一种周转箱生产用注塑模具的制作方法
1.本实用新型属于周转箱生产技术领域,具体为一种周转箱生产用注塑模具。
背景技术:
2.周转箱既可用于周转又可用于成品出货包装,轻巧、耐用、可堆叠。可根据用户需求订做各种规格、尺寸,铝合金包边,可应用于五金、电子、机械零配件、冷藏、储存、运输等行业,周转箱模具是周转箱生产加工过程中必不可少的工具之一。
3.在公告号cn209478728u中公开了一种用于周转箱加工用模具,包括定模板,定模板的上方设有动模板,且定模板与动模板通过电动伸缩杆连接,定模板的上表面设有凹模,凹模的前表面开设有注料口,且凹模的上表面设有注料嘴,注料口的一端与外界高压注浆枪连通,且注料口的另一端与注料嘴通过管道连通,凹模的内部安装有塑型网架,塑型网架的下方安装有卸料板,凹模的下方与卸料板对应位置处开设有卸料腔,卸料腔的内部安装有卸料伸缩杆。
4.可是,上述用于周转箱加工用模具,其在每次注塑完成并进行开模的过程中,卸料板被顶起时,带动上方塑型网架向上从凹模的型腔中伸出,此时上方的塑型网架会对刚成型的周转箱塑胶模成品进行承受成型压力,用于保证周转箱塑胶模成品的造型,使用时间久了,塑型网架会受压形变,甚至网架的组件焊接部位会开裂,会造成塑型网架后期对周转箱塑胶模成品的成型压力减弱,造成周转箱塑胶模成品的形状变形,而上述用于周转箱加工用模具中的塑型网架,该塑型网架是与卸料板焊接为一整体,无法拆卸下来进行修复或者更换,大大降低了周转箱塑胶模成品的成型质量。
技术实现要素:
5.本实用新型的目的在于提供一种周转箱生产用注塑模具,以解决现有技术中变形的塑型网架无法拆卸下来进行修复或者更换而影响周转箱塑胶模成品的成型质量的问题。
6.为实现上述目的,本实用新型提供如下技术方案:一种周转箱生产用注塑模具,包括定模板,以及设于定模板上端的凹模,所述定模板内设有卸料腔,所述卸料腔内装设有卸料伸缩杆,所述凹模的型腔中滑动设有卸料板、塑型网架,定模板、凹模、卸料腔、卸料伸缩杆、卸料板、塑型网架均为公告号cn209478728u中公开的用于周转箱加工用模具的组件结构,所述卸料伸缩杆的伸缩杆与卸料板固定连接,所述卸料板上设有安装螺栓,所述安装螺栓由螺栓柄、防松压盘、螺纹柱组成,所述卸料板的下端设置有防坠块,所述塑型网架的底板上设置有安装螺纹槽,所述卸料板上设置有插孔,所述螺纹柱与插孔滑动套接并与安装螺纹槽螺纹连接,本新型所使用到的金属结构件,除特殊说明,均采用四十五号钢材质制成,强度高,易焊接加工。
7.优选的,所述安装螺栓的数量为六个并均匀分布排列,保证对塑型网架的稳定安装固定。
8.优选的,所述防松压盘朝向卸料板的一端设置有防松凸起,所述防松凸起的数量
为二十个并以螺纹柱的俯视圆截面圆心为中心圆周排列设置,所述防松凸起的俯视截面为扇形状结构,防松凸起本体采用硅pu材料制成的凸起块,具有优良的高弹形变恢复能力,在将安装螺栓锁紧后,此时防松压盘与卸料板之间会对防松凸起进行挤压,防松凸起受压形变并产生竖向回弹力,该竖向回弹力作用到安装螺栓,可以大大提高螺纹柱与安装螺纹槽的螺纹锁紧力,起到放松效果。
9.优选的,所述螺栓柄的正视截面为菱形状结构,所述螺栓柄的俯视截面两侧前后端均设置有半弧状结构凹槽,两根手指抠入相应的凹槽,可以实现螺栓柄的正转或者反转,使用方便。
10.优选的,所述防坠块分为六组并分别设置于每个安装螺栓的位置上,每组防坠块的数量为两个并左右对称设置,所述防坠块的下端截面为倾斜面并与防松压盘的下端倾斜面平行,保证防松压盘稳定的坠落到防坠块上。
11.与现有技术相比,本实用新型的有益效果是:
12.通过设置可拆卸式的塑型网架,当使用久了,出现塑型网架本体发生形变或者组件焊接部位开裂,可将塑型网架从卸料板上拆卸下来,可对塑型网架进行修复或者直接更换新的,有效提高了塑型网架的使用灵活性,进而保证周转箱塑胶模成品的成型质量。
13.通过设置的防坠块结构,在进行拆卸塑型网架时,可以避免安装螺栓从插孔内坠落而造成的丢失,提高了对安装螺栓的使用防坠性。
附图说明
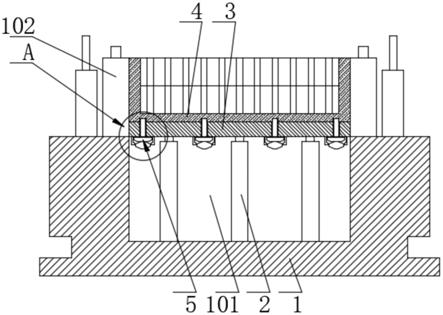
14.图1为本实用新型的定模板整体结构立面剖视图;
15.图2为本实用新型的塑型网架和卸料板的安装结构俯视图;
16.图3为本实用新型的图1中a处放大图;
17.图4为本实用新型的图2中b处放大图;
18.图5为本实用新型的防松凸起的俯视分布图。
19.图中:1定模板、101卸料腔、102凹模、2卸料伸缩杆、3卸料板、31插孔、4塑型网架、41安装螺纹槽、5安装螺栓、51螺栓柄、52防松压盘、521防松凸起、53螺纹柱、6防坠块。
具体实施方式
20.请参阅图1、图2、图3,一种周转箱生产用注塑模具,包括定模板1,以及通过螺栓安装设于定模板1上端的凹模102,定模板1内设有卸料腔101,卸料腔101内通过螺丝安装有卸料伸缩杆2,凹模102的型腔中滑动设有卸料板3、塑型网架4,卸料伸缩杆2的伸缩杆与卸料板3通过螺丝固定连接,卸料板3上设有安装螺栓5,安装螺栓5由螺栓柄51、防松压盘52、螺纹柱53组成,三者通过焊接固定连接,安装螺栓5的数量为六个并均匀分布排列。
21.请参阅图1、图2、图3、图4、图5,防松压盘52朝向卸料板3的一端粘接有防松凸起521,防松凸起521的数量为二十个并以螺纹柱53的俯视圆截面圆心为中心圆周排列设置,防松凸起521的俯视截面为扇形状结构,卸料板3的下端焊接有防坠块6,塑型网架4的底板上设置有安装螺纹槽41,卸料板3上设置有插孔31,螺纹柱53与插孔31滑动套接并与安装螺纹槽41螺纹连接,螺栓柄51的正视截面为菱形状结构,螺栓柄51的俯视截面两侧前后端均设置有半弧状结构凹槽。
22.请参阅图1、图3,防坠块6分为六组并分别设置于每个安装螺栓5的位置上,每组防坠块6的数量为两个并左右对称设置,防坠块6的下端截面为倾斜面并与防松压盘52的下端倾斜面平行。
23.本方案的工作原理是:当使用久了,出现塑型网架4本体发生形变或者组件焊接部位开裂,可以先启动卸料伸缩杆2,带动卸料板3以及塑型网架4整体向上移动并移出凹模102的型腔,此时安装螺栓5以及露出来,即可逆时针转动螺栓柄51,带动螺纹柱53逆时针转动,通过安装螺纹槽41的螺纹传动,带动安装螺栓5整体向下移动,待螺纹柱53的上端退出安装螺纹槽41后,停止转动安装螺栓5,然后握住塑型网架4即可将其从卸料板3上拆卸取走,拆卸取走后的塑型网架4可进行修复或者直接更换新的,提高了塑型网架4的使用灵活性,进而保证周转箱塑胶模成品的成型质量。
24.另外,当螺纹柱53向下退出安装螺纹槽41时,安装螺栓5整体会受到重力沿着插孔31向下坠落,此时防松压盘52会落在防坠块6上即停止,可以避免安装螺栓5从插孔31内坠落而造成的丢失,提高了对安装螺栓5的使用防坠性。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1