FRP筋肋深量化生产装置及方法
frp筋肋深量化生产装置及方法
技术领域
1.本发明涉及纤维增强聚合物筋加工技术领域,特别涉及一种根据位移控制来量化生产frp筋肋深的装置及方法。
背景技术:
2.在土木工程领域,钢筋作为增强相与基体混凝土结合使用十分普遍,钢筋的加入极大的提高了混凝土的极限承载能力,可见钢筋的地位在土木工程领域中举足轻重。但随着资源的枯竭和钢筋易受氧化锈蚀降低了结构的耐久性和承载能力,因此亟需一种新型材料来取代钢筋,与混凝土结合使用。纤维增强聚合物(fiber reinforced polymer,简称frp)筋拥有很多优越性能,比如高强轻质、耐腐蚀和抗疲劳性能好等优点。在混凝土中以frp筋作为纵筋、腹筋或预应力筋来取代钢筋,能显著改善混凝土结构耐久性,具有非常好的应用前景。frp筋与混凝土的粘结是保证frp筋与混凝土能够协同工作的根本前提。如果frp筋和混凝土不能良好的粘结在一起,混凝土构件受力变形后,在小变形的情况下,frp筋和混凝土就不能协调变形;在大变形情况下,frp筋就不能很好锚固在混凝土结构中,从而产生相对滑移而破坏。frp筋与混凝土之间的粘结强度与frp筋表面的肋深和混凝土的质量有关,其中frp筋表面的肋深尤为明显。带肋frp筋与混凝土之间的粘结由化学胶着力、摩阻力和机械咬合力三部分组成。混凝土嵌入frp筋的肋深中与之咬合,能显著提高frp筋与混凝土之间的粘结性能。
3.但现有的frp筋缠绕肋生产装置不能对肋深进行量化控制,只能生产出浅肋或深肋的frp筋类型。如果成品frp筋为浅肋,则不会很大的程度上削弱frp筋自身的强度,但会极大的影响其与混凝土的粘结强度;如果为深肋,则不会影响其与混凝土的粘结强度,但极大程度的削弱了frp筋自身的强度。为了解决上述问题,试图在极小削弱frp筋自身强度的前提下,找到一种肋深可与混凝土协同受力,使frp筋与混凝土达到最大粘结性能。
技术实现要素:
4.针对frp筋现有缠绕装置不能实现量化肋深等问题,本发明提供一种frp筋肋深量化生产装置及方法,装置简单、操作方便,便于通过位移控制来实现量化生产。
5.按照本发明所提供的设计方案,一种frp筋肋深量化生产装置,包含:套装在frp筋上用于带动缠绕带绕frp筋转动的缠绕机构,使得缠绕带缠绕在向前行进的frp筋上;及与缠绕机构固定用于缠绕带牵引的牵引机构;所述牵引机构包含:与缠绕机构固定的支撑架,固定于支撑架上的牵引机;所述支撑架上还设置有缠绕带线轴和上下滚轮,牵引机驱动上下滚轮转动,缠绕带线轴上的缠绕带穿过上下滚轮间的间隙,通过牵引机驱动带动缠绕带前进。
6.作为本发明frp筋肋深量化生产装置,进一步地,所述缠绕机构包含套装在frp筋上的缠绕轮,驱动缠绕轮转动的驱动电机,及用于对前进的缠绕带进行导向的导杆;所述导杆设置在缠绕轮上且与frp筋向前行进方向一致。
7.作为本发明frp筋肋深量化生产装置,进一步地,所述导杆上设置有用于缠绕带穿过的调节孔。
8.作为本发明frp筋肋深量化生产装置,进一步地,所述调节孔内设置有耐磨层。
9.作为本发明frp筋肋深量化生产装置,进一步地,在上下滚轮两侧的支撑架上还设置有前后对杆,前后对杆上分别开设有用于缠绕带穿过的对中孔,对中孔中心与上下滚轮之间间隙水平中心在同一条直线上。
10.作为本发明frp筋肋深量化生产装置,进一步地,所述对中孔上设置有耐磨层。
11.作为本发明frp筋肋深量化生产装置,进一步地,所述耐磨层为孔的镀漆弧面和/或橡胶包裹层。
12.作为本发明frp筋肋深量化生产装置,进一步地,上下滚轮通过转动轴设置于支撑架上,牵引机输出端与上滚轮转动轴连接,上滚轮转动轴通过齿轮驱动与下滚轮转动轴连接。
13.作为本发明frp筋肋深量化生产装置,进一步地,支撑架上设置有用于调节上滚轮转动轴和下滚轮转动轴两者相对高度的压力螺栓,通过旋拧压力螺栓调节上下滚轮之间间隙。
14.进一步地,基于上述的装置,本发明还提供一种frp筋肋深量化生产方法,具体包含如下内容:截取单个缠绕肋界面,获取肋深;依据肋间距、肋深及frp筋直径计算单个缠绕肋螺旋线长度;依据缠绕机构转速及单个缠绕肋螺旋线长度计算单位时间内缠绕带牵引长度;通过该单位时间内缠绕带牵引长度及滚轮周长来设定牵引机协同工作参数,实现通过位移控制来量化生产frp筋肋深。
15.本发明的有益效果:
16.本发明装置结构简单,设计科学、合理,操作简便,便于通过位移控制来实现frp筋的肋深的量化生产,对工程实践具有重要的意义,通过对不同肋深frp筋进行力学性能和粘结性能分析;可实现智能标准化作业,在生产过程中不需要人工调节,减低人工成本,提高效率,具有很强的应用前景。
附图说明:
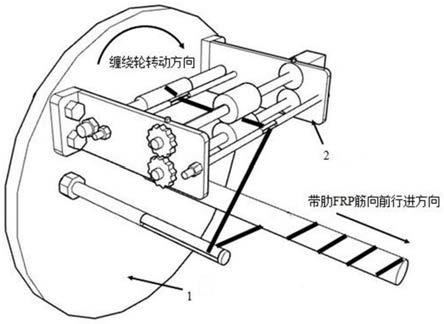
17.图1为实施例中frp筋肋深量化生产装置结构示意;
18.图2为实施例中缠绕机构示意;
19.图3为实施例中牵引机构示意;
20.图4为实施例中对中杆结构示意;
21.图5为实施例中导杆结构示意
22.图6为实施例中缠绕带缠绕肋剖面示意。
23.图中标号,标号1代表缠绕机构,标号11代表缠绕轮,标号12代表导杆,标号2代表牵引机构,标号21代表缠绕带线轴,标号22/25代表对中孔,标号23代表牵引机,标号24代表上下滚轮,标号26代表压力螺栓,标号27代表齿轮,标号121/221/251代表带耐磨层的孔。
具体实施方式:
24.下面结合附图和技术方案对本发明作进一步详细的说明,并通过优选的实施例详
细说明本发明的实施方式,但本发明的实施方式并不限于此。
25.在土木工程中,带缠绕肋的frp筋主要用来取代钢筋作为结构的受力筋,缠绕肋起到与混凝土的锚固咬合作用。本发明实施例中提供一种frp筋肋深量化生产装置,如图1~5所示,包含:套装在frp筋上用于带动缠绕带绕frp筋转动的缠绕机构1,使得缠绕带缠绕在向前行进的frp筋上;及与缠绕机构1固定用于缠绕带牵引的牵引机构2;所述牵引机构2包含:与缠绕机构1固定的支撑架,固定于支撑架上的牵引机23;所述支撑架上还设置有缠绕带线轴21和上下滚轮24,牵引机23驱动上下滚轮24转动,缠绕带线轴21上的缠绕带穿过上下滚轮24间的间隙,通过牵引机23驱动带动缠绕带前进。装置结构简单,操作方便,满足在极小削弱frp筋自身强度的前提下使肋深可与混凝土协同受力,以实现frp筋与混凝土达到较好粘结性能下的量化生产作业需求,可以量化生产gfrp筋、cfrp筋、bfrp筋和混杂frp筋(增强材料为玻璃纤维、碳纤维、芳纶纤维、长合成纤维、钢绞线及钢筋等两种或者两种以上的材料组成)的肋深。
26.作为本发明实施例中frp筋肋深量化生产装置,进一步地,如图2所示,所述缠绕机构1包含套装在frp筋上的缠绕轮11,驱动缠绕轮11转动的驱动电机,及用于对前进的缠绕带进行导向的导杆12;所述导杆12设置在缠绕轮11上且与frp筋向前行进方向一致。通过目标肋间距和frp筋行进的牵引速度可确定驱动电机转速,以满足肋深量化生产需求。进一步地,如图5所示,所述导杆12上设置有用于缠绕带穿过的调节孔。可选用刚性圆杆,孔口尺寸可根据需要控制在5mm
×
50mm之间,便于目标肋深不同时对应肋间角可通过缠绕带在孔口内的角度变化进行自动调节。
27.作为本发明实施例中frp筋肋深量化生产装置,进一步地,如图4所示,在上下滚轮24两侧的支撑架上还设置有前后对杆,前后对杆上分别开设有用于缠绕带穿过的对中孔,对中孔中心与上下滚轮24之间间隙水平中心在同一条直线上。将缠绕带纱团穿在缠绕带线轴21上,引出的缠绕带依次穿过前对中孔、上下滚轮24及后对中孔,三者在同一条直线上,提升缠绕带牵引时稳定可靠作业。上下滚轮24可选用受挤压不易变形的刚性体,对中杆可选用中间开孔的刚性杆,孔口尺寸可根据所用缠绕带的厚乘宽确定,根据常用缠绕带尺寸孔口尺寸可确定为2mm
×
4mm,前对中孔和后对中孔的形心连线一定要与上下滚轮24的中间横截面重合。进一步地,所述对中孔上设置有耐磨层,减少缠绕带与孔体之间的摩擦。
28.作为本发明实施例中的frp筋肋深量化生产装置,进一步地,所述耐磨层为孔的镀漆弧面和/或橡胶包裹层。可通过将孔设计为光滑弧面、或镀上烤漆、或表面包裹橡胶套或中间开孔部分用硬质塑料代替等,实现孔上的耐磨层功能,以减小缠绕带行进过程中的摩擦与损坏。
29.作为本发明实施例中的frp筋肋深量化生产装置,进一步地,上下滚轮24通过转动轴设置于支撑架上,牵引机23输出端与上滚轮转动轴连接,上滚轮转动轴通过齿轮27驱动与下滚轮转动轴连接。进一步地,支撑架上设置有用于调节上滚轮转动轴和下滚轮转动轴两者相对高度的压力螺栓26,通过旋拧压力螺栓26调节上下滚轮24之间间隙。顺时针拧动压力螺栓26,可向下推动上滚轮转动轴,使上滚轮紧紧的与下滚轮挤压在一起,将通过两轮中间的缠绕带死死地固定住,防止缠绕带被异常拉出。牵引机23停止工作时,可利用牵引机23自身的抱死功能和齿轮27的停止运转状态,牢固地把上下滚轮24保持在静止状态。
30.进一步地,基于上述的装置,本发明实施例还提供一种frp筋肋深量化生产方法,
具体包含如下内容:截取单个缠绕肋界面,获取肋深;依据肋间距、肋深及frp筋直径计算单个缠绕肋螺旋线长度;依据缠绕机构1转速及单个缠绕肋螺旋线长度计算单位时间内缠绕带牵引长度;通过该单位时间内缠绕带牵引长度及滚轮周长来设定牵引机23协同工作参数,实现通过位移控制来量化生产frp筋肋深。实现在确定frp筋直径、肋间距、肋深和frp筋牵引装置参数的情况下,通过调节缠绕带牵引机23的参数改变缠绕带出线速度以确定frp筋肋深的量化生产。
31.通过位移控制缠绕带出线长度来生产frp筋量化肋深时,将缠绕需要的缠绕带丝团(碳纤维带)安装在缠绕带线轴21上。将缠绕带穿过前对中孔,使其从上下滚轮24中间通过,再经过后对中孔引出,该步要确保缠绕带在三者之间以直线的形式行进。缠绕带通过后对中孔后,再从导杆12中间的条形孔穿过。拉紧缠绕带牢固的系在向前行进的frp筋上。顺时针拧动缠绕压力螺栓26,推动上滚轮两端向下移动,使上滚轮与下滚轮紧紧压在一起,产生一定的预压力,并且使上下齿轮27相互咬合,实现上下滚轮24同动同停步调一致,以达到在缠绕带牵引机23停止工作或按着设定转速运行的状态下,在导杆12方向施加一较大拉力,不能将缠绕带轻易的从缠绕带线轴21上拉出。根据不同肋深需要,输入计算的缠绕带牵引机23协同工作参数,并配合生产过程中的其他参数生产出量化肋深的frp筋。
32.如图6所示,通过截取单个缠绕肋进行分析,假设单个缠绕肋的肋间距为l,沿其上边缘剪开并伸展可得到下图图右所示的尺寸。当肋深为h时,单个缠绕肋内螺旋线的长度为:
33.——d为frp筋的直径
34.根据上述公式可以确定肋深不同时,单个肋间距内所需要的缠绕带长度,那么单位时间内缠绕带的出线长度为s
′×
n。计算单个肋间距内螺旋线的长度,再乘以缠绕带缠绕轮11驱动电机的转速n rad/min,即可得到单位时间内缠绕带的出线长度,在单位时间内缠绕带的出线长度除以上滚轮24的周长,即可得到缠绕带牵引机23协同工作参数n rad/min。n可根据目标参数确定。缠绕带可选用高强碳纤维带或高强合成高分子带,强度高弹模大,拉伸过程中不易发生变形和断裂。
35.为验证本发明装置与方法方案的有效性,下面结合具体实例做进一步解释说明:
36.生产一批cfrp筋,目标参数有:frp筋的直径d=10mm,肋间距l为1.5倍frp筋的直径,肋深h为6%frp筋直径,缠绕带牵引机构2中上下滚轮24的直径为r=30mm,根据所用基体树脂的物理化学特性可确定frp筋生产时向前行进的速度为v=400mm/min。
37.可通过以下过程来计算缠绕带牵引机23的协同工作参数:已知肋间距l为1.5倍frp筋直径,d=10mm,可得l=15mm;肋深h为6%frp筋直径,可得h=0.6mm。
38.1)由已知可得:当肋深h=0.6mm时,单个肋间距内螺旋线的长度
[0039][0040][0041]
2)已知frp筋生产时向前行进的速度为v=400mm/min,肋间距l=15mm,可得到缠
绕带缠绕机构1的转速为:
[0042][0043]
表明在frp筋向前行进一分钟内,所形成的缠绕肋近似26.7个,则一分钟内由缠绕带牵引机23带动上下滚轮24输出的缠绕带长度为:
[0044]
x=s
′×
n=31.44
×
26.7=839.5mm/min
[0045]
3)已知上下滚轮24的直径r=30mm,则滚轮转动一周输出的缠绕带长度为:
[0046]
x=πr=3.14
×
30=94.2mm
[0047]
那么,缠绕带牵引机23的协同工作参数即转速为
[0048][0049]
将缠绕带牵引机23的协同工作参数即转速n输入到设备控制台上即可。
[0050]
实践案例:
[0051]
案例一:
[0052]
用上述设计装置进行cfrp筋肋深的量化生产,验证装置设计方案的可行性。目标参数有:cfrp筋的直径d=10mm,肋间距l为1.5倍cfrp筋的直径,肋深h为6%frp筋直径,缠绕带牵引机构2中上下滚轮24的直径为r=30mm,根据所用基体树脂的物理化学特性可确定cfrp筋生产时向前行进的速度为v=400mm/min。由前面算例结果可知:缠绕带牵引机23的输入参数为8.9rad/min。从同批次成品cfrp筋中随机选取五个肋深,在剥离缠绕带后用游标卡尺测量肋深h,得到的测量结果如下表所示:
[0053][0054]
从上表中数据可以看出,肋深的量化结果还是比较理想的,测试肋深在目标肋深上下浮动,造成这种现象的部分原因可能是缠绕带从cfrp筋上剥离的时候可能会带走或者留下以少量树脂。
[0055]
案例二:
[0056]
用上述设计装置进行混杂frp筋(玻璃纤维和碳纤维混杂)肋深的量化生产,验证装置设计方案的可行性。目标参数有:混杂frp筋的直径d=18mm,肋间距l为1倍混杂frp筋的直径,肋深h为10%frp筋直径,缠绕带牵引机构2中上下滚轮24的直径为r=30mm,根据所
用基体树脂的物理化学特性可确定frp筋生产时向前行进的速度为v=380mm/min。由前面算例计算方法可知:缠绕带牵引机23的输入参数为10.9rad/min。从同批次成品混杂frp筋中随机选取五个,在剥离缠绕带后用游标卡尺测量肋深h,得到的测量结果如下表所示:
[0057][0058][0059]
从上表中数据可以看出,生产较大肋深frp筋时,量化结果也是比较准确的,测试结果在目标结果上下浮动,造成这种现象的部分原因可能是缠绕带从混杂frp筋上剥离时可能会带走或遗留少量树脂以及碳纤维缠绕带有很薄的一层碳黑遗留。
[0060]
案例三:
[0061]
用上述设计装置进行gfrp筋肋深的量化生产,验证装置设计方案的可行性。目标参数有:gfrp筋的直径d=24mm,肋间距l为1.5倍gfrp筋的直径,肋深h为15%gfrp筋直径,缠绕带牵引机构2中上下滚轮24的直径为r=30mm,根据所用基体树脂的物理化学特性可确定gfrp筋生产时向前行进的速度为v=320mm/min。由前面算例结果可知:缠绕带牵引机23的输入参数为7.3rad/min。从同批次成品gfrp筋中随机选取五个肋深,在剥离缠绕带后用游标卡尺测量肋深h,得到的测量结果如下表所示:
[0062][0063]
从上表中数据可以看出,生产大肋深frp筋时,量化结果也是相对比较准确的,测试肋深均比目标肋深偏小,造成这种现象的原因是肋深偏大时,缠绕带受到的拉力变大产
生变形伸长,另一方面原因是缠绕带从gfrp筋上剥离时可能会遗留下一薄层碳纤维缠绕带。
[0064]
可以理解的是,前述对本发明的具体示例性实施方案的描述是为了说明和例证的目的。这些描述并非想将本发明限定为所公开的精确形式,并且很显然,根据上述教导,可以进行很多改变和变化。对示例性实施例进行选择和描述的目的在于解释本发明的特定原理及其实际应用,从而使得本领域的技术人员能够实现并利用本发明的各种不同的示例性实施方案以及各种不同的选择和改变。本发明的范围意在由权利要求书及其等同形式所限定。
[0065]
本文中术语“和/或”表示可以存在三种关系。例如,a和/或b可以表示:单独存在a,同时存在a和b,单独存在b这三种情况。另外,本文中字符“/”一般表示前后关联对象是一种“或”的关系。
[0066]
除非另作定义,此处使用的技术术语或者科学术语应当为本发明所属领域内具有一般技能的人士所理解的通常意义。本申请说明书以及权利要求书中使用的“第一”、“第二”以及类似的词语并不表示任何顺序、数量或者重要性,而只是用来区分不同的组成部分。同样,“一个”或者“一”等类似词语也不必然表示数量限制。“包括”或者“包含”等类似的词语意指出现该词前面的元件或物件涵盖出现在该词后面列举的元件或者物件及其等同,而不排除其他元件或者物件。“连接”或者“相连”等类似词语并非现定于物理的或者机械的连接,而是可以包括电性的连接,不管是直接的还是间接的。“上”、“下”、“左”、“右”等仅用于表示相对位置关系,当被描述对象的绝对位置改变后,则该相对位置关系也可能相应地改变。
[0067]
上文中参照优选的实施例详细描述了本发明的示范性实施方式,然而本领域技术人员可理解的是,在不背离本发明理念的前提下,可以对上述具体实施例做出多种变型和改型,且可以对本发明提出的各技术特征、结构进行多种组合,而不超出本发明的保护范围,本发明的保护范围由所附的权利要求确定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1