一种自动翻边机的制作方法
1.本发明涉及冷弯成型设备技术领域,特别是一种自动翻边机。
背景技术:
2.目前,市面上对筒形金属壳体进行翻边的装置在使用时,需要将筒形金属壳体的轴线立起,并且将撑紧筒形金属壳体内壁的转动盘伸入至筒形金属壳体的筒腔中,之后转动盘带动筒形金属壳体转动,以致使处于筒形金属壳体的底边上的翻边组件在位移时可实现对筒形金属壳体的底边进行翻边处理。现有这样结构的翻边装置在使用时要将筒形金属壳体的轴线立起进行冷弯成型,这导致了在对一些较长的筒形金属壳体进行翻边成型时,工件的安装十分不方便,而转动盘在使用时需要撑紧筒形金属壳体,结构较为复杂,因此亟需对现有的翻边机进行改进。
技术实现要素:
3.本发明的目的在于提供一种自动翻边机,该自动翻边机具有结构简单、设计科学、使用方便,可适用于对不同长度和口径的工件进行翻边处理等优点。
4.本发明的技术方案是这样实现的:一种自动翻边机,包括机架、翻边成型装置和转动驱动装置;翻边成型装置和转动驱动装置均安装在机架上,机架的长度方向为左右方向,在水平面上与左右方向垂直的方向为前后方向,垂直于水平面的方向为上下方向;其特征在于:所述翻边成型装置包括夹压机构、承托机构和翻边机构;其中:
5.所述夹压机构包括可相对于机架转动的上夹压轮和下夹压轮,所述承托机构包括可相对于机架转动的前承托辊和后承托辊,上夹压轮、下夹压轮处于前承托辊与后承托辊之间,且下夹压轮、前承托辊和后承托辊各自的转动轴线均沿左右方向布设,上夹压轮的转动轴线与前后方向垂直;
6.所述翻边机构包括翻边驱动件、摆动组件和翻边压轮,所述摆动组件处于夹压机构的侧旁,在摆动组件上设有从上至下朝向下夹压轮方向摆动的摆动件;所述翻边压轮可转动地安装在摆动件上,且翻边压轮的转动轴线与前后方向垂直;所述翻边驱动件的一端可相对于机架转动,翻边驱动件的另一端与摆动组件的摆动件可转动连接,以致翻边驱动件可带动摆动件摆动致使翻边压轮与夹压机构配合作翻边成型动作;
7.所述转动驱动装置用于带动下夹压轮转动。
8.通过采用上述技术方案,在使用时,筒形金属件横向放置在下夹压轮、前承托辊和后承托辊三者形成的凹位中,并使得翻边机构的翻边压轮轴线沿左右方向布设地伸入至筒形金属件的筒腔内,翻边机构的翻边压轮的周向面与筒形金属件的内腔壁相接触;之后,翻边成型装置的夹压机构的上夹压轮穿入筒形金属件的筒腔内,使上夹压轮与下夹压轮配合对筒形金属件上靠近其边缘的位置进行夹压;之后,转动驱动装置启动带动下夹压轮转动而致筒形金属件转动;最后,翻边机构的翻边驱动件启动使摆动组件摆动,致使翻边压轮逐渐往下夹压轮方向摆动使筒形金属件的边缘逐渐向外翻弯折成型。本技术方案这样的设
计,在使用时不需将筒形金属件的轴线立起摆放,也不需要撑紧筒形金属件的筒腔,安装十分方便,结构也十分简单。
9.进一步地,所述夹压机构还包括夹压驱动件和安装杆,所述安装杆的一端可相对于机架转动,在安装杆的另一端可转动地安装有所述上夹压轮;所述夹压驱动件呈倾斜设置,夹压驱动件的一端可相对于机架转动,夹压驱动件的另一端与安装杆可转动连接。
10.进一步地,所述翻边机构的摆动组件还包括安装架和摆臂,所述安装架设置在夹压机构的侧旁;所述摆臂的一端与摆动件连接,摆臂的另一端与安装架可转动连接,摆臂相对于安装架转动的转动轴线沿前后方向设置,摆臂的转动轴线还靠近上夹压轮设置。
11.进一步地,所述翻边成型装置有2个,2个翻边成型装置沿左右方向呈相对设置,翻边成型装置的翻边机构处于其夹压机构背向另一翻边成型装置的那一侧旁。
12.进一步地,2个翻边成型装置均通过间距调整机构安装在机架上,2个翻边成型装置通过间距调整机构作相向或背向的动作。
13.本发明的有益效果:具有结构简单、设计科学、使用方便,可适用于对不同长度和口径的工件进行翻边处理等优点。
附图说明
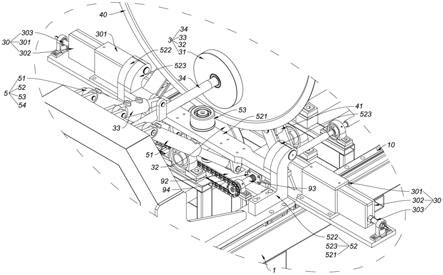
14.图1为实施例的结构示意图。
15.图2为图1水平转动90
°
后的结构示意图。
16.图3为图1中a部分的放大结构示意图。
17.图4为图2中b部分的放大结构示意图。
18.图5为实施例的主视结构示意图。
19.图6为实施例的俯视结构示意图。
20.图7为图6中c-c方向的剖视结构示意图。
21.图8为图7中d部分的放大结构示意图。
22.附图标记说明:1-机架;2-翻边成型装置;3-夹压机构;31-上夹压轮;32-下夹压轮;33-夹压驱动件;34-安装杆;4-承托机构;41-前承托辊;42-后承托辊;5-翻边机构;51-翻边驱动件;52-摆动组件;521-摆动件;522-安装架;523-摆臂;53-翻边压轮;6-转动驱动装置;61-转动电机;62-转动轴;7-间距调整机构;8-第一调整组件;81-活动座;82-第一调整电机;83-第一转动杆;831-第一螺纹段;832-第二螺纹段;84-套装座;9-第二调整组件;91-第二调整电机;92-滑动座;93-第二转动杆;94-安装座;10-滑轨;20-夹装组件;201-转动轮;30-前后调节组;301-滑道件;302-滑动条;303-调节螺杆;40-筒形金属件。
具体实施方式
23.如图1、图2、图3、图4、图5、图6、图7、图8所示,本实施例的一种自动翻边机,包括机架1、翻边成型装置2和转动驱动装置6;翻边成型装置2和转动驱动装置6均安装在机架1上,机架1的长度方向为左右方向,在水平面上与左右方向垂直的方向为前后方向,垂直于水平面的方向为上下方向;所述翻边成型装置2包括夹压机构3、承托机构4和翻边机构5;其中:
24.所述夹压机构3包括可相对于机架1转动的上夹压轮31和下夹压轮32,所述承托机构4包括可相对于机架1转动的前承托辊41和后承托辊42,上夹压轮31、下夹压轮32处于前
承托辊41与后承托辊42之间,且下夹压轮32、前承托辊41和后承托辊42各自的转动轴线均沿左右方向布设,上夹压轮31的转动轴线与前后方向垂直;
25.所述翻边机构5包括翻边驱动件51、摆动组件52和翻边压轮53,所述摆动组件52处于夹压机构3的侧旁,在摆动组件52上设有从上至下朝向下夹压轮32方向摆动的摆动件521;所述翻边压轮53可转动地安装在摆动件521上,且翻边压轮53的转动轴线与前后方向垂直;所述翻边驱动件51的一端可相对于机架1转动,翻边驱动件51的另一端与摆动组件52的摆动件521可转动连接,以致翻边驱动件51可带动摆动件521摆动致使翻边压轮53与夹压机构3配合作翻边成型动作;
26.所述转动驱动装置6用于带动下夹压轮32转动。这样的设计在使用时,筒形金属件40横向放置在下夹压轮32、前承托辊41和后承托辊42三者形成的凹位中,并使得翻边机构5的翻边压轮53轴线沿左右方向布设地伸入至筒形金属件40的筒腔内,翻边机构5的翻边压轮53的周向面与筒形金属件40的内腔壁相接触;之后,翻边成型装置2的夹压机构3的上夹压轮31穿入筒形金属件40的筒腔内,使上夹压轮31与下夹压轮32配合对筒形金属件40上靠近其边缘的位置进行夹压;之后,转动驱动装置6启动带动下夹压轮32转动而致筒形金属件40转动;最后,翻边机构5的翻边驱动件51启动使摆动组件52摆动,致使翻边压轮53逐渐往下夹压轮32方向摆动使筒形金属件40的边缘逐渐向外翻弯折成型。本技术方案这样的设计,在使用时不需将筒形金属件40的轴线立起摆放,也不需要撑紧筒形金属件40的筒腔,安装十分方便,结构也十分简单。
27.为了使夹压机构3更加合理,如图1、图2、图3、图4、图6、图7所示,所述夹压机构3还包括夹压驱动件33和安装杆34,所述安装杆34的一端可相对于机架1转动,在安装杆34的另一端可转动地安装有所述上夹压轮31;所述夹压驱动件33呈倾斜设置,夹压驱动件33的一端可相对于机架1转动,夹压驱动件33的另一端与安装杆34可转动连接。这样的设计,在使用时可通过夹压驱动件33推动安装杆34,致使上夹压轮31与下夹压轮32一起对需要翻边的筒形金属件40进行夹压,当完成翻边工作后,通过夹压驱动件33拉起安装杆34使上夹压轮31提起来,便于取出筒形金属件40。
28.为了使摆动组件52的摆动件521可实现摆动动作,如图1、图2、图3、图4、图5所示,所述翻边机构5的摆动组件52还包括安装架522和摆臂523,所述安装架522设置在夹压机构3的侧旁,安装架522的数量是2个,2个安装架沿前后方向布设;所述摆臂523的一端与摆动件521连接,摆臂523的另一端与安装架522可转动连接,摆臂523的数量与安装架522的数量相同,在摆动件521的两端均连接有一摆臂523,一摆臂523对应与一安装架522对应连接,摆臂523相对于安装架522转动的转动轴线沿前后方向设置,摆臂523的转动轴线还靠近上夹压轮31设置。
29.为了使本自动翻边机在使用时可同时对筒形金属件40的2个筒口进行翻边动作,如图1、图2、图3、图4、图5、图6、图7所示,所述翻边成型装置2有2个,2个翻边成型装置2沿左右方向呈相对设置,翻边成型装置2的翻边机构5处于其夹压机构3背向另一翻边成型装置2的那一侧旁。
30.为了在使用时,本自动翻边机可适用于对不同长度的筒形金属件40进行翻边处理,如图1、图2、图3、图4、图5、图6、图7、图8所示,在机架1上还安装有间距调整机构7,2个翻边成型装置2通过所述间距调整机构7作相向或背向的运动。
31.为了使2个翻边成型装置2通过所述间距调整机构7作相向或背向的运动,如图1、图2、图3、图4、图5、图6、图7、图8所示,所述转动驱动装置6包括转动电机61和转动轴62,所述转动轴62可转动地安装在机架1上,转动轴62的转动轴线沿左右方向布设;各翻边成型装置2的下夹压轮32均套装在转动轴62上,各翻边成型装置2的下夹压轮32可沿转动轴62的轴线方向行走,各翻边成型装置2的下夹压轮32与转动轴62之间还设有键条,该键条致使下夹压轮32与转动轴62可同轴转动;所述转动电机61安装在机架1上,该转动电机61用于驱动转动轴62转动;
32.所述间距调整机构7包括第一调整组件8、第二调整组件9和滑轨10;所述第一调整组件8包括2个活动座81、第一调整电机82和第一转动杆83;所述滑轨10安装在机架1上,滑轨10的长度方向沿左右方向布设;各活动座81均通过滑块滑动安装在滑轨10上;所述第一转动杆83可转动地安装在机架1上,第一转动杆83的转动轴线沿左右方向布设,在第一转动杆83上设有螺纹旋向相反的第一螺纹段831与第二螺纹段832;各活动座81上均设有与第一转动杆83相套装一起的套装座84,其中一活动座81的套装座84与第一转动杆83的第一螺纹段831螺纹连接,另一活动座81的套装座84与第一转动杆83的第二螺纹段832螺纹连接;所述第一调整电机82安装在机架1上,第一调整电机82用于驱动第一转动杆83转动;
33.所述第二调整组件9包括第二调整电机91、2个滑动座92和第二转动杆93;所述第二转动杆93可转动地安装在机架1上,第二转动杆93的转动轴线沿左右方向布设,在第二转动杆93上形成有螺纹旋向相反的第三螺纹段与第四螺纹段;2个滑动座92处于2个活动座81之间,各滑动座92均也通过滑块滑动安装在滑轨10上,各滑动座92上均安装有夹装组件20,该夹装组件20包括2个转动轮201,2个转动轮201的转动轴线是沿上下方向布设的;各滑动座92上还均设有与第二转动杆93相套装一起的安装座94,其中一滑动座92上的安装座94与第二转动杆93的第三螺纹段螺纹连接,另一滑动座92上的安装座94与第二转动杆93的第四螺纹段螺纹连接;所述第二调整电机91安装在机架1上,该第二调整电机91用于驱动第二转动杆93转动,第二转动杆93的数量是2条,2条第二转动杆93处于转动轴62的前后两侧,这样可以避开转动轴62和第一转动杆83,也使滑动座92的移动更加平稳、顺畅,第二调整电机91通过减速箱和齿轮、链条的结构同时带动2条第二转动杆93转动;处于左侧的翻边成型装置2与处于左侧的活动座81、滑动座92对应,处于右侧的翻边成型装置2与处于右侧的活动座81、滑动座92对应,翻边成型装置2的夹压机构3的上夹压轮31和翻边机构5均安装在活动座81上,具体是翻边成型装置2的夹压机构3上与上夹压轮31连接的安装杆34和夹压驱动件33安装在活动座81上,安装杆34和夹压驱动件33各自的一端均可转动地安装在活动座81上,翻边机构5的安装架522安装在活动座81上;翻边成型装置2的承托机构4安装在滑动座92上,翻边成型装置2的下夹压轮32的左右侧面被夹置于滑动座92上的夹装组件20的2个转动轮201之间。在使用时,可通过启动第一调整电机82、第二调整电机91来使第一转动杆83、第二转动杆93转动,在第一转动杆83转动时,第一转动杆83的第一螺纹段831、第二螺纹段832转动可带动2个活动座81作相向或背向的动作,在第二转动杆93转动时,第二转动杆93的第三螺纹段、第四螺纹段转动可带动2个滑动座92作相向或背向的动作,在滑动座92移动过程中,滑动座92上的夹装组件20可推动翻边成型装置2的下夹压轮32沿转动轴62的轴线行走。
34.为了使本自动翻边机可对不同口径的筒形金属件40进行翻边处理,如图1、图2、图3、图4所示,各翻边成型装置2的承托机构4的前承托辊41、后承托辊42各自通过一前后调节
组30安装在滑动座92上;所述前后调节组30包括滑道件301、滑动条302和调节螺杆303,所述滑道件301安装在滑动座92上,滑动条302滑动安装在滑道件301中,滑动条302沿滑道件301滑动的方向沿前后方向布设,在滑动条302上设有螺孔;所述调节螺杆303可转动地安装在滑动座92上,调节螺杆303的长度方向沿前后方向布设,调节螺杆303与滑动条302的螺孔螺纹连接。在使用时通过转动调节螺杆303,使得调节螺杆303与滑动条302的螺孔配合,致使得滑动条302可沿滑道件301移动。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1