一种CO2高压挤出发泡板材成型机头的制作方法
一种co2高压挤出发泡板材成型机头
技术领域
[0001]
本实用新型涉及发泡板材生产设备技术领域,尤其涉及一种co2高压挤出发泡板材成型机头。
背景技术:
[0002]
发泡板材生产工艺中包括熔融混炼后的液体材料经机头模具挤出工序,形成所需形状的发泡板材。现有技术中的公开号为cn210148550u的中国专利《一种co2震动发泡xps板材成型装置》公开了挤出工序所需的机头模具,具体包括能够控制温度的加热板、模具体、振动器和调节螺栓,模具体内设置有能够盛装物料的空腔结构,模具体的上侧和下侧设置有加热板,模具体的前部设置有口模,口模的上下两端设置有能够调节口模间隙的调节螺栓,调节螺栓的内侧设置有切槽,切槽内设置有振动器,模具体的后端设置有与发泡主机机筒连接的法兰,然而将振动器安装在口模的上下两端时,由于上模具和下模具之间形成的口模具有纵向间距,因此振动器工作时会引起口模纵向产生振动,从而使口模所在的上模具和下模具的连接处产生间隙而引发空腔内的物料泄漏的问题,同时振动器长期振动会造成口模所在的腔体产生变形的问题。
技术实现要素:
[0003]
针对现有技术中所存在的不足,本实用新型提供了一种co2高压挤出发泡板材成型机头,其解决了现有技术中存在的振动器振动时使口模所在的上模具和下模具的连接处产生间隙而引发空腔内的物料泄漏的问题,同时振动器长期振动会造成口模所在的腔体产生变形的问题。
[0004]
根据本实用新型的实施例,一种co2高压挤出发泡板材成型机头,包括相配合的上模和下模,上模和下模之间形成有型腔,型腔的两端分别为进口和出口,出口设有口模,型腔内设有支架、进料管和振动器,支架固设在型腔内,进料管的一端穿过支架并与其转动连接,进料管的另一端从进口伸出型腔并连接有使其转动的驱动机构,进料管外表面固设有螺旋输送叶片;所述振动器位于支架背离所述进料管的一侧且振动器与进料管穿过支架的一端相连。
[0005]
相比于现有技术,本实用新型具有如下有益效果:通过采用了转动的进料管与其上的螺旋输送叶片以及与进料管相连的且设置在型腔内的振动器,可以在螺旋输送叶片进料的同时对型腔内的物料进行震动,以使物料内分子间的间隙被细化,以提高物料整体的密实度,提高抗压强度,从而使口模输出的发泡板材降低收缩率,提高质量。
[0006]
优选地,型腔呈圆柱状;所述支架包括同轴的且呈环形的外圈和内圈,外圈固接在型腔内,外圈的径向尺寸大于内圈的径向尺寸,外圈与内圈之间固设有若干支杆,内圈内固设有轴承,进料管的一端穿过轴承并通过轴承与内圈转动连接。
[0007]
优选地,所述振动器的安装端伸入进料管穿过支架的一端并与进料管内壁弹性连接。
[0008]
优选地,上模和下模远离所述进口的一端设有位于口模外的凹槽,所述凹槽内设有用于形成口模出口端的模唇,所述模唇的上下表面分别设有螺孔,所述上模和下模上分别螺纹连接有与各螺孔相对应的螺杆,各螺杆的自由端分别旋入凹槽内并螺纹连接在与各螺杆对应的螺孔内,各螺杆用于调节口模出口端的间隙。
[0009]
优选地,上模和下模内分别设有相配合的且呈螺旋状的通槽,通槽内穿设有电热丝。
[0010]
优选地,所述振动器为超声波振子。
附图说明
[0011]
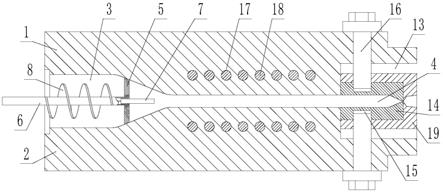
图1为本实用新型实施例的剖视图。
[0012]
图2为本实用新型实施例中支架的结构示意图。
[0013]
上述附图中:1、上模;2、下模;3、型腔;4、口模;5、支架;6、进料管;7、振动器;8、螺旋输送叶片;9、外圈;10、内圈;11、支杆;12、轴承;13、凹槽;14、模唇;15、螺孔;16、螺杆;17、通槽;18、电热丝;19、定型唇口。
具体实施方式
[0014]
下面结合附图及实施例对本实用新型中的技术方案进一步说明。
[0015]
如图1-2所示,本实用新型实施例提出了一种co2高压挤出发泡板材成型机头,包括相配合的上模1和下模2,上模1和下模2之间形成有型腔3,型腔3的两端分别为进口和出口,出口设有口模4,所述型腔3内设有支架5、进料管6和振动器7,支架5固设在型腔3内,进料管6的一端穿过所述支架5并与其转动连接,进料管6的另一端从进口伸出型腔3并连接有使其转动的驱动机构,进料管6外表面固设有螺旋输送叶片8;所述振动器7位于支架5背离所述进料管6的一侧且振动器7与进料管6穿过支架5的一端相连。具体地,在物料挤出时,上模1和下模2固定连接,物料从型腔3的进口被输送至型腔3内,型腔3内的振动器7对输入型腔3内的物料进行振动压实,由于振动过程中会有一部分物料反向运动,因此输送过程中还通过进料管6和其上的螺旋输送叶片8辅助将经过振动器7的物料持续向口模4输送,进料管6穿过支架5的一端还对振动器7起到支撑的作用。
[0016]
如图1-2所示,根据本实用新型的另一实施例,所述一种co2高压挤出发泡板材成型机头,具体地,所述型腔3呈圆柱状且朝向口模4的一端具有缩口;所述支架5包括同轴的且呈环形的外圈9和内圈10,外圈9固接在型腔3内,外圈9的径向尺寸大于内圈10的径向尺寸,外圈9与内圈10之间固设有若干支杆11,内圈10内固设有轴承12,进料管6的一端穿过所述轴承12并通过轴承12与内圈10转动连接。支架5需要支撑进料管6且不能阻挡物料从型腔3进入口模4,因此将支架5设置为包括内圈10和外圈9,内圈10和外圈9之间通过各支杆11固接,为减小支杆11对物料的阻碍,可将支杆11选用圆柱状的杆件或沿物料流动方向延伸的片状,为了使振动器7对物料更有效地振动,可将振动器7设置在型腔3的缩口段,此时外圈9的外表面即为锥状并贴设固接在缩口段的表面,此时即使物料流速较快也不会使外圈9产生轴向攒动。优选地,进料管6与振动器7相连的一端密封连接,防止物料进入进料管6内部。
[0017]
如图1所示,根据本实用新型的另一实施例,所述一种co2高压挤出发泡板材成型机头,所述振动器7的安装端伸入进料管6穿过支架5的一端并与进料管6内壁弹性连接。振
动器7即可选用市场上现有的超声波振动器7或机械振动器7,不管是哪种振动器7必然有用于连接或安装的一端,因此将振动器7用于连接或安装的一端伸入进料管6内并与进料管6内壁弹性连接,可以确保振动器7振动时不会对进料管6产生较大的振动影响;进料管6内壁可固设弹性套筒或柔性套筒,振动器7的安装端伸入弹性套筒或柔性套筒内并与其密封且过盈配合。优选地,所述振动器7采用超声波振子,超声波振子伸入进料管6内的一端连接有导线,导线可通过进料管6与外部的电源设备相连。
[0018]
如图1所示,根据本实用新型的另一实施例,所述一种co2高压挤出发泡板材成型机头,上模1和下模2远离所述进口的一端设有位于口模4外的凹槽13,所述凹槽13内设有用于形成所述口模4出口端的模唇14,所述模唇14的上下表面分别设有螺孔15,所述上模1和下模2上分别螺纹连接有与各螺孔15相对应的螺杆16,各螺杆16的自由端分别旋入凹槽13内并螺纹连接在与各螺杆16对应的螺孔15内,各螺杆16用于调节口模4出口端的间隙。具体地,模唇14镶嵌在定型唇口19的内孔中,定型唇口19上也设有供螺杆16穿过的通孔,螺杆16将模唇14和定型唇口19与上模1和下模2固接。当需要不同厚度的发泡板材时,可通过旋拧两个螺杆16,使模唇14上下端的间距改变,进而调节口模4出口端的间隙,结构更加简单且操作方便。当需要生产定尺寸的发泡板时,
[0019]
如图1所示,根据本实用新型的另一实施例,所述一种co2高压挤出发泡板材成型机头,上模1和下模2内分别设有相配合的且呈螺旋状的通槽17,通槽17内穿设有电热丝18。现有的co2高压挤出发泡板材成型机头是在上模1和下模2外固设加热板,然而上模1和下模2为了确保强度,其厚度较大,因此加热板在加热时达到所需温度所需要的时间较长,因此本实施例将上模1和下模2内分别设有相配合的且呈螺旋状的通槽17,通槽17内穿设有电热丝18,通过电热丝18对上模1和下模2之间的腔体进行加热,可以更快速的升温,降低了能耗。
[0020]
最后说明的是,以上实施例仅用以说明本实用新型的技术方案而非限制,尽管参照较佳实施例对本实用新型进行了详细说明,本领域的普通技术人员应当理解,可以对本实用新型的技术方案进行修改或者等同替换,而不脱离本实用新型技术方案的宗旨和范围,其均应涵盖在本实用新型的权利要求范围当中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1