一种用于搅拌臂耐磨条焊接的智能机械臂的制作方法
1.本发明涉及焊接机械臂技术领域,尤其涉及一种用于搅拌臂耐磨条焊接的智能机械臂。
背景技术:
2.焊接机械臂替代人工焊接,在制造业得到广泛应用,焊接机械臂的运行稳定,焊接质量高,得益于程序控制的焊道设计,而编制程序一般不能一步到位,要在机械手焊接过程中不断检验和修改程序,调整焊接参数及焊枪姿态等,才会形成一个好程序,这过程对专业技术人员要求较高,大大限制了推广和应用。
3.机械臂按设置好的程序运行,焊枪的移动轨迹是固定的,除非修改程序,这就要求所焊接零件必须固定在指定位置,保持特定的角度,而且批量生产时还要求各焊接零件形状保持一致,否则,无法保证焊接质量,严重的会造成撞机。
4.我司生产的搅拌臂,需在其表面堆焊耐磨条纹,因批量大,各个搅拌臂为毛坯件,形状无法完全控制一致,焊接过程需要经常修改程序,而且搅拌臂笨重,搬运、定位、校准困难,利用机械臂焊接很不方便,据此,为了实现无需定位即可对搅拌臂进行焊接,本技术提出一种用于搅拌臂耐磨条焊接的智能机械臂。
技术实现要素:
5.本发明的目的是为了解决现有技术中存在的缺点,而提出的一种用于搅拌臂耐磨条焊接的智能机械臂。
6.为了实现上述目的,本发明采用了如下技术方案:
7.一种用于搅拌臂耐磨条焊接的智能机械臂,包括机械臂本体,机械臂本体设置有伺服电机,伺服电机的输出轴固定连接有电控转动的末端关节,所述末端关节的端部固定连接有变坐标台,变坐标台的上表面固定连接有焊枪,变坐标台的下表面固定连接有定坐标台,定坐标台的下表面滑动连接有若干采集探杆,定坐标台的内部设置有正负压腔,所述变坐标台的内部设置有位移检测器,采集探杆的顶端延伸至所述正负压腔内,位移检测器测量采集探杆顶端的坐标值。
8.优选地,所述定坐标台的侧面设置有供气管,正负压腔内设置有气压传感器,采集探杆的底端开设有排气嘴,采集探杆位于正负压腔的一段表面开设有进气孔,所述进气孔与排气嘴连通。
9.优选地,所述若干个采集探杆呈矩型阵列设置在定坐标台的下部,各个采集探杆的长度相等。
10.优选地,所述位移检测器包括标尺光栅和光栅读数头,变坐标台的下表面开设有安装槽,标尺光栅固定连接在安装槽的内壁,采集探杆的顶端固定连接有支撑光杆,支撑光杆延伸至安装槽内,且光栅读数头固定在支撑光杆的顶端。
11.优选地,所述位移检测器的数量与采集探杆相等,且一一对应。
12.优选地,所述焊枪与外部的焊机连接的线管,以及供气管均活动绑扎在机械臂本体上,随机械臂本体活动。
13.本发明具有以下有益效果:
14.1、该用于搅拌臂耐磨条焊接的智能机械臂,通过设置矩阵布置的采集探杆,焊接前,焊接机械臂下压搅拌臂,采集探杆伸缩量改变,生成搅拌臂表面的轮廓坐标点,焊枪按采集的坐标点移动,焊接出耐磨条纹,该设计即使是大批量生产,各个搅拌臂表面有轮廓的差异,以及各搅拌臂放置的角度有偏差,因每次焊接前都进行采集,实时更新坐标,实现无需定位和校准位置,也能进行焊接的效果。
15.2、该用于搅拌臂耐磨条焊接的智能机械臂,密集设置的采集探杆,可以完全覆盖搅拌臂待焊区域,坐标采集更新速度快,整个待焊区域的数据都采集到,便于计算出准确的焊接耐磨条纹的准确位置,焊接质量有保证,焊枪与搅拌臂的距离易控制,机械臂自动焊接可靠,有效避免撞机,这种设计有实时采集的坐标系作反馈数据,使机械臂的运行系统形成闭合控制系统,工作更加安全可靠。
16.3、该用于搅拌臂耐磨条焊接的智能机械臂,通过在定坐标台内设置正负压腔,利用供气管对正负压腔注气或抽气,方便控制采集探杆的伸缩,而且采集探杆伸缩量不同的情况下,由采集探杆传递出去的压力相等,避免局部区域采集探杆阻力过大,而造成未固定的搅拌臂被意外顶推偏移,干扰数据的采集,不仅如此,采集探杆底端的排气嘴吹出气流,对搅拌臂表面的灰尘、异物进行吹扫,进一步提高数据采集的精准性。
附图说明
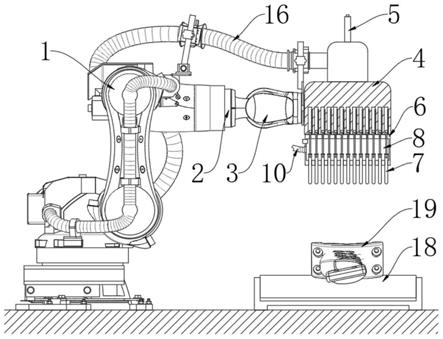
17.图1为本发明提出的整体结构示意图;
18.图2为本发明提出的变坐标台和定坐标台正剖结构示意图;
19.图3为图2中的a处结构放大示意图;
20.图4为本发明提出的定坐标台结构示意图;
21.图5为本发明提出的焊枪焊接路径示意图;
22.图6为本发明背景技术提出的搅拌臂示意图。
23.图中:1机械臂本体、2伺服电机、3末端关节、4变坐标台、5焊枪、6定坐标台、7采集探杆、8正负压腔、9位移检测器、10供气管、11排气嘴、12进气孔、13标尺光栅、14光栅读数头、15支撑光杆、16线管、17气压传感器、18传送带、19搅拌臂、20耐磨条纹、21焊接路径线。
具体实施方式
24.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
25.在本发明的描述中,需要理解的是,术语“上”、“下”、“前”、“后”、“左”、“右”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
26.参照图1-6,一种用于搅拌臂耐磨条焊接的智能机械臂,包括机械臂本体1,机械臂本体1设置有伺服电机2,伺服电机2的输出轴固定连接有电控转动的末端关节3,末端关节3
的端部固定连接有变坐标台4,变坐标台4的上表面固定连接有焊枪5,变坐标台4的下表面固定连接有定坐标台6,定坐标台6的下表面滑动连接有若干采集探杆7,若干个采集探杆7呈矩型阵列设置在定坐标台6的下部,各个采集探杆7的长度相等,定坐标台6的内部设置有正负压腔8,变坐标台4的内部设置有位移检测器9,采集探杆7的顶端延伸至正负压腔8内。
27.定坐标台6的侧面设置有供气管10,正负压腔8内设置有气压传感器17,采集探杆7的底端开设有排气嘴11,采集探杆7位于正负压腔8的一段表面开设有进气孔12,进气孔12与排气嘴11连通。
28.位移检测器9包括标尺光栅13和光栅读数头14,变坐标台4的下表面开设有安装槽,标尺光栅13固定连接在安装槽的内壁,采集探杆7的顶端固定连接有支撑光杆15,支撑光杆15延伸至安装槽内,且光栅读数头14固定在支撑光杆15的顶端。
29.位移检测器9的数量与采集探杆7相等,且一一对应,位移检测器9测量采集探杆7顶端的坐标值,各个采集探杆7拥有独立的坐标值,焊枪5与外部的焊机连接的线管16,以及供气管10均活动绑扎在机械臂本体1上,随机械臂本体1活动。
30.需要说明的是,参照图5,定坐标台6的两个相邻边分别为x轴、y轴方向的坐标,是相对定坐标台6确定的(即相对坐标:x1,y1),与位移检测器9检测的高度坐标h构成三维坐标系(x1,y1,h1),机械臂本体1自身的机械坐标系(x,y,h),那么,检测点1#相对机械臂本体的零点坐标增量为[(x+x1),(y+y1),(h+h1)],同理,可以计算出检测点2#、3#、4#、5#的坐标系,伺服电机转动180
°
,焊枪5竖直向下,且位置位于0#位置(焊枪5与定坐标台6呈竖直对称设置,避开高度坐标h不谈,在同水平面内,0#点也为焊枪5的初始位置),机械臂本体1控制焊枪5,参考各检测点的坐标系,沿焊接路径线21移动,即可堆焊出耐磨条纹20。
[0031]
本实施例中,还设置有传送带18,搅拌臂19由传送带18输送至该机械臂附近,焊接前,焊接机械臂控制顶坐标台6竖直下压搅拌臂19,矩阵布置的采集探杆7接触搅拌臂19的表面,其伸缩量改变,生成搅拌臂19表面的轮廓坐标点,焊枪按采集的坐标点移动,焊接出耐磨条纹20,该设计即使是大批量生产,各个搅拌臂19表面有轮廓的差异,以及各搅拌臂19放置的角度有偏差,因每次焊接前都进行采集,实时更新坐标,实现无需定位和校准位置,也能进行焊接的效果。
[0032]
采集探杆7的伸缩,是利用供气管10对正负压腔8注气或抽气,由于搅拌臂19的表面是高低不规则的弧面,与接触的采集探杆7伸缩量也不同,由采集探杆7传递出去的压力相等,避免局部区域采集探杆7压力过大,而造成未固定的搅拌臂19被意外顶推偏移,干扰数据的采集,不仅如此,采集探杆7底端的排气嘴11吹出气流,对搅拌臂19表面的灰尘、异物进行吹扫,进一步提高数据采集的精准性,或采集数据后,对采集探杆7的底部有气流的吹扫,进行自清洁,方便循环使用。
[0033]
以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1