一种用于铸造砂芯去毛刺的装置的制作方法
1.本实用新型涉及黏土湿型砂及覆膜砂铸造生产技术领域,特别涉及一种用于铸造砂芯去毛刺的装置。
背景技术:
2.目前在铸造领域,生产线多为新东线和迪砂线,不过相同的是两条产线均采用湿型砂造型,而在此生产条件下,对于一些精密铸件如通风盘和转向节便需要使用砂芯来成型,使用砂芯为生产提供方便,更有利成型,但与此同时砂芯本身的毛刺也会对铸件外观产生缺陷,导致其外观不良,打磨节拍长,甚至个别铸件会报废,对生产成本及效率有重大的影响。
3.以往在制芯工位使用的砂芯清理方式一般使用去毛刺治具来清理,但在使用此方法时,会有毛刺清理不彻底和人工清理时导致砂芯变形的现象。
技术实现要素:
4.本实用新型要解决现有技术中的砂芯清理方式会有毛刺清理不彻底和人工清理时导致砂芯变形的现象的技术问题,提供一种用于铸造砂芯去毛刺的装置。
5.为了解决上述技术问题,本实用新型的技术方案具体如下:
6.一种用于铸造砂芯去毛刺的装置,包括:
7.圆盘,圆盘固定安装在支架上方;
8.设置在圆盘上方、并与砂芯的筋条相对应的中空的刀具;
9.安装在刀具两侧、并用于清理砂芯的筋条两侧毛刺的清理装置;
10.其中,还包括气动管道结构,通过气动管道结构内部的气体带动清理装置运动,使清理装置清理砂芯的筋条两侧毛刺。
11.进一步的,气动管路结构包括:
12.设置在圆盘内的进气道,进气道的一端与外部压缩空气源通过管路连通;
13.设置在圆盘内的主气道,主气道为圆环型、并与圆盘同轴,主气道与进气道连通;
14.设置在刀具内部的气腔,气腔通过分气道与主气道连通,
15.设置在刀具两侧的气窗,气窗与气腔连通。
16.进一步的,支架包括:
17.底座,底座的数量至少三个;
18.固定安装在底座上方的油缸,油缸的活塞端部与圆盘的底面固定连接。
19.进一步的,清理装置包括:
20.磁铁片,磁铁片分别与刀具的两侧贴合;
21.固定安装在磁铁片外侧的毛刷;
22.其中,磁铁片盖住气窗;
23.安装砂芯时,砂芯的筋条与毛刷的距离为0.5
‑
1mm。
24.进一步的,刀具的高度大于砂芯的厚度,刀具的棱角处均设有防止划伤砂芯的圆角。
25.本实用新型具有以下的有益效果:
26.本实用新型的一种用于铸造砂芯去毛刺的装置,通过设置支架可以根据操作者的实际身高要求来调节器具的整体高度,以次来减轻操作者的劳动程度,增加工作效率;通过设置气动管路结构,外部压缩空气可以吹动清理装置运动,使清理装置清理砂芯的筋条两侧毛刺,并且可以及时清理被清理下来的毛刺,使砂芯表面更加清洁,不但可以提高生产效率,也可以保证产品的基本质量,防止铸件砂眼的产生,而且操作者在操作时也较方便。
附图说明
27.下面结合附图和具体实施方式对本实用新型作进一步详细说明。
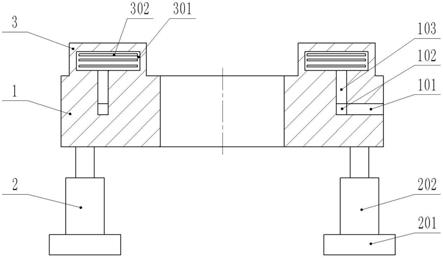
28.图1为本实用新型的一种用于铸造砂芯去毛刺的装置的结构示意图;
29.图2为本实用新型的一种用于铸造砂芯去毛刺的装置的俯视机构示意图;
30.图3为本实用新型的一种用于铸造砂芯去毛刺的装置的砂芯放置在圆盘上方的结构示意图。
31.图中的附图标记表示为:
32.1、圆盘;101、进气道;102、主气道;103、分气道;2、支架;201、底座;202、油缸;3、刀具;301、气腔;302、气窗;4、砂芯;5、清理装置; 501、磁铁片;502、毛刷。
具体实施方式
33.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
34.请参阅图1
‑
3,一种用于铸造砂芯去毛刺的装置,包括:
35.圆盘1,圆盘1固定安装在支架2上方;
36.设置在圆盘1上方、并与砂芯4的筋条相对应的中空的刀具3;
37.安装在刀具3两侧、并用于清理砂芯4的筋条两侧毛刺的清理装置5;
38.其中,还包括气动管道结构,通过气动管道结构内部的气体带动清理装置5 运动,使清理装置5清理砂芯4的筋条两侧毛刺。
39.工作原理:外部压缩空气通过气动管道结构进入到圆盘1和中空的刀具3内,高压气体就会对清理装置作用力,通过清理装置的运动来完成对砂芯4的筋条两侧毛刺清理的目的。使砂芯表面更加平整,可以更好的保证铸件的质量。
40.气动管路结构包括:
41.设置在圆盘1内的进气道101,进气道101的一端与外部压缩空气源通过管路连通;
42.设置在圆盘1内的主气道102,主气道102为圆环型、并与圆盘1同轴,主气道102与进气道101连通;
43.设置在刀具3内部的气腔301,气腔301通过分气道103与主气道102连通,
44.设置在刀具3两侧的气窗302,气窗302与气腔301连通。
45.工作原理:将砂芯4放置在圆盘1上,打开通气接头,压缩空气依次经过进气道101、主气道102、分气道103、气腔301和气窗301,完成由圆盘1到刀具3流通,进而吹动附置在刀具3两侧的清理装置5,清理装置5的运动来完成对砂芯4 的筋条两侧毛刺清理的目的,这样不但可以清除砂芯4筋条表面的毛刺,还可以使砂芯4表面更加平整,可以更好的保证铸件的质量。排出的压缩空气还可以起到清理砂芯4表面浮砂的作用,不但可以保证砂芯4的外观,进而保证铸件质量,还可以降低操作者的劳动能力,增加工作效率。不但可以提高生产效率,也可以保证产品的基本质量,防止铸件砂眼的产生,而且操作者在操作时也较方便。
46.支架2包括:
47.底座201,底座201的数量至少三个;
48.固定安装在底座201上方的油缸202,油缸202的活塞端部与圆盘1的底面固定连接。
49.工作原理:三个支撑点可以支撑一个面,也就是说,通过至少三个支架2来保证支架2对圆盘1支撑的稳定性;通过油缸202的升降来调节圆盘1的高度,采用此方式可以根据操作者的实际身高要求来调节圆盘1的整体高度,以此来减轻操作者的劳动程度,增加工作效率。
50.清理装置5包括:
51.磁铁片501,磁铁片501分别与刀具3的两侧贴合;
52.固定安装在磁铁片501外侧的毛刷502;
53.其中,磁铁片501盖住气窗302;
54.安装砂芯4时,砂芯4的筋条与毛刷502的距离为0.5
‑
1mm。
55.工作原理:将砂芯4放置在圆盘1上,打开通气接头,压缩空气依次经过进气道101、主气道102、分气道103、气腔301和气窗301,完成由圆盘1到刀具3流通,进而从气窗302出来的气体吹动附置在刀具3两侧的磁铁片501,磁铁片501 和毛刷502在气流吹动下自由浮动,对砂芯4的筋条两侧进行清理,通过磁铁片 501和毛刷502的运动来完成对砂芯4的筋条两侧毛刺清理的目的,这样不但可以清除砂芯4筋条表面的毛刺,还可以使砂芯4表面更加平整,可以更好的保证铸件的质量。毛刷502可选用牙刷类材质,可以将毛刷502粘接在磁铁片501上,便于更换,成本低。磁铁片501盖住气窗302,这样从气窗302出来的气体就会作用到磁铁片501上,进而在磁力和风力的作用下,使磁铁片501在刀具3的两侧浮动动作,使安装在磁铁片501处的毛刷502完成对砂芯4筋条的清理工作。安装砂芯 4时,砂芯4的筋条与毛刷502的距离为0.5
‑
1mm,这样可以保证毛刷502有一个自由浮动的空间,进而完成对砂芯4的筋条的毛刺清理工作。
56.刀具3的高度大于砂芯4的厚度,刀具3的棱角处均设有防止划伤砂芯4的圆角。
57.工作原理:刀具3的高度大于砂芯4的厚度,这样就可以使毛刷502有一个动作的空间,使毛刷502更好的完成对砂芯4筋条的清理工作,刀具3的棱角处均设有防止划伤砂芯4的圆角,在放置砂芯4时,砂芯4很可能会与刀具3发生磕碰,为了避免尖角对砂芯4的划伤,提高铸件的产品质量,设置了圆角,这样刀具3 就不会划伤砂芯4,保证了铸件的质量。
58.显然,上述实施例仅仅是为清楚地说明所作的举例,而并非对实施方式的限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式的变化或变动。这里无需也无法对所有的实施方式予以穷举。而由此所引伸出的显而易见的变化或
变动仍处于本发明创造的保护范围之中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1