与压紧导向支架间设有压紧气缸。
7.作为优选,所述的旋转插入组件包括按钮装配横移气缸,所述的按钮装配横移气缸上设有旋转气缸,所述的旋转气缸与按钮装配横移气缸间设有按钮装配横移连接架,所述的旋转气缸前端设有按钮装配压紧气缸,所述的按钮装配压紧气缸与旋转气缸间设有与旋转气缸相移动式连接固定的按钮装配块,所述的按钮装配块前端与先导体间设有与先导体相插嵌连接的按钮,所述的按钮装配块与旋转气缸间设有旋转止位块,所述的旋转气缸前端上部设有与旋转止位块相活动式触接的装配行程限位座,所述的旋转气缸后端下部设有与旋转止位块相活动式触接的旋转限位座。
8.作为优选,所述的小钢片夹取装配组件包括小钢片夹取装配机架,所述的小钢片夹取装配机架上部前端设有小钢片夹取横移气缸,所述的小钢片夹取横移气缸侧端设有小钢片夹取横移支架,所述的小钢片夹取横移支架下端设有小钢片夹取气缸,所述的小钢片夹取气缸与小钢片夹取横移支架间设有小钢片夹取升降气缸,所述的小钢片夹取气缸上方
设与小钢片夹取升降气缸相螺栓连接固定的小钢片插入气缸,所述的小钢片夹取气缸上端设有与小钢片插入气缸相活动式触接的插入顶杆。
9.作为优选,所述的小钢片夹取横移气缸下方设与小钢片夹取横移支架相滑动式插嵌连接的小钢片夹取导轨,所述的小钢片夹取导轨两端均设有与小钢片夹取横移支架相活动式触接的小钢片夹取横移位置传感器。
10.作为优选,所述的小钢片上料机构包括钢带出料槽,所述的钢带出料槽与小钢片夹取装配组件间设有小钢片切料组件,所述的钢带出料槽下端设有振荡器,所述的钢带出料槽后端设有螺旋供料罐,所述的螺旋供料罐上方设有钢带检测仪。
11.作为优选,所述的小钢片切料组件包括切料支撑架,所述的切料支撑架上设有与钢带出料槽相连通的切料座,所述的切料座与切料支撑架间设有切料横移气缸,所述的切料座上端设有切料块。
12.一种对电磁阀先导体进行组装的机构的控制方法,包括如下操作步骤:第一步:将先导体放置到置物架上,通过固定在回转盘下方的回转气缸驱动置物架上的先导体回转至压紧导向组件下方。
13.第二步:压紧导向支架上的压紧气缸带动压紧导向块将先导体压紧固定在置物架。
14.第三步:旋转插入组件将按钮装配到先导体上,同时小钢片夹取装配组件夹取小钢片上料机构上的小钢片至压紧导向块上方,完成先导体、小钢片和按钮的装配过程。
15.旋转插入组件通过旋转气缸带动按钮装配块旋转至旋转止位块与装配行程限位座触接,放置上按钮,接着按钮装配横移气缸带动旋转气缸前进至先导体侧边,同时旋转气缸带动按钮装配块旋转至旋转止位块与旋转限位座触接;然后按钮装配压紧气缸收缩驱动按钮装配块将按钮装配至先导体上,此时旋转止位块与装配行程限位座触接进行行程限位。
16.小钢片夹取装配组件采用小钢片夹取横移气缸驱动小钢片夹取横移支架上的小钢片夹取气缸将小钢片上料机构上的小钢片进行夹取,通过小钢片夹取升降气缸实现对小钢片夹取气缸的高度控制,小钢片夹取横移支架的横移行程通过小钢片夹取导轨两侧的小钢片夹取横移位置传感器进行限位控制;当小钢片夹取气缸将小钢片夹至压紧导向块上方后,小钢片夹取升降气缸下降使得小钢片在压紧导向块上端,接着小钢片插入气缸顶升,使得插入顶杆推动小钢片贯穿压紧导向块装配到先导体内。
17.第四步:旋转插入组件上的按钮装配压紧气缸拉伸至旋转止位块与旋转限位座触接,使得按钮装配块脱离装配完成的按钮,同时按钮装配横移气缸带动旋转气缸后退,此时回转气缸驱动置物架上的先导体回转,将装配完成的先导体送出,并将未装配的先导体送入,然后旋转气缸带动按钮装配块旋转至旋转止位块与装配行程限位座触接,放置上按钮。
18.作为优选,小钢片上料机构采用振荡器将螺旋供料罐内的钢带沿着钢带出料槽送至小钢片切料组件处,通过钢带检测仪检测螺旋供料罐内的钢带是否需要添加;钢带到小钢片切料组件后,切料支撑架上的切料横移气缸驱动切料座滑动,使得切料块完成对钢带切压呈小钢片。
19.本发明能够达到如下效果:本发明提供了一种对电磁阀先导体进行组装的机构及其控制方法,与现有技术相
比较,具有结构紧凑、功能齐全、省时省力和效率高的特点。解决了人工装配过程质量稳定性差的问题。
附图说明
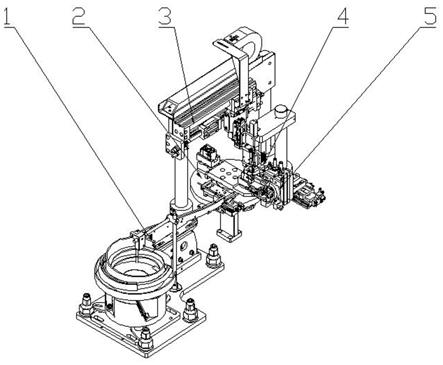
20.图1是本发明的结构示意图。
21.图2是本发明的侧视结构示意图。
22.图3是本发明的旋转插入组件的立体结构示意图。
23.图4是本发明的旋转插入组件的侧视结构示意图。
24.图5是本发明的小钢片上料机构的结构示意图。
25.图6是本发明的小钢片切料组件的结构示意图。
26.图7是本发明的小钢片夹取装配组件的结构示意图。
27.图8是本发明的先导体回转组的立体结构示意图。
28.图9是本发明的先导体回转组的正视结构示意图。
29.图中:小钢片上料机构1,先导体回转组件2,小钢片夹取装配组件3,压紧导向组件4,旋转插入组件5,压紧气缸6,压紧导向块7,压紧导向支架8,按钮9,按钮装配块10,装配行程限位座11,旋转气缸12,按钮装配横移连接架13,按钮装配横移气缸14,旋转限位座15,旋转止位块16,按钮装配压紧气缸17,螺旋供料罐18,钢带检测仪19,钢带出料槽20,振荡器21,小钢片切料组件22,切料座23,切料块24,切料横移气缸25,切料支撑架26,小钢片夹取导轨27,小钢片夹取横移气缸28,小钢片夹取横移支架29,小钢片夹取横移位置传感器30,小钢片夹取装配机架31,小钢片插入气缸32,插入顶杆33,小钢片夹取气缸34,小钢片夹取升降气缸35,回转盘36,先导体37,置物架38,回转气缸39。
具体实施方式
30.下面通过实施例,并结合附图,对发明的技术方案作进一步具体的说明。
31.实施例:如图1-9所示,一种对电磁阀先导体进行组装的机构,包括小钢片上料机构1,小钢片上料机构1前端设有先导体回转组件2,先导体回转组件2上方设有与小钢片上料机构1相活动式触接的小钢片夹取装配组件3,先导体回转组件2侧边设有旋转插入组件5。
32.小钢片上料机构1包括钢带出料槽20,钢带出料槽20与小钢片夹取装配组件3间设有小钢片切料组件22,小钢片切料组件22包括切料支撑架26,切料支撑架26上设有与钢带出料槽20相连通的切料座23,切料座23与切料支撑架26间设有切料横移气缸25,切料座23上端设有切料块24。钢带出料槽20下端设有振荡器21,钢带出料槽20后端设有螺旋供料罐18,螺旋供料罐18上方设有钢带检测仪19。
33.先导体回转组件2包括回转盘36,回转盘36上端设有置物架38,置物架38的两端均设有与置物架38相卡嵌式套接的先导体37,回转盘36下端设有贯穿回转盘36且与置物架38相连接固定的回转气缸39。
34.小钢片夹取装配组件3包括小钢片夹取装配机架31,小钢片夹取装配机架31上部前端设有小钢片夹取横移气缸28,小钢片夹取横移气缸28下方设与小钢片夹取横移支架29相滑动式插嵌连接的小钢片夹取导轨27,小钢片夹取导轨27两端均设有与小钢片夹取横移
支架29相活动式触接的小钢片夹取横移位置传感器30。小钢片夹取横移气缸28侧端设有小钢片夹取横移支架29,小钢片夹取横移支架29下端设有小钢片夹取气缸34,小钢片夹取气缸34与小钢片夹取横移支架29间设有小钢片夹取升降气缸35,小钢片夹取气缸34上方设与小钢片夹取升降气缸35相螺栓连接固定的小钢片插入气缸32,小钢片夹取气缸34上端设有与小钢片插入气缸32相活动式触接的插入顶杆33。
35.小钢片夹取装配组件3与旋转插入组5间设有与先导体回转组件2相活动式压接的压紧导向组件4。压紧导向组件4包括压紧导向支架8,压紧导向支架8上设有与先导体37相压接的压紧导向块7,压紧导向块7上端与压紧导向支架8间设有压紧气缸6。
36.旋转插入组5件包括按钮装配横移气缸14,按钮装配横移气缸14上设有旋转气缸12,旋转气缸12与按钮装配横移气缸14间设有按钮装配横移连接架13,旋转气缸12前端设有按钮装配压紧气缸17,按钮装配压紧气缸17与旋转气缸12间设有与旋转气缸12相移动式连接固定的按钮装配块10,按钮装配块10前端与先导体37间设有与先导体37相插嵌连接的按钮9,按钮装配块10与旋转气缸12间设有旋转止位块16,旋转气缸12前端上部设有与旋转止位块16相活动式触接的装配行程限位座11,旋转气缸12后端下部设有与旋转止位块16相活动式触接的旋转限位座15。
37.一种对电磁阀先导体进行组装的机构的控制方法,包括如下操作步骤:第一步:将先导体37放置到置物架38上,通过固定在回转盘36下方的回转气缸39驱动置物架38上的先导体37回转至压紧导向组件4下方。
38.第二步:压紧导向支架8上的压紧气缸6带动压紧导向块7将先导体37压紧固定在置物架38。
39.第三步:旋转插入组件5将按钮9装配到先导体37上,同时小钢片夹取装配组件3夹取小钢片上料机构1上的小钢片至压紧导向块7上方,完成先导体37、小钢片和按钮9的装配过程。
40.旋转插入组件5通过旋转气缸12带动按钮装配块10旋转至旋转止位块16与装配行程限位座11触接,放置上按钮9,接着按钮装配横移气缸14带动旋转气缸12前进至先导体37侧边,同时旋转气缸12带动按钮装配块10旋转至旋转止位块16与旋转限位座15触接。然后按钮装配压紧气缸17收缩驱动按钮装配块10将按钮9装配至先导体37上,此时旋转止位块16与装配行程限位座11触接进行行程限位。
41.小钢片上料机构1采用振荡器21将螺旋供料罐18内的钢带沿着钢带出料槽20送至小钢片切料组件22处,通过钢带检测仪19检测螺旋供料罐18内的钢带是否需要添加。钢带到小钢片切料组件22后,切料支撑架26上的切料横移气缸25驱动切料座23滑动,使得切料块24完成对钢带切压呈小钢片。
42.小钢片夹取装配组件3采用小钢片夹取横移气缸28驱动小钢片夹取横移支架29上的小钢片夹取气缸34将小钢片上料机构1上的小钢片进行夹取,通过小钢片夹取升降气缸33实现对小钢片夹取气缸34的高度控制,小钢片夹取横移支架29的横移行程通过小钢片夹取导轨27两侧的小钢片夹取横移位置传感器30进行限位控制;当小钢片夹取气缸(34)将小钢片夹至压紧导向块(7)上方后,小钢片夹取升降气缸33下降使得小钢片在压紧导向块7上端,接着小钢片插入气缸32顶升,使得插入顶杆33推动小钢片贯穿压紧导向块7装配到先导体37内。
43.第四步:旋转插入组件5上的按钮装配压紧气缸17拉伸至旋转止位块16与旋转限位座15触接,使得按钮装配块10脱离装配完成的按钮9,同时按钮装配横移气缸14带动旋转气缸12后退,此时回转气缸39驱动置物架38上的先导体37回转,将装配完成的先导体37送出,并将未装配的先导体37送入,然后旋转气缸12带动按钮装配块10旋转至旋转止位块16与装配行程限位座11触接,放置上按钮9。
44.综上所述,该对电磁阀先导体进行组装的机构及其控制方法,具有结构紧凑、功能齐全、省时省力和效率高的特点。解决了人工装配过程质量稳定性差的问题。
45.以上所述仅为本发明的具体实施例,但本发明的结构特征并不局限于此,任何本领域的技术人员在本发明的领域内,所作的变化或修饰皆涵盖在本发明的专利范围之中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1