车辆用顶结构及其组装方法与流程
1.本发明涉及车辆用顶结构(车辆用顶部结构)及其组装方法,尤其涉及具有用玛帝脂(mastic)粘接剂固定的顶板的车辆用顶结构及其组装方法。
背景技术:
2.以往,作为这种车辆用顶结构,提出有专利文献1所记载的机动车顶板。该车辆用顶结构是以封闭由前顶梁、后顶梁和一对侧梁所包围的空间的方式安装顶板的结构。顶板通过点焊、螺栓而机械性地固定于具有前顶梁、后顶梁和一对侧梁的上部结构体。而且,车辆用顶结构具有在车宽方向连结一对侧梁的横梁作为上部结构体,顶板用玛帝脂粘接剂等而粘接于横梁。玛帝脂粘接剂呈线状地涂敷于横梁,通过呈线状地涂敷的玛帝脂粘接剂来确保粘接强度。
3.【在先技术文献】
4.【专利文献】
5.【专利文献1】日本特开2018-177143号公报
技术实现要素:
6.发明要解决的问题
7.在组装专利文献1所记载的车辆用顶结构时,有时在横梁形成涂敷有玛帝脂粘接剂的线状的涂敷部后,将顶板机械性地固定于上部结构体。然后,利用顶板的涂装后的烧结、干燥等,与上部结构体和顶板一起加热涂敷部,由此使涂敷部的玛帝脂粘接剂固化。在该加热时,由于顶板在横梁之前升温,所以,周围被上部结构体所约束的顶板会鼓起变形。然后,横梁也追随顶板的温度曲线地升温,所以,鼓起变形的顶板想要恢复到原来的形状。但是,由于在顶板鼓起变形的时候就开始玛帝脂粘接剂的固化,所以,即使之后顶板想要恢复到原来的形状,有时其变形也会被玛帝脂粘接剂的涂敷部所阻碍,有时会在顶板的表面产生歪扭(歪斜)。
8.而且,在车辆用顶结构中,顶板有时因来自外部的热而产生热膨胀和热收缩。此时,车宽方向上的顶板的中央部比其两侧的部分更易向上下方向位移。但是,若由于涂敷于横梁的中央部的玛帝脂粘接剂而顶板的中央的约束力大,则存在顶板会因热膨胀和热收缩而歪扭之虞。
9.本发明是鉴于这样的问题而完成的,作为本发明,提供一种能够抑制顶板的歪扭的产生的车辆用顶结构及其组装方法。
10.用于解决课题的手段
11.鉴于上述课题,本发明的车辆用顶结构的组装方法是如下的车辆用顶结构的组装方法,该车辆用顶结构具有:上部结构体,该上部结构体具有位于车辆前方侧的前顶梁、位于车辆后方侧的后顶梁、将所述前顶梁在车宽方向上的两端部和所述后顶梁在车宽方向上的两端部分别连结的一对侧梁、以及在车宽方向连结所述一对侧梁的横梁;以及顶板,以从
所述横梁的上方封闭由所述前顶梁、所述后顶梁和所述一对侧梁所包围的空间的方式固定于所述上部结构体。
12.所述组装方法包括:在所述横梁,在车宽方向隔开间隔地形成涂敷有玛帝脂粘接剂的多个涂敷部的工序;以从所述横梁的上方封闭由所述前顶梁、所述后顶梁和所述一对侧梁所包围的空间的方式,经由所述多个涂敷部而将所述顶板配置于所述上部结构体的工序;将所述顶板机械性地固定于所述前顶梁、所述后顶梁和所述一对侧梁的工序;以及与所述上部结构体和所述顶板一起加热所述多个涂敷部,由此使所述玛帝脂粘接剂固化的工序。在形成所述涂敷部的工序中,以在所述多个涂敷部中配置于所述横梁在所述车宽方向上的中央的中央涂敷部的长度比配置于比所述中央靠所述车宽方向的两侧的端侧涂敷部的长度短的方式,形成所述多个涂敷部。
13.根据本发明,在横梁形成涂敷有玛帝脂粘接剂的涂敷部后,将顶板机械性地固定于前顶梁、后顶梁和一对侧梁。然后,利用顶板的表面的涂装后的烧结、干燥等,与上部结构体和顶板一起加热涂敷部,由此使涂敷部的玛帝脂粘接剂固化。在该加热时,顶板比横梁先升温,所以,周围被上部结构体约束的顶板鼓起变形。然后,横梁也追随顶板的温度曲线地升温,所以,鼓起变形的顶板想要恢复到原来的形状。
14.此时,由于多个涂敷部形成为中央涂敷部的长度比端侧涂敷部的长度短,所以,在顶板的车宽方向的中央,中央涂敷部所带来的约束力被抑制。结果,即使中央涂敷部的玛帝脂粘接剂已经开始固化,也难以阻碍一度鼓起变形的顶板想要恢复到原来的形状的现象,能够抑制顶板的歪扭。由此,既能够抑制易于变形的顶板的中央的歪扭又能够经由其两侧的端侧涂敷部而将顶板更牢固地粘接于横梁。结果,既能够确保顶板的固定又能够防止因歪扭所导致的顶板的表面的不自然的反射。
15.作为更优选的方式,将所述中央涂敷部形成为点状,将所述端侧涂敷部形成为线状。根据该构成,中央涂敷部为点状,玛帝脂粘接剂的涂敷量比其它部位少,所以,能够抑制顶板的约束。结果,能够抑制顶板的歪扭,能够防止顶板的表面的不自然反射。并且,端侧涂敷部是线状,沿着车宽方向的长度比中央涂敷部长,所以,能够提高顶板和横梁的粘接强度。
16.作为更优选的方式,将所述多个涂敷部在所述横梁在车辆前后方向上以2列形成;将所述车辆前方侧的1列多个前方涂敷部、以及所述车辆后方侧的1列多个后方涂敷部分别在所述车宽方向隔开间隔地排列;以从所述车辆前后方向观察在相邻的所述前方涂敷部彼此之间配置有所述后方涂敷部的方式形成所述多个涂敷部。
17.根据该方式,在用玛帝脂粘接剂将顶板粘接于横梁时,顶板用车辆前后方向的2列前方涂敷部和后方涂敷部在车宽方向相互错开的状态下固定。因此,在多个前方涂敷部和多个后方涂敷部中,这些中央涂敷部在车辆前后方向分散地配置,所以,既能够使顶板的粘接状态稳定又能够降低顶板的过度的约束。另外,前方涂敷部和后方涂敷部这2列涂敷部以错开的状态(即,交错状)配置,所以,既能够抑制玛帝脂粘接剂的涂敷量又能够在更大的范围将顶板稳定地粘接于横梁。
18.在本说明书中,作为本发明,也公开了车辆用顶结构。本发明的车辆用顶结构具有:上部结构体,该上部结构体具有位于车辆前方侧的前顶梁、位于车辆后方侧的后顶梁、将所述前顶梁在车宽方向上的两端部和所述后顶梁在车宽方向上的两端部分别连结的一
对侧梁、以及在车宽方向连结所述一对侧梁的横梁;以及顶板,以从所述横梁的上方封闭由所述前顶梁、所述后顶梁和所述一对侧梁所包围的空间的方式固定于所述上部结构体。
19.所述顶板机械性地固定于所述前顶梁、所述后顶梁和所述一对侧梁,并且,经由涂敷有玛帝脂粘接剂的多个涂敷部而固定于所述横梁;所述多个涂敷部沿着所述车宽方向隔开间隔地形成于所述横梁;在所述多个涂敷部中,配置于所述横梁在所述车宽方向上的中央的中央涂敷部的长度比配置于比所述中央靠所述车宽方向的两侧的端侧涂敷部的长度短。
20.根据本发明,顶板机械性地固定于构成上部结构体的一部分的前顶梁、后顶梁和一对侧梁。而且,在由前顶梁、后顶梁和一对侧梁所包围的空间内,横梁连结成跨及一对侧梁,顶板经由由玛帝脂粘接剂构成的多个涂敷部而固定于横梁。通过这样的固定,能够用顶板封闭由前顶梁、后顶梁和一对侧梁所包围的空间。
21.根据本发明,多个涂敷部沿着车宽方向隔开间隔地形成于横梁,由此能够将顶板固定于横梁。在此,在多个涂敷部中,中央涂敷部的长度比端侧涂敷部的长度短。由此,顶板在车宽方向上的中央与其两侧相比,难以被玛帝脂涂敷剂所约束。因此,中央涂敷部对于顶板的热膨胀和热收缩,既能够约束顶板又能够促进顶板的中央的变形,所以,能够抑制顶板的在车宽方向上的中央的歪扭。
22.作为更优选的方式,所述中央涂敷部是点状,所述端侧涂敷部是线状。根据该方式,中央涂敷部是点状,玛帝脂涂敷剂的涂敷量比其它部位少,所以,顶板的约束被限制。结果,能够进一步抑制顶板的歪扭,能够防止顶板的表面的不自然反射。另一方面,端侧涂敷部是线状,沿着车宽方向的长度比中央涂敷部长,所以,能够提高顶板与横梁的粘接强度。
23.作为更优选的方式,所述多个涂敷部在所述横梁在车辆前后方向上以2列形成;排列在所述车辆前方侧的1列的多个前方涂敷部、以及排列在所述车辆后方侧的1列的多个后方涂敷部分别在所述车宽方向隔开间隔地形成,从所述车辆前后方向观察,在相邻的所述前方涂敷部彼此之间配置有所述后方涂敷部。
24.根据该方式,顶板用车辆前后方向的2列前方涂敷部和后方涂敷部在车宽方向相互错开的状态下固定。因此,在多个前方涂敷部和多个后方涂敷部中,这些中央涂敷部在车辆前后方向分散地配置,所以,既能够使顶板的粘接状态稳定又能够降低其约束。另外,通过前方涂敷部和后方涂敷部这2列涂敷部在车辆前后方向粘接顶板,所以,既能够抑制玛帝脂粘接剂的涂敷量又能够在更大的范围将顶板稳定地粘接。
25.发明效果
26.根据本发明,能够抑制顶板的歪扭的产生。
附图说明
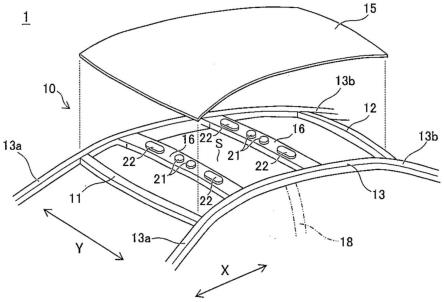
27.图1a是本实施方式的车辆用顶结构的要部立体图。
28.图1b是图1a所示的车辆的顶结构的要部俯视图。
29.图2是配置于本实施方式的车辆用顶结构的横梁的中央涂敷部和端侧涂敷部的示意性的俯视图。
30.图3是用于说明本实施方式的车辆用顶结构的组装方法的流程图。
31.图4a是用于说明图3所示的涂敷部的成形工序的示意性的立体图。
32.图4b是用于说明图3所示的顶板的配置工序的示意性的立体图。
33.图4c是用于说明图3所示的顶板的固定工序的示意性的剖视图。
34.图4d是用于说明图3所示的玛帝脂粘接剂的固化工序的车辆用顶结构的示意性的剖视图。
35.图5示出本发明的车辆用顶结构的其它实施方式,是拆下了顶板的状态的要部俯视图。
36.图6是表示在本发明的车辆用顶结构的一实施方式中用于验证顶板的歪扭量的试验体的要部分解立体图。
37.图7是用于说明参考例1~4的试验体的表格图。
38.图8是表示参考例1~4的试验体的钢板的歪扭量的图表。
39.标号说明
40.1:车辆用顶结构、10:上部结构体、11:前顶梁、12:后顶梁、13:侧梁、15:顶板、16:横梁、20:涂敷部、21中央涂敷部、22:端侧涂敷部、20a:前方涂敷部、20b:后方涂敷部
具体实施方式
41.1.关于车辆用顶结构1
42.以下,基于附图,对本发明的车辆用顶结构的一实施方式进行详细说明。图1a是本实施方式的车辆用顶结构的要部立体图。图1b是图1a所示的车辆的顶结构的要部俯视图。图2是配置于本实施方式的车辆用顶结构的横梁的中央涂敷部和端侧涂敷部的示意性的俯视图。本实施方式的车辆用顶结构1例如示出4门轿车的例子作为车辆。
43.在图1a、b中,车辆用顶结构1具有上部结构体10和安装于上部结构体10的顶板15。上部结构体10具有前顶梁(挡风玻璃顶梁板)11、后顶梁(后窗上框)12、一对侧梁13、13和多个横梁16、16,这些部件通过焊接而接合。
44.前顶梁11位于车辆的前方侧并支承前玻璃的上部,后顶梁12位于车辆后方并支承后玻璃的上部。一对侧梁13、13位于前顶梁11和后顶梁12的车宽方向的两侧。
45.各侧梁13连结于前顶梁11和后顶梁12的在车宽方向y上的端部。因此,一对侧梁13、13分别连结前顶梁11的在车宽方向y上的两端部和后顶梁12的在车宽方向y上的两端部。由此,形成由前顶梁11、后顶梁12和一对侧梁13、13所包围的在上方开口的空间s。
46.各横梁16是在车宽方向y连结一对侧梁13、13的加强部件。各横梁16在空间s内沿着车宽方向y配置。具体地说,横梁16、16在车辆的前后方向x并列设置于前顶梁11与后顶梁12之间。
47.这样,在本实施方式中,车辆用顶结构1由一对横梁16、16加强,并且,一对横梁16、16位于顶板15的车厢侧,从而成为防止顶板15的变形来进行加强的结构。2根横梁16、16作为加固部件而发挥作用。
48.在此,一对侧梁13、13的车辆前方侧成为前柱13a、13a,与在车宽方向y连结前柱13a、13a的下端部的前连结部件(未图示)一起支承前窗(未图示)。一对侧梁13、13的车辆后方侧成为后柱13b、13b,与在车宽方向y连结后柱13b、13b的下端部的后连结部件(未图示)一起支承后窗(未图示)。一对侧梁13、13也可以设置从车辆的在前后方向x上的中央部向下方延伸的中央柱18、18。
49.前顶梁11、后顶梁12、一对侧梁13、13和横梁16、16为了具有预定的车辆强度,例如是对高张力钢板等金属板进行冲压成型而成的,它们通过焊接等而接合。顶板15通过对钢板等进行冲压成型而形成为朝向上方弯曲的形状。
50.顶板15以从横梁16、16的上方封闭由前顶梁11、后顶梁12和一对侧梁13、13所包围的空间s的方式固定于上部结构体10。具体地说,顶板15的外周部分机械性地固定于前顶梁11、后顶梁12和一对侧梁13、13。在本实施方式中,通过点焊而固定于前顶梁11、后顶梁12、一对侧梁13、13这些各部件。此外,作为机械性的固定,也可以采用螺钉固定等其它固定手段来固定。
51.顶板15的外周部分机械性地被固定,并且顶板15经由由玛帝脂粘接剂构成的多个涂敷部20、20、
…
而固定于横梁16、16。
52.在此,玛帝脂粘接剂是将顶板15固定于2根横梁16、16的粘接剂。玛帝脂粘接剂是将热固化性树脂或热固化性橡胶等热固化性材料作为主剂并通过热固化而具有弹性的粘接剂。
53.玛帝脂粘接剂还可以包括有机发泡剂或无机发泡剂等发泡剂,由此,在热固化时玛帝脂粘接剂发泡而自由弹性变形。此外,玛帝脂粘接剂的热固化也可以在顶板15的表面进行了涂装(例如电沉积涂装)后在涂装的烧结的加热时显现。
54.在图1a和图1b所示的状态下,玛帝脂粘接剂已经热固化,所以,涂敷部20、20、
…
自由弹性变形。在玛帝脂粘接剂通过发泡剂而发泡的情况下,涂敷部20、20、
…
成为多孔质体,由此,更易于压缩弹性变形。而且,根据需要,玛帝脂粘接剂也可以包括填充剂、交联剂、软化剂等。作为这样的玛帝脂粘接剂,没有特别限制,能举出公知的玛帝脂粘接剂。
55.涂敷有玛帝脂粘接剂的多个涂敷部20、20、
…
沿着横梁16、16的长度方向(即,车宽方向y)隔开间隔地形成于各横梁16。在本实施方式中,如图2所示,在多个涂敷部20、20、
…
中,配置于横梁16、16的在车宽方向y上的中央的中央涂敷部21的长度l1比配置于比中央靠车宽方向y的两侧的端侧涂敷部22、22的长度l2短。具体地说,在本实施方式中,中央涂敷部21是点状,端侧涂敷部22、22是线状。
56.在中央涂敷部21和端侧涂敷部22,在将车辆的在前后方向x上的长度(在本实施方式中,从喷嘴吐出玛帝脂粘接剂的直径)设为宽度w而将沿着车宽方向y的长度分别设为长度l1、l2时,更优选满足以下的关系。
57.具体地说,中央涂敷部21的长度l1相对于中央涂敷部21的宽度w优选为2.0倍以下,更优选为1.5倍以下。而且,中央涂敷部21的长度l1相对于中央涂敷部21的宽度w优选为0.5倍以上,更优选为1.0倍以上。尤其优选中央涂敷部21的长度l1为中央涂敷部21的宽度w以下。
58.端侧涂敷部22的长度l2相对于端侧涂敷部22的宽度w优选为3.0倍以上,更优选为5.0倍以上。端侧涂敷部22的长度l2相对于端侧涂敷部22的宽度w优选为10.0倍以下,更优选为7.0倍以下。而且,各端侧涂敷部22的长度l2优选为中央涂敷部21的长度l1的3倍以上,更优选为4倍以上。
59.在本实施方式中,顶板15机械性地固定于构成上部结构体10的一部分的前顶梁11、后顶梁12和一对侧梁13、13。而且,顶板15经由涂敷有玛帝脂粘接剂的多个涂敷部20、20、
…
而通过粘接剂被固定于横梁16、16。通过这样的固定,能够用顶板15封闭由前顶梁11、
后顶梁12和一对侧梁13、13所包围的空间s。
60.尤其是,在本实施方式中,多个涂敷部20、20、
…
沿着车宽方向y隔开间隔地形成于横梁16,在多个涂敷部20、20、
…
中,中央涂敷部21的长度l1比端侧涂敷部22的长度l2短。由此,顶板15的在车宽方向上的中央与其两侧相比,难以被玛帝脂粘接剂所约束。因此,中央涂敷部21相对于顶板15的热膨胀和热收缩,能够一边约束顶板15一边促进顶板15的中央的变形,所以,能够抑制顶板15的在车宽方向y上的中央的歪扭。
61.尤其是,在本实施方式中,中央涂敷部21是点状,玛帝脂粘接剂的涂敷量比其它部位少,所以,顶板15的约束被限制。结果,能够进一步抑制顶板15的歪扭,能够防止顶板15的表面的不自然的反射。另一方面,端侧涂敷部22是线状,沿着车宽方向y的长度l2比中央涂敷部21长,所以,能够提高顶板15和横梁16的粘接强度。尤其是,通过将中央涂敷部21和端侧涂敷部22的长度l1、l2相对于宽度w设定于上述的范围,能够进一步期待这样的效果。
62.2.关于车辆用顶结构1的组装方法
63.参照图3和图4a~图4d,对以上那样构成的本实施方式的车辆用顶结构1的组装方法进行说明。图3是用于说明本实施方式的车辆用顶结构1的组装方法的流程图,图4a~图4d是用于说明图3所示的各工序的示意图。以下所示的组装方法是用顶板15封闭上部结构体10的空间s并将顶板15固定于上部结构体10的方法。
64.2-1.关于涂敷部的形成工序s1
65.首先,对上述的上部结构体10进行图3所示的涂敷部的形成工序s1。具体地说,如图4a所示,在横梁16、16,在车宽方向y隔开间隔地配置由玛帝脂粘接剂构成的多个涂敷部20、20、
…
。在该状态下,涂敷部20、20、
…
的玛帝脂粘接剂是未固化的状态(凝胶状或浆状),在包括发泡剂的情况下,发泡剂是未发泡的状态,例如通过利用通常已知的粘接剂的涂敷装置的涂敷,能够形成多个涂敷部20、20、
…
。
66.在本实施方式中,在涂敷部的形成工序s1中,以在多个涂敷部20、20、
…
中配置于横梁16、16的在车宽方向y上的中央的中央涂敷部21的长度l1比配置于比中央靠车宽方向y的两侧的端侧涂敷部22的长度l2短的方式,形成多个涂敷部20、20、
…
。更具体地说,如图2所示,将中央涂敷部21形成为点状,将端侧涂敷部22形成为线状。
67.在本实施方式中,具体地说,如上述那样,中央涂敷部21的长度l1相对于中央涂敷部21的宽度w优选为2.0倍以下,更优选为1.5倍以下。而且,中央涂敷部21的长度l1相对于中央涂敷部21的宽度w优选为0.5倍以上,更优选为1.0倍以上。尤其优选中央涂敷部21的长度l1为中央涂敷部21的宽度w以下。
68.端侧涂敷部22的长度l2相对于端侧涂敷部22的宽度w优选为3.0倍以上,更优选为5.0倍以上。而且,各端侧涂敷部22优选为中央涂敷部21的长度的3倍以上,更优选为4倍以上。
69.2-2.关于顶板的配置工序s2
70.如图3所示,进行顶板的配置工序s2。具体地说,如图4b所示,以从横梁16、16的上方封闭由前顶梁11、后顶梁12和一对侧梁13、13所包围的空间s的方式,经由多个涂敷部20、20、
…
而将顶板15配置于上部结构体10。此时,顶板15接触于被配置于横梁16、16的涂敷部20、20、
…
。
71.2-3.关于顶板的固定工序s3
72.如图3所示,进行顶板的固定工序s3。具体地说,如图4c所示,将顶板15机械性地固定于前顶梁11、后顶梁12和一对侧梁13、13。在本实施方式中,通过点焊等而将顶板15的外周部分固定于前顶梁11、后顶梁12和一对侧梁13、13。由此,顶板15经由焊接部23而固定于上部结构体10。此外,该顶板15的固定也可以用螺钉固定、铆接等来进行。
73.2-4.关于玛帝脂粘接剂的固化工序s4
74.如图3所示,进行玛帝脂粘接剂的固化工序s4。具体地说,如图4d所示,与上部结构体10和顶板15一起来加热多个涂敷部20、20、
…
从而使玛帝脂粘接剂固化。在本实施方式中,在图3所示的顶板的固定工序s3与玛帝脂粘接剂的固化工序s4之间,存在涂装工序(图3中未图示),在该涂装工序中,通过电沉积涂装而在顶板15的表面形成涂膜。然后,将车辆(车身)投入炉内,对由涂装工序形成的涂膜进行烧结(加热),由此在顶板15的表面形成稳定的涂膜。在本实施方式中,利用涂膜的烧结时的加热来加热多个涂敷部20、20、
…
,使多个涂敷部20、20、
…
的玛帝脂粘接剂固化。
75.在此,如图4d所示,在该加热时,在炉内,顶板15比横梁16、16先升温,所以,周围被上部结构体10约束的顶板15鼓起变形。然后,横梁16、16也追随顶板15的温度曲线地升温,所以,鼓起变形的顶板15想要恢复原来的形状。
76.此时,由于多个涂敷部20、20配置成中央涂敷部21的长度l1比端侧涂敷部22的长度l2短,所以,在顶板15的车宽方向y的中央,中央涂敷部21所带来的约束力被限制。结果,即使中央涂敷部21的玛帝脂粘接剂开始固化,也难以阻碍一度鼓起变形的顶板15想要恢复原来的形状的现象,能够抑制加热所带来的顶板15的暂时的歪扭。由此,既能够抑制易于变形的顶板15的中央的歪扭又能够经由其两侧的端侧涂敷部22而将顶板15更牢固地粘接于横梁16。结果,既能够确保顶板15的固定又能够防止因歪扭所导致的顶板15的表面的不自然的反射。
77.尤其是,中央涂敷部21是点状,玛帝脂粘接剂的涂敷量比其它部位少,所以,能够限制顶板15的约束。结果,能够抑制顶板15的歪扭,能够防止顶板15的表面的不自然的反射。另一方面,端侧涂敷部22是线状,沿着车宽方向y的长度比中央涂敷部21长,所以,能够提高顶板15与横梁16的粘接强度。
78.接下来,参照图5,对本发明的其它实施方式进行说明。图5示出本发明的车辆用顶结构的其它实施方式,是拆下了顶板的状态的要部俯视图。此外,与图1b所示的车辆用顶结构1相比,涂敷有玛帝脂粘接剂的涂敷部的形态不同,所以,以下对该点进行说明,对其它构成省略其详细说明。
79.如图5所示,在本实施方式中,与图2所示的实施方式同样地,在多个涂敷部中,配置于横梁16的在车宽方向y上的中央的中央涂敷部21的长度比配置于比中央靠车宽方向y的两侧的端侧涂敷部22的长度短。
80.而且,在本实施方式中,多个涂敷部
…
在横梁16,在车辆的前后方向x形成2列。排列在车辆前方侧的1列的多个前方涂敷部20a、20a、
…
、以及排列在车辆后方侧的1列的多个后方涂敷部20b、20b、
…
分别在车宽方向y隔开间隔地形成。前方涂敷部20a、20a、
…
和后方涂敷部20b、20b、
…
呈交错状地配置。具体地说,从车辆的前后方向x观察,在相邻的前方涂敷部20a、20a彼此之间配置有后方涂敷部20b。
81.在此,在图3所示的涂敷部形成工序s1中进行多个涂敷部的形成即可。具体地说,
在涂敷部形成工序s1中,如图5所示,将多个涂敷部在横梁16在车辆的前后方向x形成2列。此时,将车辆前方侧的1列的多个前方涂敷部20a、20a、
…
、以及车辆后方侧的1列的多个后方涂敷部20b、20b、
…
分别在车宽方向y隔开间隔地排列。此时,以从车辆的前后方向x观察在相邻的前方涂敷部20a、20a彼此之间配置有后方涂敷部20b的方式形成多个涂敷部即可。
82.根据本实施方式,在多个前方涂敷部20a、20a、
…
和多个后方涂敷部20b、20b、
…
中,中央涂敷部21、21、
…
在车辆的前后方向x分散地配置,所以,既能够使顶板15的粘接状态稳定又能够降低顶板15的过度的约束。另外,多个前方涂敷部20a、20a、
…
和后方涂敷部20b、20b、
…
这2列涂敷部沿着车宽方向y以错开的状态配置,所以,既能够抑制玛帝脂粘接剂的涂敷量又能够在更大的范围将顶板15稳定地粘接于横梁16。结果,能够将顶板15稳定地固定于上部结构体10,并且,能够抑制顶板15的歪扭。
83.在此,在本实施方式的车辆用顶结构1中,参照图6,对验证顶板15的歪扭量的试验体30进行说明。试验体30具有相当于上部结构体10的横梁16、16的基体31和相当于顶板15的板(钢板)34。基体31是将金属制的厚板材(例如厚度:1.6mm以上)弯折成剖面
コ
字状来提高刚性的形状,板34是比基体31薄的板厚(例如厚度:0.6mm)的板材。
84.在基体31和板34的两侧分别形成贯通孔31a、34a。首先,在基体31的贯通孔31a、31a之间形成涂敷有玛帝脂粘接剂的涂敷部36。图6示出后述的参考例1的试验体30的涂敷部36。接着,在基体31与板34之间夹入间隔件(垫圈)33、33的状态下将螺栓32依次通过贯通孔31a、间隔件33和贯通孔34a,将螺母35、35拧紧于螺栓32、32。由此,能够得到在基体31的两侧机械性地固定板34并在螺栓32、32之间配置有由玛帝脂粘接剂构成的涂敷部36的试验体。若将该试验体30在实际的加热炉内的加热条件下加热,则能够确认实际车辆中的顶板的歪扭的倾向。
85.在以下的参考例1~4中,在图7所示的条件下制作试验体30,然后对其分别进行加热。在参考例1中,在基体31的在长度方向上的中央设有1个长度15mm的点状的涂敷部。在参考例2中,在基体31的在长度方向上的中央设有2个长度15mm的点状的涂敷部并将它们之间的间隙设为20mm。在参考例3中,在基体31的在长度方向上的中央设有2个长度15mm的点状的涂敷部并将它们之间的间隙设为50mm。在参考例4中,在基体31的在长度方向上的中央设有长度50mm的线状的涂敷部。在相同条件下加热参考例1~4的试验体30而使玛帝脂粘接剂固化。然后,沿着板34的长度方向,从激光位移计扫描激光,测定板34的变形量。其结果如图8所示。
86.从图8可知,参考例4与参考例1~3相比,板34的变形量大,参考例2、3与参考例1相比,板34的变形量大。板34在长度方向的两侧通过螺栓32和螺母35而机械性地被固定(约束),板34的中央易于变形。在此,如参考例4所示,在配置有线状的涂敷部36的情况下,在玛帝脂粘接剂的固化后,与参考例1~3相比,易于约束板34的变形。在参考例4的情况下,在加热时板34鼓起变形,在想要恢复原来的形状时,由于涂敷部36的玛帝脂粘接剂固化,板34难以恢复到原来的形状。结果,认为与参考例1~3相比,参考例4的板34的变形量大。基于同样的理由,认为与配置有1个点状的涂敷部36的参考例1相比,在配置有2个点状的涂敷部36、36的参考例2、3中板34的变形量大。
87.以上,对本发明的实施方式进行了详细描述,但本发明不限于上述的实施方式,在不脱离权利要求书所记载的本发明的精神的范围内能够进行各种设计改变。
88.例如,在本实施方式中,中央涂敷部的宽度和端侧涂敷部的宽度为相同宽度,但也可以用不同的宽度形成。另外,示出了设置2根横梁的例子,但也可以是1根,还可以是3根以上。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1