新型金刚石切割线锯—七丝绞合环状线锯及制作方法与流程
新型金刚石切割线锯
—
七丝绞合环状线锯及制作方法
技术领域
1.本发明属于金刚石切割线锯技术领域,具体为新型金刚石切割线锯—七丝绞合环状线锯及制作方法。
背景技术:
2.金刚石切割线锯是通过粘结、电镀、焊接等方式将金刚石颗粒固结在基体线上制作而成的一种切割工具,但现有的电镀金刚石切割线锯切割多采用往复式运动切割,往复型运动切割中存在加速、减速、停止和换向四个间断性运动,给被切割材料表面形貌产生一定影响,且在往复式切割过程中形成张力波动而造成断线,同时往复式切割设备需设置有放线机和收线机,占用空间较大,并且随着切割时间的延长,切出的切屑粉末附着于线体上,不易排出,加上镍镀层剥落、金刚石颗粒自身的磨损及脱落,导致金刚石切割线锯的切割性能下降甚至断线。
技术实现要素:
3.为解决上述背景技术中提出的问题,本发明的目的在于提供新型金刚石切割线锯—七丝绞合环状线锯,具备可以切屑粉末排出、切割能力强、效率高、使用寿命更长的优点,解决了现有的电镀金刚石切割线锯切割多采用往复式运动切割,往复型运动切割中存在加速、减速、停止和换向四个间断性运动,给被切割材料表面形貌产生一定影响,且在往复式切割过程中形成张力波动而造成断线,同时往复式切割设备需设置有放线机和收线机,占用空间较大,并且随着切割时间的延长,切出的切屑粉末附着于线体上,不易排出,加上镍镀层剥落、金刚石颗粒自身的磨损及脱落,导致金刚石切割线锯的切割性能下降甚至断线的问题。
4.为实现上述目的,本发明提供如下技术方案:新型金刚石切割线锯—七丝绞合环状线锯,包括七丝绞合母线,所述七丝绞合母线通过特殊编制方式编制成环状,所述环状七丝绞合母线外表面设置有螺旋状凸纹,所述螺旋状凸纹的内侧开设有螺旋状容屑槽,所述螺旋状容屑槽和螺旋状凸纹是由六股麻花线围绕一根直芯绞合自然形成,所述螺旋状凸纹的表面设置有螺旋状磨粒凸纹,所述螺旋状磨粒凸纹是由七丝绞合形成以及大颗粒金刚石和小颗粒金刚石均匀布置形成,且大颗粒金刚石和小颗粒金刚石均为金刚石裸料,无镍镀层,通过静态电镀方式把大、小颗粒金刚砂固定在七丝绞合母线的表面。
5.作为本发明优选的,包括以下步骤;
6.步骤一:将七丝麻花裸线拆开,得到一股直芯和6股麻花线,按照需求长度截取一段直芯,圈成一个圆形,再用需求长度乘6的麻花线在直芯外围缠绕6圈,进而编制成七丝绞合母线;
7.步骤二:去除七丝绞合母线表面的油污;
8.步骤三:通过静态电镀上砂方式,将金属镍和大、小颗粒金刚石裸料电镀到七丝绞合母线上,再进行加固电镀处理,使金刚石裸料的一部分被镍层包裹,形成七丝绞合环状线
锯;
9.步骤四:清洗、烘干。
10.作为本发明优选的,所述制作方法采用的生产线包括镀前处理装置、上砂装置和加固装置,所述镀前处理装置包括自前至后依次布置的碱洗槽(含超声波)、冷水洗槽、酸洗槽、冷水洗槽和热水洗槽,所述上砂装置包括上砂工作槽、上砂母槽、提液装置、过滤装置、上砂托盘、金刚石裸料、阳极和阴极,所述金刚石裸料包括金刚石原生料、破碎料、异型料和4型料,所述上砂工作槽与上砂母槽内均设置有氨基磺酸镍溶液,之间通过提液装置连接相通,加固装置包括加厚工作槽、加厚母槽、提液装置、过滤装置、阴极旋转装置和阳极,所述阳极包括钛篮和镍饼,所述阴极旋转装置包括水银滑环和导电环,所述加厚工作槽和加厚母槽内均设置有氨基磺酸镍溶液,之间通过提液装置连接相通。
11.作为本发明优选的,所述七丝绞合母线的直径为0.2-0.5mm。
12.作为本发明优选的,所述去除油污时采用强力清洁剂。
13.作为本发明优选的,所述烘干的时间为20分钟,且要保证周围环境整洁。
14.与现有技术相比,本发明的有益效果如下:
15.1、本发明通过七丝绞合母线、螺旋状凸纹、螺旋状容屑槽和螺旋状磨粒凸纹的配合使用,达到可以切屑粉末排出、切割能力强、效率高、使用寿命更长的效果,该新型金刚石切割线锯—七丝绞合环状线锯,解决了现有的电镀金刚石切割线锯切割多采用往复式运动切割,往复型运动切割中存在加速、减速、停止和换向四个间断性运动,给被切割材料表面形貌产生一定影响,且在往复式切割过程中形成张力波动而造成断线,同时往复式切割设备需设置有放线机和收线机,占用空间较大,并且随着切割时间的延长,切出的切屑粉末附着于线体上,不易排出,加上镍镀层剥落、金刚石颗粒自身的磨损及脱落,导致金刚石切割线锯的切割性能下降甚至断线的问题。
附图说明
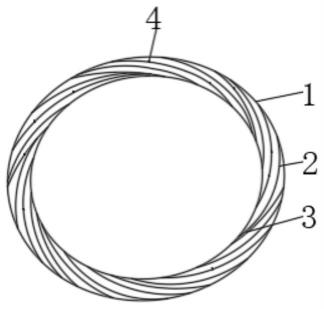
16.图1为本发明结构示意图;
17.图2为本发明局部结构立体图;
18.图3为本发明七丝绞合母线正视图;
19.图4为本发明局部结构仰视剖视图;
20.图5为本发明七丝绞合母线剖视图;
21.图6为本发明生产设备示意图;
22.图7为本发明上砂装置俯视图。
23.图中:1、七丝绞合母线;2、螺旋状凸纹;3、螺旋状容屑槽;4、螺旋状磨粒凸纹;5、镀前处理装置;6、上砂装置;7、加固装置;8、金刚石裸料;9、阳极;10、导电环。
具体实施方式
24.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
25.如图1至图7所示,本发明提供的新型金刚石切割线锯—七丝绞合环状线锯,包括七丝绞合母线1,七丝绞合母线1通过特殊编制方式编制成环状,环状七丝绞合母线1外表面设置有螺旋状凸纹2,螺旋状凸纹2的内侧开设有螺旋状容屑槽3,螺旋状容屑槽3和螺旋状凸纹2是由六股麻花线围绕一根直芯绞合自然形成,螺旋状凸纹2的表面设置有螺旋状磨粒凸纹4,螺旋状磨粒凸纹4是由七丝绞合形成以及大颗粒金刚石和小颗粒金刚石均匀布置形成,且大颗粒金刚石和小颗粒金刚石均为金刚石裸料8,无镍镀层,通过静态电镀方式把大、小颗粒金刚砂固定在七丝绞合母线1的表面。
26.本发明进一步设置为:金刚石切割线锯—七丝绞合环状线锯包括以下制作步骤;
27.步骤一:将七丝麻花裸线拆开,得到一股直芯和6股麻花线,按照需求长度截取一段直芯,圈成一个圆形,再用需求长度乘6的麻花线在直芯外围缠绕6圈,进而编制成七丝绞合母线1;
28.步骤二:去除七丝绞合母线1表面的油污;
29.步骤三:通过静态电镀上砂方式,将金属镍和大、小颗粒金刚石裸料8电镀到七丝绞合母线1上,再进行加固电镀处理,使金刚石裸料8的一部分被镍层包裹,形成七丝绞合环状线锯;
30.步骤四:清洗、烘干。
31.本发明进一步设置为:制作方法采用的生产线包括镀前处理装置5、上砂装置6和加固装置7,镀前处理装置5包括自前至后依次布置的碱洗槽(含超声波)、冷水洗槽、酸洗槽、冷水洗槽和热水洗槽,上砂装置6包括上砂工作槽、上砂母槽、提液装置、过滤装置、上砂托盘、金刚石裸料8、阳极9和阴极,金刚石裸料8包括金刚石原生料、破碎料、异型料和4型料,上砂工作槽与上砂母槽内均设置有氨基磺酸镍溶液,之间通过提液装置连接相通,加固装置7包括加厚工作槽、加厚母槽、提液装置、过滤装置、阴极旋转装置和阳极9,阳极9包括钛篮和镍饼,阴极旋转装置包括水银滑环和导电环10,加厚工作槽和加厚母槽内均设置有氨基磺酸镍溶液,之间通过提液装置连接相通。
32.本发明进一步设置为:七丝绞合母线1的直径为0.2-0.5mm。
33.本发明进一步设置为:去除油污时采用强力清洁剂。
34.本发明进一步设置为:烘干的时间为20分钟,且要保证周围环境整洁。
35.本发明的工作原理及使用流程:首先通过将七丝麻花裸线拆开,得到一股直芯和6股麻花线,按照需求长度截取一段直芯,圈成一个圆形,再用需求长度乘6的麻花线在直芯外围缠绕6圈,进而编制成七丝绞合母线1,去除七丝绞合母线1表面的油污,通过静态电镀上砂方式,将金属镍和大、小颗粒金刚石裸料8电镀到七丝绞合母线1上,再进行加固电镀处理,使金刚石裸料8的一部分被镍层包裹,形成七丝绞合环状线锯,再进行清洗烘干处理,然后再通过七丝绞合母线1上的螺旋状容屑槽3,且金刚石颗粒使用的是金刚石裸料8和异形料,棱角分明,螺旋状容屑槽3能够促进加工液的流动,改善了切屑的排出效果,金刚石裸料8大大提高了线锯的切割能力与效率,且切割面的精度与传统线锯并无差异,七丝绞合环状线锯因是七股金属丝绞合而成,提高了破断拉力,增加了使用寿命,因此七丝绞合环状线锯具有切割能力强、效率高、使用寿命长的优点。
36.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换
和变型,本发明的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1