一种精确定位的均热板冲压装置的制作方法
1.本实用新型涉及热导领域,具体涉及一种精确定位的均热板冲压装置。
背景技术:
2.均温板真空腔底部的液体在吸收芯片热量后,蒸发扩散至真空腔内,将热量传导至散热鳍片上,随后冷凝为液体回到底部。这种类似冰箱空调的蒸发、冷凝过程在真空腔内快速循环,实现了相当高的散热效率。现有的均温板因精准定位要求较高而均采用单片生产,一般先将单片均温板切割成型,再将其放置于治具中,进行除气口冲压成型,生产效率低。
技术实现要素:
3.本实用新型的目的在于提供一种精确定位的均热板冲压装置,以解决现有的均温板生产效率低的问题。
4.为实现上述目的,本实用新型提供如下技术方案:
5.一种精确定位的均热板冲压装置,包括相对设置的上夹板和下模板,所述料板位于中间,所述的下模板上开设有定位槽,所述定位槽内放置底座,底座上设置有定位柱,所述料板通过该定位柱设置于底座上,所述料板包括外边框、将外边框所围区域分割的内框以及于内框内通过连接颈连接设置的均温板;所述上夹板由液压装置带动,上夹板的下表面在与连接颈对应处排列设置切刀和除气口模芯,所述切刀相比于除气口模芯更靠近内框;上夹板的下表面在与均温板对应处设置可通断的吸盘;上夹板的下表面在与外边框对应处设置可通断的副吸盘。
6.作为优选,所述的吸盘和副吸盘分别与可通断的抽气装置连通。
7.作为优选,所述底座上在与切刀对应处设置有切刀孔,底座上在与除气口模芯对应处设置有除气口凹槽。
8.作为优选,所述的除气口模芯两侧设置有压块,所述压块高度小于除气口模芯。
9.作为优选,所述底座侧壁设置安装孔,所述下模板上穿设有插入安装孔的插销。
10.作为优选,所述的下模板上设置有插入上夹板的导柱。
11.作为优选,所述导柱外壁设置有沿导柱轴向的凸棱。
12.与现有技术相比,本实用新型至少能产生以下一种有益效果:
13.本实用新型实现了整版的均温板除气口成型、切割分离、产品收集,提高生产效率。
附图说明
14.图1为本实用新型的结构示意图。
15.图2为本实用新型底座结构示意图。
16.图3为本实用新型下模板结构示意图。
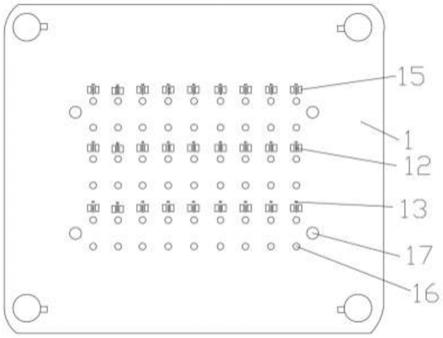
17.图4为本实用新型上夹板结构示意图。
具体实施方式
18.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限定本实用新型。
19.图1、图2、图3、图4示出了此种一种精确定位的均热板冲压装置的结构,下面结合图例列举几个实施例。
20.实施例1:
21.一种精确定位的均热板冲压装置,包括相对设置的上夹板1和下模板3,所述料板2位于中间,所述的下模板3上开设有定位槽,所述定位槽内放置底座4,底座4上设置有定位柱5,所述料板2通过该定位柱5设置于底座4上,所述料板2包括外边框21、将外边框21所围区域分割的内框22以及于内框22内通过连接颈24连接设置的均温板23;所述上夹板1由液压装置带动,上夹板1的下表面在与连接颈24对应处排列设置切刀12和除气口模芯13,所述切刀12相比于除气口模芯13更靠近内框22;上夹板1的下表面在与均温板23对应处设置可通断的吸盘16;上夹板1的下表面在与外边框21对应处设置可通断的副吸盘17。
22.为了便于后续生产,均温板整板按照均温板的形状经切割出多个均温板后,即料板。均温板23与废料框依然保持连接,在料板经过一些中间过程后,需将均温板23与废料框分离。先将料板2通过定位柱5放置在底座4上后,将底座4置于下模板3的定位槽内,即可对料板2于模具中的位置进行限定。上夹板1运动,除气口模芯13用于在连接颈24上成型出除气口,除气口是用于后续的抽真空工序。于此同时,切刀12对连接颈24切割即可将均温板23从内框22上分离。同时利用可通断的吸盘16将均温板23吸起,即可对多个均温板23同时收集,上夹板1进行运动通过副吸盘17将废料外边框21吸起即可对废料收集。其中吸盘16和副吸盘17可采用多种形式形成通断,例如电磁铁、抽气阀等,优选是将吸盘16和副吸盘17分别与可通断的抽气装置连通,抽气即形成负压进行吸附,停止抽气即释放。本装置实现了整版的均温板除气口成型、切割分离、产品收集,提高生产效率。
23.实施例2:
24.在所述实施例1的基础上,进一步限定,所述底座4上在与切刀12对应处设置有切刀孔6,底座4上在与除气口模芯13对应处设置有除气口凹槽14,用于切刀12下压连接颈24将其切断后为切刀孔6提供缓冲前进余量,对切刀12进行保护;除气口凹槽14用于除气口模芯13下压使连接颈24上形成除气口。
25.实施例3:
26.在所述实施例2的基础上,进一步限定,所述的除气口模芯13两侧设置有压块15,所述压块15高度小于除气口模芯13。连接颈24在除气口模芯13作用下压形成除气口时,连接颈24两侧存在轻微上翘,压块15用于在除气口成型后对连接颈24两侧下压以平整。
27.实施例4:
28.在所述实施例1的基础上,进一步限定,所述底座4侧壁设置安装孔7,所述下模板3上穿设有插入安装孔7的插销8,使底座4与下模板3之间紧密连接。
29.最优实施例:
30.在所述实施例1的基础上,进一步限定,所述的下模板3上设置有插入上夹板1的导柱9,所述导柱9外壁设置有沿导柱9轴向的凸棱10。进一步提高切刀12的切断精准度。
31.在本说明书中所谈到多个解释性实施例,指的是结合该实施例描述的具体结构包括在本申请概括性描述的至少一个实施例中。在说明书中多个地方出现同种表述不是一定指的是同一个实施例。进一步来说,结合任意一实施例描述一个结构时,所要主张的是结合其他实施例来实现这种结构落在本实用新型的范围内。
技术特征:
1.一种精确定位的均热板冲压装置,包括相对设置的上夹板(1)和下模板(3),料板(2)位于中间,其特征在于:所述的下模板(3)上开设有定位槽,所述定位槽内放置底座(4),底座(4)上设置有定位柱(5),所述料板(2)通过该定位柱(5)设置于底座(4)上,所述料板(2)包括外边框(21)、将外边框(21)所围区域分割的内框(22)以及于内框(22)内通过连接颈(24)连接设置的均温板(23);所述上夹板(1)由液压装置带动,上夹板(1)的下表面在与连接颈(24)对应处排列设置切刀(12)和除气口模芯(13),所述切刀(12)相比于除气口模芯(13)更靠近内框(22);上夹板(1)的下表面在与均温板(23)对应处设置可通断的吸盘(16);上夹板(1)的下表面在与外边框(21)对应处设置可通断的副吸盘(17)。2.根据权利要求1所述的一种精确定位的均热板冲压装置,其特征在于:所述的吸盘(16)和副吸盘(17)分别与可通断的抽气装置连通。3.根据权利要求1所述的一种精确定位的均热板冲压装置,其特征在于:所述底座(4)上在与切刀(12)对应处设置有切刀孔(6),底座(4)上在与除气口模芯(13)对应处设置有除气口凹槽(14)。4.根据权利要求3所述的一种精确定位的均热板冲压装置,其特征在于:所述的除气口模芯(13)两侧设置有压块(15),所述压块(15)高度小于除气口模芯(13)。5.根据权利要求1所述的一种精确定位的均热板冲压装置,其特征在于:所述底座(4)侧壁设置安装孔(7),所述下模板(3)上穿设有插入安装孔(7)的插销(8)。6.根据权利要求1所述的一种精确定位的均热板冲压装置,其特征在于:所述的下模板(3)上设置有插入上夹板(1)的导柱(9)。7.根据权利要求6所述的一种精确定位的均热板冲压装置,其特征在于:所述导柱(9)外壁设置有沿导柱(9)轴向的凸棱(10)。
技术总结
本实用新型涉及热导领域,具体涉及一种精确定位的均热板冲压装置。包括相对设置的上夹板和下模板,所述料板位于中间,所述的下模板上开设有定位槽,所述定位槽内放置底座,底座上设置有定位柱,所述料板通过该定位柱设置于底座上,所述料板包括外边框、将外边框所围区域分割的内框以及于内框内通过连接颈连接设置的均温板;所述上夹板由液压装置带动,上夹板的下表面在与连接颈对应处排列设置切刀和除气口模芯,切刀相比于除气口模芯更靠近内框;上夹板的下表面在与均温板对应处设置可通断的吸盘;上夹板的下表面在与外边框对应处设置可通断的副吸盘。本实用新型实现了整版的均温板除气口成型、切割分离、产品收集,提高生产效率。效率。效率。
技术研发人员:丁幸强 谢毅 赵江虎
受保护的技术使用者:嵊州天脉导热科技有限公司
技术研发日:2021.09.01
技术公布日:2022/3/1
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1