一种HDMI高清多媒体连接器线材端部浸锡装置和浸锡方法及焊接设备与流程
一种hdmi高清多媒体连接器线材端部浸锡装置和浸锡方法及焊接设备
技术领域
[0001]
本发明涉及连接器焊接生产技术领域,具体涉及一种hdmi高清多媒体连接器线材端部浸锡装置和浸锡方法及焊接设备。
背景技术:
[0002]
hdmi高清多媒体连接器是一种通用串行总线的硬件接口,外形纤薄,传输速度快,最高10gbps,以及强悍的电力传输,最高100w,支持双面插入,用户不必担心传统usb端口所带来的正反问题。hdmi高清多媒体连接器一般由hdmi接头和与之连接的线材构成,线材端部露出多个铜柱,铜柱内部中空,铜芯设置在铜柱中,并通过焊锡连接,铜芯与hdmi接头之间通过碰焊连接。hdmi接头上设置有pcb板,pcb板上设置有焊接孔位,在装配hdmi高清多媒体连接器时,每一根信号线都需要人工编排,并焊接,人工焊接出来的hdmi高清多媒体连接器外观和功能效果不好,良品率低下,而且人工成本高,不利于产品的推广。
[0003]
中国发明专利申请(公开号:cn109038153a,公开日:2018.12.18)公开了一种hdmi高清多媒体连接器的制造方法,包括以下步骤:准备hdmi线材,并对hdmi线材进行预处理;成型内模,用自动成型内模机注塑成型内模;剥芯线、镀锡,将线体放入剥芯线机中剥去芯线皮,并镀锡;提供hdmi接头,所述hdmi接头包括hdmi接口和pcb板,所述hdmi接口与pcb板电连接,背离所述hdmi接口一端的pcb板两端面设置有焊锡点;自动焊锡,将hdmi线材内的芯线与所述pcb板上的焊锡点一一对应,使用自动焊接机焊接;装配及测试,按产品的要求将产品注塑装配成型,并对产品进行功能及外观测试。
[0004]
现有技术存在以下不足:1. 线材端部浸锡操作困难,浸锡深度难以精确控制; 2. 线材铜柱部位圆度不高,后续装配易出错;3. 自动化程度不高,生产效率低;4. 铜芯插接效率低;5. hdmi接头供料效率低,结构小导致分离困难;6. 线材在各个工位之间流转效率低,难以实现回流。
技术实现要素:
[0005]
本发明的目的是针对现有技术中线材端部浸锡操作困难,浸锡深度难以精确控制的问题,提出一种浸锡效率高,浸锡质量高的hdmi高清多媒体连接器线材端部浸锡装置和浸锡方法。
[0006]
为本发明之目的,采用以下技术方案:一种hdmi高清多媒体连接器线材端部浸锡装置,其包括翻转过料机构、驱动机构、锡池组件,翻转过料机构设置在驱动机构的正下方,翻转过料机构设置有两组,两组翻转过料机构依次衔接;所述的翻转过料机构包括旋转过料架、转轴、齿轮齿条组件和翻转气缸;所述的旋转过料架上端设置有通槽,通槽中设置载具经过;转轴固定设置在旋转过料架的下方,转轴通过转座铰接在机架上;所述的齿轮齿条组件包括相互啮合的齿轮和齿条,齿轮固定在转轴上,齿条移动配合在机架上,齿条与翻转气缸的伸缩端相连接,翻转气缸固定在机架上。
[0007]
作为优选,所述的锡池组件也设置有两组,两组锡池组件分别设置在翻转过料机构的两侧,锡池组件分别对应一组翻转过料机构。
[0008]
作为优选,所述的驱动机构包括吊座、横移气缸、纵移气缸、纵移架、推块和横移板;吊座固定在机架上,横移气缸设置在吊座上,横移板通过滑轨移动连接在吊座上,横移板与横移气缸的伸缩端相连接;纵移气缸竖直安装在横移板上,纵移架移动连接在横移板上,纵移架与纵移气缸的伸缩端相连接;所述的推块相隔一定的间距设置在纵移架上。
[0009]
作为优选,所述的锡池组件包括锡池、第一举升气缸、t形板、锡液斗、刮锡板、二自由度移动模组、冷却液池、冷却液斗和第二举升气缸;锡池固定在机架上,锡池中设置电热丝对池中的锡液进行加热;所述的第一举升气缸设置在机架上,t形板安装在第一举升气缸的伸缩端;锡液斗设置有两个,锡液斗安装在t形板上,锡液斗位于锡池中;所述的刮锡板通过二自由度移动模组连接机架上,刮锡板位于锡池中,对应锡液斗;所述的冷却液池固定在机架上,第二举升气缸竖直安装在机架上,冷却液斗安装在第二举升气缸的伸缩端,冷却液斗位于冷却液池中。
[0010]
一种hdmi高清多媒体连接器线材端部浸锡方法,在翻转过料机构处,由翻转气缸带动齿轮齿条组件运动,使旋转过料架翻转九十度,使线材端部的铜柱浸入锡液;锡液先经过刮锡板刮除表面氧化层后,由锡液斗抬起,使铜柱浸入;而后驱动机构上的推块推动载具实现间歇运动,将浸有锡液的铜柱浸入冷却液中实现冷却定型;翻转过料机构依次向两侧翻转,实现两端的浸锡。
[0011]
一种hdmi高清多媒体连接器焊接生产设备,其包括机架以及安装在机架上的载具输送装置、整形装置、浸锡装置和焊接系统;载具输送装置成直线形,载具输送装置为上下两层;载具输送装置中部设置有空缺,浸锡装置设置在该空缺处;载具输送装置上设置有整形工位、插芯工位、焊接工位,所述的焊接系统包括插铜芯装置、hdmi供料装置和焊接装置,所述的整形装置对应整形工位,插铜芯装置对称设置在插芯工位两侧,焊接装置对称设置在焊接工位两侧;上述的浸锡装置采用上述技术方案所述的一种hdmi高清多媒体连接器线材端部浸锡装置。
[0012]
作为优选,所述的载具输送装置用于输送载具输送,整形装置用于对线材的铜柱进行整形,浸锡装置用于在线材端部浸上锡液,插铜芯装置用于将铜芯装置到线材上的铜柱中,hdmi供料装置实现hdmi接头的供料,焊接装置实现hdmi接头和线材的连接。
[0013]
采用上述技术方案的一种hdmi高清多媒体连接器线材端部浸锡装置和浸锡方法的优点是:通过将线材连同载具一起翻转,在锡池中浸锡的方式实现浸锡,能够同时对多个铜柱进行浸锡,提高效率,翻转过料机构中的载具移动通过上方设置的驱动机构实现,减轻翻转过料机构的质量,降低翻转的惯性,翻转过料机构既能实现过料又能实现翻转,提高效率;浸锡时采用锡液斗将锡液抬起的方式进行浸锡,相比直接进入锡池的方式,保证每次浸锡的高度一致,不随锡液消耗变化,浸锡后经过冷却,便于后续加工。
[0014]
采用上述技术方案的一种hdmi高清多媒体连接器焊接生产设备的优点是:1.载具输送装置在加工的工位处通过设置步进移动组件进行驱动,一方面有效提高移动的刚度,另一方面提高移动的精度,提高线材加工的精度;下方通过设置输送皮带组件进行回流,持续的输送方式提高效率,上下两层通过升降移取组件实现衔接,通过设置搬运机械手进行移取,实现自动化上下料,提高输送效率。
[0015]
2.整形装置通过按压块将铜柱夹紧,进行整形,提高铜柱的圆度,提高后续装配的成功率;线材在整形的时候通过压紧板对线材进行压紧,保持线材端部朝向两侧,一方面能够避免线材回弹弯曲,提高整形机构伸入的成功率;另一方面对线材进行夹紧,保持姿态固定;通过设置吹气针对铜柱进行吹气除尘,提高后续浸锡的质量。
[0016]
3.浸锡装置通过将线材连同载具一起翻转,在锡池中浸锡的方式实现浸锡,能够同时对多个铜柱进行浸锡,提高效率,翻转过料机构中的载具移动通过上方设置的驱动机构实现,减轻翻转过料机构的质量,降低翻转的惯性,翻转过料机构既能实现过料又能实现翻转,提高效率;浸锡时采用锡液斗将锡液抬起的方式进行浸锡,相比直接进入锡池的方式,保证每次浸锡的高度一致,不随锡液消耗变化,浸锡后经过冷却,便于后续加工。
[0017]
4.插铜芯装置的铜芯采用整条供料,在装配时进行裁切的方式,提高铜芯的供料效率;通过将多个铜芯同时裁切,裁切后夹紧加热,从而融化线材上铜柱的锡液,将铜芯插入,铜柱通过阶梯半圆孔定位,实现铜柱和铜芯的对中,提高装配精度和效率。
[0018]
5.hdmi供料装置通过振动持续供料,将单个hdmi接头进行分离,在固定的轨道中移动,提高稳定性,便于后续的推动,限制单个hdmi接头的位置,提高移动的精度;单向推块组件设置有两组,可以进行推动两个hdmi接头,搬运机构又可以同时搬运两个hdmi接头,提高供料的效率;同时搬运机构夹住的是hdmi接头的上端部,下端裸露可以进行相应的焊接,搬运机构同时实现定位和夹紧的功能,加工效率更高。
附图说明
[0019]
图1为本发明生产方法的流程图。
[0020]
图2为载具输送装置的爆炸结构图。
[0021]
图3为步进移动组件的爆炸结构图。
[0022]
图4为载具的爆炸结构图。
[0023]
图5为整形装置的爆炸结构图。
[0024]
图6为浸锡装置的爆炸结构图。
[0025]
图7为驱动机构的爆炸结构图。
[0026]
图8为锡池组件的结构图。
[0027]
图9为插铜芯装置的爆炸结构图。
[0028]
图10为下刀座组件的示意图。
[0029]
图11为hdmi供料装置的爆炸结构图。
[0030]
图12为焊接装置的爆炸结构图。
[0031]
图13为hdmi高清多媒体连接器的结构图。
具体实施方式
[0032]
如图1-13所示,一种hdmi高清多媒体连接器焊接生产设备包括机架1以及安装在机架1上的载具输送装置2、整形装置3、浸锡装置4和焊接系统;载具输送装置2成直线形,载具输送装置2为上下两层;载具输送装置2中部设置有空缺,浸锡装置4设置在该空缺处;载具输送装置2上设置有整形工位、插芯工位、焊接工位,所述的焊接系统包括插铜芯装置5、hdmi供料装置6和焊接装置7,所述的整形装置3对应整形工位,插铜芯装置5对称设置在插
芯工位两侧,焊接装置7对称设置在焊接工位两侧。
[0033]
所述的载具输送装置2用于输送载具输送,整形装置3用于对线材的铜柱进行整形,浸锡装置4用于在线材端部浸上锡液,插铜芯装置5用于将铜芯装置到线材上的铜柱中,hdmi供料装置6实现hdmi接头的供料,焊接装置7实现hdmi接头和线材的连接。上述的浸锡装置4即一种hdmi高清多媒体连接器线材端部浸锡装置。
[0034]
如图13所示,hdmi高清多媒体连接器由hdmi接头400和与之连接的线材100构成,线材100端部露出多个铜柱200,铜柱200内部中空,铜芯300设置在铜柱200中,并通过焊锡连接,铜芯300与hdmi接头400之间通过碰焊连接。
[0035]
如图2所示,所述的载具输送装置2包括第一步进移动组件21、第二步进移动组件22、升降移取组件23、输送皮带组件24、中转座25、载具26和搬运机械手;所述的第一步进移动组件21和第二步进移动组件22设置在机架上,输送皮带组件24位于第一步进移动组件21和第二步进移动组件22的正下方,升降移取组件23衔接第二步进移动组件22的出料端和输送皮带组件24的进料端;中转座25固定在机架上,中转座25设置有两个,两个中转座25分别位于第一步进移动组件21的两侧,搬运机械手设置在机架上,搬运机械手衔接中转座25和第一步进移动组件21的进料端;沿加工方向,所述的载具26载具依次在第一步进移动组件21、第二步进移动组件22、升降移取组件23、输送皮带组件24中移动。
[0036]
如图3所示,所述的步进移动组件包括移轨211、托板212、横条213、步进气缸214、安装块215和摆动块216,移轨211上端设置有载具26平移的轨道,托板212设置在移轨211的下方;横条213通过滑轨移动连接在移轨211上,步进气缸214安装在机架上,步进气缸214的伸缩端与横条213相连接;安装块215均匀安装在横条213上,摆动块216铰接在安装块215中,摆动块216与安装块215之间设置有弹簧,摆动块216的上端设置有楔形,楔形的斜面与载具的进料方向相对应。
[0037]
所述的升降移取组件23包括升降气缸231、接料座232、侧推气缸233和侧推杆234;升降气缸231通过支板安装在机架上,接料座232安装在升降气缸231的伸缩端;侧推杆234安装在侧推气缸233的伸缩端,侧推气缸233水平安装在支板上;侧推杆234对应接料座232下方,侧推杆234与输送皮带组件24进料端相衔接。
[0038]
所述的输送皮带组件24包括型材框241、输送电机242和输送皮带243;输送电机242安装在型材框241上,型材框241上端设置有载具通过的轨道,型材框241的两端设置有滚轴,输送皮带243缠绕在滚轴上,一个滚轴与输送电机242的输出轴相连接。
[0039]
如图4所示,所述的载具26包括底座261、固定柱262、升降座263、翻转块264、定位板265和线材夹紧块266;所述的底座261结构为倒t形,底座261的中部开有缺口,所述的固定柱262安装在缺口处,固定柱262的顶部设置有两个转轴2621;所述的升降座263套在固定柱262的外侧,升降座263的下端设置有导柱2631,导柱2631与底座261形成移动配合,导柱2631的下端设置有粗部,导柱2631外侧设置有压紧弹簧2632,压紧弹簧2632的上端与底座261底面相抵,压紧弹簧2632的下端与导柱2631的粗部相抵,压紧弹簧2632将导柱2631向下压紧;升降座263的两侧方设置有切口槽2633;所述的翻转块264上设置有两个圆孔,最边缘的圆孔铰接在转轴2621中,另一个圆孔中设置一个插销,插销配合在切口槽2633中;所述的定位板265固定在翻转块264上;所述的定位板265两端上表面设置有波纹形的凹槽2651,底座261的上端设置有阶梯,定位板265位于该阶梯处;所述的底座261两侧边开有竖槽2611,
竖槽2611的上部较宽,下部较窄,形成一个台阶,该台阶处恰好卡住线材端部,防止下掉;线材夹紧块266设置在底座261中,线材夹紧块266的侧面通过弹簧压紧,线材夹紧块266的侧表面设置有弧面缺口,弧面缺口的尺寸与线材的直径相匹配。
[0040]
所述的载具26的工作原理是:线材的端部放置在两个定位板265的两侧表面,线材下端为卷绕状,线材自然直挂,线材夹紧块266将线材的中部进行夹紧,防止线材移动的时候掉落;线材中的线分两部分,水平朝向两侧,进行后续的整形和浸锡操后;最后焊接的时候,将升降座263上顶,从而驱动翻转块264转动,实现定位板265的九十度翻转,实现线束变为竖直,便于焊接。
[0041]
载具26解决了线材加工姿态随加工工序需要改变,操作困难的问题;通过在底座261的两侧竖槽中设置线材,每个底座可以放置两个线材,提高加工效率,线材在竖直方向上,由台阶卡住线材端部进行定位,水平方向上,通过线材夹紧块266实现定位,包装线材端部的位置精度;线材的每一根线位于定位板265的凹槽2651中,防止错位,提高对单个线的加工精度;定位板265可以翻转,实现线材水平和竖直两个姿态的改变,适应不同加工任务的需求,而且定位板265通过外部动力顶动导柱2631实现,使载具机构轻巧,方便可靠。
[0042]
所述的载具输送装置2在工作时,搬运机械手将装有未加工线材的载具搬运到第一步进移动组件21中,步进移动组件驱动载具间歇运动,在第一步进移动组件21和第二步进移动组件22之间进行相应的加工,完成装配;升降移取组件23将上方的载具接住,而后下降放置到输送皮带组件24中,输送皮带组件24带动载具运动到端部,而后将装好的载具搬运到中转座25处进行下料。
[0043]
载具输送装置2解决了线材在各个工位之间流转效率低,难以实现回流的问题,在加工的工位处通过设置步进移动组件进行驱动,一方面有效提高移动的刚度,另一方面提高移动的精度,提高线材加工的精度;下方通过设置输送皮带组件24进行回流,持续的输送方式提高效率,上下两层通过升降移取组件23实现衔接,通过设置搬运机械手进行移取,实现自动化上下料,提高输送效率。
[0044]
如图5所示,所述的整形装置3包括底座31、龙门座32、中间气缸33、压紧板34和两侧的整形机构,整形机构安装在底座31上,所述的整形机构包括侧移气缸35、直角安装座36、双向气缸37、按压块38和吹气针39;龙门座32连接在两侧的底座31上,中间气缸33安装在龙门座32的下端,压紧板34固定在中间气缸33的伸缩端;底座31的上端面设置有滑轨,直角安装座36通过滑轨移动连接在底座31上,侧移气缸35固定在底座31上,侧移气缸35的伸缩端与直角安装座36相连接;双向气缸37设置在直角安装座36的侧面,双向气缸37上设置有两个同时移动的移动部,按压块38通过横板381固定在双向气缸37的移动部上,按压块38设置在横板381的两端,两个移动部的按压块38相对设置,按压块38的端面设置有多个半圆形凹口;吹气针39安装在横板381上;所述的吹气针39设置有两个,两个吹气针39相对布置。所述的龙门座32包括安装板321和立柱322,立柱322设置在安装板321的底面,立柱322分别固定在两侧的底座31上。
[0045]
所述的整形装置3在工作时,装有线材的载具位于龙门座32的中间,首先中间气缸33带动压紧板34下降,从上方将线材进行压紧,使线材从两侧露出;而后两侧的整形机构对两侧的线材端部进行整形,由侧移气缸35带动直角安装座36靠内侧移动,到达指定位置后双向气缸37将按压块38加紧,对线材端部的铜柱压圆,同时吹气针39对铜柱进行吹气除杂
质。
[0046]
整形装置3解决了线材铜柱部位圆度不高,后续装配易出错的问题,通过按压块38将铜柱夹紧,进行整形,提高铜柱的圆度,提高后续装配的成功率;线材在整形的时候通过压紧板34对线材进行压紧,保持线材端部朝向两侧,一方面能够避免线材回弹弯曲,提高整形机构伸入的成功率;另一方面对线材进行夹紧,保持姿态固定;通过设置吹气针39对铜柱进行吹气除尘,提高后续浸锡的质量。
[0047]
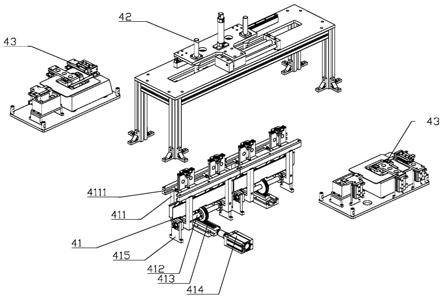
如图6所示,所述的一种hdmi高清多媒体连接器线材端部浸锡装置包括翻转过料机构41、驱动机构42、锡池组件43,翻转过料机构41设置在驱动机构42的正下方,翻转过料机构41设置有两组,两组翻转过料机构41依次衔接,所述的锡池组件43也设置有两组,两组锡池组件43分别设置在翻转过料机构41的两侧,锡池组件43分别对应一组翻转过料机构41。所述的翻转过料机构41包括旋转过料架411、转轴412、齿轮齿条组件413和翻转气缸414;所述的旋转过料架411上端设置有通槽4111,通槽4111中设置载具经过;转轴412固定设置在旋转过料架411的下方,转轴412通过转座415铰接在机架上;所述的齿轮齿条组件413包括相互啮合的齿轮和齿条,齿轮固定在转轴412上,齿条移动配合在机架上,齿条与翻转气缸414的伸缩端相连接,翻转气缸414固定在机架上。
[0048]
如图7所示,所述的驱动机构42包括吊座421、横移气缸422、纵移气缸423、纵移架424、推块425和横移板426;吊座421固定在机架上,横移气缸422设置在吊座421上,横移板426通过滑轨移动连接在吊座421上,横移板426与横移气缸422的伸缩端相连接;纵移气缸423竖直安装在横移板426上,纵移架424移动连接在横移板426上,纵移架424与纵移气缸423的伸缩端相连接;所述的推块425相隔一定的间距设置在纵移架424上。
[0049]
如图8所示,所述的锡池组件43包括锡池432、第一举升气缸433、t形板434、锡液斗435、刮锡板436、二自由度移动模组437、冷却液池438、冷却液斗439和第二举升气缸4310;锡池432固定在机架上,锡池432中设置电热丝对池中的锡液进行加热;所述的第一举升气缸433设置在机架上,t形板434安装在第一举升气缸433的伸缩端;锡液斗435设置有两个,锡液斗435安装在t形板434上,锡液斗435位于锡池432中;所述的刮锡板436通过二自由度移动模组437连接机架上,刮锡板436位于锡池432中,对应锡液斗435;所述的冷却液池438固定在机架上,第二举升气缸4310竖直安装在机架上,冷却液斗439安装在第二举升气缸4310的伸缩端,冷却液斗439位于冷却液池438中。
[0050]
所述的一种hdmi高清多媒体连接器线材端部浸锡装置在工作时,在翻转过料机构41处,由翻转气缸414带动齿轮齿条组件413运动,使旋转过料架411翻转九十度,使线材端部的铜柱浸入锡液;锡液先经过刮锡板436刮除表面氧化层后,由锡液斗435抬起,使铜柱浸入;而后驱动机构42上的推块425推动载具实现间歇运动,将浸有锡液的铜柱浸入冷却液中实现冷却定型;翻转过料机构41依次向两侧翻转,实现两端的浸锡。
[0051]
一种hdmi高清多媒体连接器线材端部浸锡装置解决了线材端部浸锡操作困难,浸锡深度难以精确控制的问题。通过将线材连同载具一起翻转,在锡池中浸锡的方式实现浸锡,能够同时对多个铜柱进行浸锡,提高效率,翻转过料机构41中的载具移动通过上方设置的驱动机构42实现,减轻翻转过料机构41的质量,降低翻转的惯性,翻转过料机构41既能实现过料又能实现翻转,提高效率;浸锡时采用锡液斗435将锡液抬起的方式进行浸锡,相比直接进入锡池的方式,保证每次浸锡的高度一致,不随锡液消耗变化,浸锡后经过冷却,便
于后续加工。
[0052]
如图9和图10所示,所述的插铜芯装置5包括基座51、移动座52、移动气缸53、裁切气缸54、顶升气缸55、驱动条56、上切刀57、下刀座组件58和驱动组件59;所述的基座51设置在机架上,移动座52下端通过滑轨移动连接在基座51上,移动气缸53安装在基座51侧方,移动气缸53的伸缩端与移动座52相连接;所述的移动座52上设置有导轴521,导轴521上移动连接有滑移板522,上切刀57连接在滑移板522上,上切刀57上设置有加热丝523;所述的裁切气缸54安装在移动座52上,裁切气缸54带动上切刀57移动;所述的顶升气缸55水平安装在移动座52下端,驱动条56与顶升气缸55的伸缩端相连接,驱动条56的端部设置有斜面;所述的下刀座组件58安装在移动座52底部,下刀座组件58与上切刀57相对应,下刀座组件58中设置有多个铜芯,驱动组件59驱动下刀座组件58中的铜芯进料。
[0053]
所述的下刀座组件58包括过料座581、垫刀582和滚轮583;过料座581固定设置,过料座581的上端面设置有多个细槽584,铜芯位于该细槽584中;所述的垫刀582移动连接在过料座581下,垫刀582与过料座581之间设置有弹簧,弹簧将垫刀582向下压,垫刀582的下端设置有滚轮583。
[0054]
所述的驱动组件59包括主动滚筒591、从动滚筒592、步进电机593和支座594;支座594设置在机架上,主动滚筒591铰接在支座594上,从动滚筒592连接在支座594上,从动滚筒592向主动滚筒591压紧,将铜芯压紧,所述的过料座581上设置有通孔585,主动滚筒591位于通孔585中;步进电机593的输出轴与主动滚筒591中心轴相连接。
[0055]
所述的上切刀57下端设置有多个弧形缺口571,垫刀582上端设置有阶梯半圆孔5821,阶梯半圆孔5821中的细孔中用于设置铜芯,粗孔用于放置线材端部的铜柱;所述的上切刀57和垫刀582贴紧在过料座581的侧面。
[0056]
所述的插铜芯装置5在工作时,驱动组件59工作,将夹紧的铜芯实现供料,而后顶升气缸55带动驱动条56伸出,驱动条56端部的斜面与滚轮583相接触,带动垫刀582向上运动,而后裁切气缸54下降,上切刀57将过料座581露出的铜芯切断后压紧在垫刀582上;电热丝对铜芯进行加热。而后移动气缸53带动移动座52侧向移出,高温的铜芯融化线材上铜柱中心圆孔的锡液,将切断的铜芯拆入铜柱中心圆孔中。
[0057]
插铜芯装置5解决了铜芯插接效率低的问题,铜芯采用整条供料,在装配时进行裁切的方式,提高铜芯的供料效率;通过将多个铜芯同时裁切,裁切后夹紧加热,从而融化线材上铜柱的锡液,将铜芯插入,铜柱通过阶梯半圆孔5821定位,实现铜柱和铜芯的对中,提高装配精度和效率。
[0058]
如图11所示,所述的hdmi供料装置6包括立座60、振动送料轨61、分选组件62、侧推组件63、过料轨64、单向推块组件65、推料气缸66和搬运机构67;立座60固定在机架上,分选组件62与振动送料轨61的出料端相衔接,分选组件62可以移动,分选组件62与过料轨64的进料端相衔接,所述的侧推组件63对应过料轨64的端部;单向推块组件65设置有两组,单向推块组件65通过滑轨移动连接在立座60上,过料轨64的侧面设置有长槽,单向推块组件65位于长槽中;所述的推料气缸66安装在立座60上,推料气缸66的伸缩端与单向推块组件65相连接;搬运机构67安装在立座60上,搬运机构67对应过料轨64上方。
[0059]
所述的分选组件62包括第一侧推气缸621、接料座622和光纤传感器623;接料座622通过滑轨移动连接在立座60上,接料座622上设置有通透的接料槽,光纤传感器623安装
在接料座622上,光纤传感器623对应接料槽,检测hdmi接头是否到位。
[0060]
所述的侧推组件63包括第二侧推气缸631和推料板632;推料板632安装在第二侧推气缸631的伸缩端,推料板632位于过料轨64的通过中;所述的过料轨64上设置有缺口641,缺口与接料座622相对应。
[0061]
所述的单向推块组件65包括连接块651、尖形片652和复位弹簧653,尖形片652上设置有斜面,尖形片652铰接在连接块651上,复位弹簧653两端与连接块651和尖形片652分别相抵。
[0062]
所述的搬运机构67包括水平气缸671、竖直气缸672、夹取气缸673和夹取块674;水平气缸671安装在立座60上,竖直气缸672竖直安装在水平气缸671的伸缩端,夹取气缸673安装在竖直气缸672的伸缩端,夹取块674安装在夹取气缸673的两移动端,所述的夹取块674设置有两组,同时夹取两个hdmi接头。
[0063]
所述的hdmi供料装置6在工作时,hdmi接头从振动送料轨61中送出,到达接料座622中,被光纤传感器检测到后驱动第一侧推气缸621伸长,而后第二侧推气缸631带动推料板632移动,将hdmi接头推入过料轨64中,最后推料气缸66推动两个单向推块组件65移动,将hdmi接头推出,由搬运机构67夹取两个实现同时供料。
[0064]
hdmi供料装置6解决了hdmi接头供料效率低,结构小导致分离困难的问题,通过振动持续供料,将单个hdmi接头进行分离,在固定的轨道中移动,提高稳定性,便于后续的推动,限制单个hdmi接头的位置,提高移动的精度;单向推块组件65设置有两组,可以进行推动两个hdmi接头,搬运机构67又可以同时搬运两个hdmi接头,提高供料的效率;同时搬运机构67夹住的是hdmi接头的上端部,下端裸露可以进行相应的焊接,搬运机构67同时实现定位和夹紧的功能,加工效率更高。
[0065]
如图12所示,所述的焊接装置7包括调节座71、线性滑台72、移动板73、高功率模组74和焊极75;调节座71通过滑轨移动连接在机架上,调节座71与机架上设置有螺栓,改变调节座71在机架上的位置;所述的线性滑台72安装在移动板73上,移动板73设置在线性滑台72的输出端,高功率模组74安装在移动板73上,焊极75安装在高功率模组74的顶端,高功率模组74设置有两组,所述的焊接装置7从侧方对应载具;载具的下方设置有顶升组件78,顶升组件78包括顶升气缸781和顶升杆782;顶升杆782安装在顶升气缸781的伸缩端,顶升杆782上设置有两个立柱,两个立柱从下方对应载具。
[0066]
所述的焊接装置7在工作时,所述的顶升组件78驱动载具,将载具中的线材上摆,而后线性滑台72带动移动板73滑出,使焊极75接近线材端部的铜芯和hdmi接头上的接线端,实现碰焊。
[0067]
一种hdmi高清多媒体连接器生产方法,依次通过以下步骤进行加工:s1 线材整形:线材设置在载具中,整形装置3对载具中线材两端部的铜柱进行压圆整形;s2
ꢀꢀ
端部浸锡:浸锡装置4将载具摆动,使线材端部铜柱浸入锡液,实现浸锡;s3
ꢀꢀ
铜芯插接:插铜芯装置5将铜芯送出,实现裁切,裁切后融化铜柱上的锡液,将铜芯插入铜柱中心的圆孔中;s4
ꢀꢀ
hdmi接头供料:hdmi供料装置6将hdmi接头送出,经过分离后通过搬运机构67将两个hdmi接头夹取供料:
s5
ꢀꢀ
焊接:顶升组件78顶升,线材端部向上折叠,使铜芯与hdmi接头的接线极相接触,焊接装置7从侧方进行碰焊。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1