刚性接触网的接触线打磨机的制作方法
1.本实用新型涉及城市轨道供电技术领域中的接触线打磨机,尤其涉及一种刚性接触网的接触线打磨机。
背景技术:
2.在轨道交通供电系统中,刚性接触网为主要牵引供电方式之一,刚性接触网即架空刚性悬挂汇流排系统,是将接触线夹持在汇流排中,机车通过受电弓与接触线直接接触取流的一种城市轨道交通供电方式。该系统主要用于隧道、车站、桥下通道的供电,较传统的架空柔性接触网,具有载流能力更强,无断线危险、安全可靠性高、零部件少、安装方便、维护简单、维修成本低、降低隧道净空、节省土建投资等一系列优势。
3.由于刚性接触网机车通过受电弓与接触线摩擦取流,因此刚性接触网接触线损耗不均匀是运营维护过程中集中反应的问题,在列车运营过程中,由于车辆摆动和受电弓的振动等因素影响,会造成接触线和受电弓磨损不均匀,使得其表面不光滑,凹凸不平。如果不及时对接触线进行更换或打磨,会加剧接触线和受电弓的磨损,导致运营维护费用的增加,严重情况下会影响列车运行,进而影响整个线路的运营。
4.针对接触线异常磨损的现象,直接更换接触线不仅会影响运行周期,成本也极大。为了避免对电客车运行造成消极影响,打磨接触线成为主要的维护手段,通过打磨保证其表面光滑,缓解异常磨损。然而目前市面上没有专业的打磨设备,各个运营公司打磨接触线的方式主要为人工手动打磨,需要大量投入人力且作业强度非常大,打磨效率低,并且人的高空作业存在一些安全隐患,同时打磨过程中产生的大量金属颗粒和粉尘会严重影响身体健康。
5.为了解决以上存在的问题,需要寻求一种高效、便捷、安全的接触线打磨机。
技术实现要素:
6.实用新型目的:本实用新型的目的是针对现有技术的不足,提供一种设计新颖、自动化程度高、操作简单、打磨效率高、打磨效果好、安全环保的刚性接触网的接触线打磨机。
7.技术方案:本实用新型刚性接触网的接触线打磨机包括走行小车机构、打磨机构、角度调整机构、控制机构、压力供给站和电源;
8.压力供给站在控制机构作用下调节打磨机构对接触线的压紧力;角度调整机构根据接触线的磨损程度调整打磨机构的打磨角度;
9.角度调整机构包括至少一个角度调整单元,该角度调整单元包括打磨单元固定架、角度调节支撑件、导轨组件和压力缸;角度调节支撑件上设有固定点,角度调节支撑件下端设有弧形滑槽,打磨单元固定架以固定点为圆心在弧形滑槽中滑到设定角度后将打磨单元固定架和角度调节支撑件锁定;
10.打磨机构的打磨片对接触线端面与外圆弧面形成的尖角,以及接触线的磨耗平面进行打磨。
11.压力缸通过角度调节支撑件推动导轨组件运动。
12.走行小车机构包括侧板组件、支撑横梁、悬吊走行组件和v槽走行组件;悬吊走行组件在汇流排上端面滚动,v槽走行组件与汇流排下端面贴合。侧板组件包括框架左侧板和框架右侧板,框架左侧板和框架右侧板通过支撑横梁进行支撑连接。
13.悬吊走行组件包括悬吊走行轮和悬吊走行轮调节装置,悬吊走行轮调节装置通过侧板组件与悬吊走行轮连接。两对悬吊走行轮在汇流排边沿的上端面滚动,对走行小车起到悬吊支撑作用。
14.悬吊走行轮调节装置的基础通过螺栓固定于两个侧板上,连接螺杆穿过两个侧板上的孔洞与悬吊走行轮连接。装卸小车时,通过工具向两侧不同方向旋转连接螺杆进而调节悬吊走行轮与侧板内侧的位置。
15.v槽走行组件包括v槽走行轮和v槽走行轮调节装置,v槽走行轮调节装置通过侧板组件与v槽走行轮连接。两对v槽走行轮与汇流排边沿的下端面v槽形状相贴合,对走行小车起到限位和导向作用。
16.v槽走行轮调节装置的基础也通过螺栓固定于侧板上,调整螺杆穿过两个侧板上的孔洞与v槽走行轮连接。安装小车时,通过工具向两侧不同方向旋转调整螺杆进而微调v槽走行轮与侧板内侧的位置,保证v槽走行轮与汇流排相贴合,同时滚动过程中灵活不卡滞。
17.打磨机构包括多个打磨单元,打磨单元包括电机、打磨片、打磨片固定及传动装置和粉尘挡板;打磨片对接触线下端面与外圆弧面之间的尖角,或接触线的磨耗平面进行打磨。
18.粉尘挡板一端固定在角度调节支撑件上,另一端延伸到打磨片外侧。
19.打磨单元固定架上设有角度刻度线。
20.控制机构包括单元压力缸动作按钮、打磨片转速调整阀、总数字压力调节阀、单元数字压力调节阀、控制电缆和压力输送管;单元数字压力调节阀通过压力输送管将压力输送到压力缸,打磨片转速调整阀通过控制电缆控制打磨片的转速。
21.总数字压力调节阀控制总体的压力,单元数字压力调节阀分别控制各个单元压力缸的压力,压力控制介质通过总数字压力调节阀后分别输送到每个单元数字压力调节阀,再由压力输送管分别输送到每个单元的压力缸。
22.本实用新型还包括进行牵引打磨操作的牵引设备来进行牵引打磨操作。
23.有益效果:与现有技术相比,本实用新型具有以下优点:
24.(1)本实用新型的走行小车机构上设有两对悬吊走行轮和两对v槽走行轮,悬吊走行轮和v槽走行轮分别设有调节装置,保障了安装和调整的便捷性,调整完成后,v槽走行轮与汇流排边沿的下端面v槽形状相贴合防止了打磨过程中上下方向和左右方向的窜动,保证了打磨质量。
25.(2)打磨单元包含电控和气动控制机构,实现了牵引和打磨过程的半自动控制,减少了人力操作,解放了生产力,减小劳动强度,安全性好。
26.(3)角度调整机构中三个独立的压力缸提供持续压力将打磨片压紧到接触线上,同时补偿打磨片的磨损;同时,三个独立的压力缸由三个对应的单元数字压力调节阀控制,进而精确调节打磨片压紧力,提高打磨精度和效率。打磨片转速调整阀控制打磨片的转速,
以做到打磨质量可控可调。
27.(4)打磨机构包含三个独立的角度调节机构,根据接触线的型号和磨耗的程度匹配打磨角度,以保证边沿尖角处的打磨质量,匹配适应性较强。
28.(5)电控和气动控制元件集成于一个控制箱内,控制单元和执行单元分开,便于操作和维护。
29.(6)本实用新型操作简单、劳动强度低、安全性好、打磨效果好,打磨效率高。
附图说明
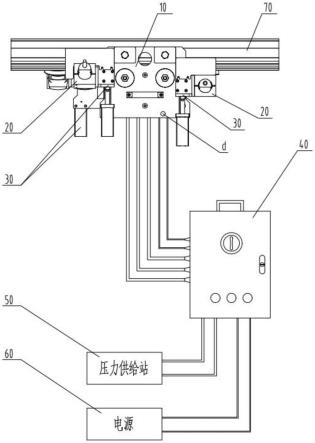
30.图1为本实用新型的左视图;
31.图2为本实用新型的主视图;
32.图3为本实用新型的俯视图;
33.图4为本实用新型的等轴侧视图;
34.图5为本实用新型的控制箱内部元器件布置图;
35.图6为本实用新型的需打磨接触线截面视图。
具体实施方式
36.本实用新型刚性接触网的接触线打磨机包括走行小车机构10、打磨机构20、角度调整机构30、控制机构40、压力供给站50和电源60。压力供给站在控制机构作用下调节打磨机构对接触线702的压紧力;角度调整机构根据刚性悬挂接触网70的接触线的磨损程度调整打磨机构的打磨角度。
37.走行小车机构10包括侧板组件、支撑横梁105、悬吊走行组件和v槽走行组件,悬吊走行组件在汇流排701上端面滚动,v槽走行组件与汇流排下端面贴合。
38.悬吊走行组件包括悬吊走行轮103和悬吊走行轮调节装置106,该悬吊走行轮调节装置通过侧板组件与悬吊走行轮连接。
39.v槽走行组件包括v槽走行轮104和v槽走行轮调节装置107,v槽走行轮调节装置通过侧板组件与v槽走行轮连接。
40.侧板组件包括基础框架左侧板102和基础框架右侧板101,该框架左侧板102和框架右侧板101通过若干支撑横梁105进行支撑连接。左侧板和右侧板上分别设有安装把手108。
41.走行小车机构设有两对悬吊走行轮103和两对v槽走行轮104。两对悬吊走行轮103和两对v槽走行轮104对称布置,小车的前后两端各设有一对,两对悬吊走行轮103在汇流排边沿的上端面滚动,对走行小车起到悬吊支撑作用。两对v槽走行轮104与汇流排边沿的下端面v槽形状相贴合,对走行小车起到限位和导向作用。
42.悬吊走行轮调节装置的基础固定于侧板组件上,连接螺杆穿过两个侧板上的孔洞与悬吊走行轮103连接。装卸小车时,通过工具向左右侧不同方向旋转连接螺杆进而调节悬吊走行轮103与两个侧板内侧的位置。
43.v槽走行轮调节装置107的基础也固定于侧板组件上,调整螺杆穿过侧板组件上的孔洞与v槽走行轮104连接。安装小车时,通过工具向左右侧不同方向旋转调整螺杆进而微调v槽走行轮104与侧板内侧的位置,保证v槽走行轮104与汇流排相贴合,同时滚动过程中
灵活不卡滞。
44.框架左侧板102和框架右侧板101上设有牵引环固定孔,通过设置牵引环,以便借助外力牵引移动作业。
45.打磨机构包括三个打磨单元,每个打磨单元包含电机及保护罩壳201、打磨片202、打磨片固定及传动装置203、粉尘挡板204。电机及保护罩壳201和打磨片固定及传动装置203连接为一个整体,直接将电机的动力传递给打磨片,它们与打磨片202一起组成打磨单元。
46.三个打磨单元从不同角度对接触线进行打磨,1号打磨单元21位于走行小车右侧板后端,它的打磨片紧贴接触线下端面与外圆弧面形成的尖角c进行打磨;2号打磨单元22位于走行小车左侧板后端,它的打磨片紧贴接触线下端面与外圆弧面形成的尖角a进行打磨;3号打磨单元23位于走行小车左侧板前端,打磨片紧贴接触线下端磨耗平面b进行打磨。
47.三个打磨单元均设有粉尘挡板204,粉尘挡板一端通过螺栓固定于角度调节支撑件上,另一端延伸到打磨片边沿外侧,防止打磨片将打磨粉尘甩出飞扬到走行小车的左右两侧。三个打磨单元均设有粉尘挡板,分别固定于小车侧板上。
48.角度调整机构30与打磨机构20相配套,该角度调整机构包括三个角度调整单元,每个角度调整机构包含打磨单元固定架301、角度调节支撑件302、导轨组件、压力缸303、压力缸固定板306。导轨组件包括导轨304和导轨滑块305。
49.打磨单元固定架固定于角度调节支撑件302上,角度调节支撑件302上端设有固定点,下端设有圆弧滑槽,打磨单元固定架以上端固定点为圆心,在圆弧滑槽中滑动,滑动到相应角度后再将打磨单元固定架和角度调节支撑件302锁定。打磨单元固定架上设有角度刻度线,角度调节支撑件302设有刻度线观察窗。
50.导轨304沿垂直方向固定于侧板组件上。导轨滑块305与导轨304滑动连接,可沿垂直方向滑动。角度调节支撑件302固定于导轨滑块305上。
51.压力缸固定板306垂直于侧板面固定于侧板上。压力缸固定于压力缸固定板306上,压力缸的动作杆顶端与角度调节支撑件302连接,进而推动导轨滑块305沿垂直方向运动。
52.控制机构40包含控制箱体406、一对一的单元压力缸动作按钮401、打磨片转速调整阀402、电源总开关403、总数字压力调节阀404、单元数字压力调节阀405、控制电缆407和压力输送管408。其中,该单元压力缸动作按钮401是控制压力缸的上下动作,打磨片降下后方便进行打磨片的更换作业。
53.各个单元压力缸动作按钮401、打磨片转速调整阀402、电源总开关403、总数字压力调节阀404、单元数字压力调节阀405集成于控制箱壳体上。打磨片转速调整阀402通过控制电缆控制打磨片的转速。
54.总数字压力调节阀405控制总体的压力,单元数字压力调节阀分别控制三个单元压力缸的压力,压力控制介质通过总数字压力调节阀后分别输送到三个单元数字压力调节阀,再由压力输送管分别输送到三个单元的压力缸。压力供给站包含供给站本体和压力供给管,为机构提供压力源。电源包含电源本体和动力电缆,为机构的动力电源。
55.压力供给站包括供给站本体501和压力供给管502,为本实用新型提供压力源。
56.在该技术方案的基础上,通过增加电动牵引设备,全自动进行牵引打磨操作来改
进该方案。
57.在该技术方案的基础上,通过增加自动吸尘设备,将打磨的粉尘自动收集来改进该方案。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1