一种扇型夹持杆的加工方法与流程
[0001]
本发明涉及一种扇型夹持杆的加工方法,属于螺旋线行波管技术领域。
背景技术:
[0002]
螺旋线行波管在通信和电子对抗领域中起着不可或缺的作用,其慢波电路中的夹持杆作为螺旋线和管壳间的支撑过渡件,同时起导热作用,将管内产生的热量及时传导至管壳外表面。行波管中广泛使用的材料为氧化铍和各向异性氮化硼,这两种材料具有较高的热传导率。但氧化铍材料具有毒性,危险性较高,而氮化硼无毒,且随着温度的升高,氮化硼的热导率下降较小,近年逐渐被用来代替氧化铍材料。
[0003]
夹持杆选用各向异性热解氮化硼材料制作,热解氮化硼材料呈白色,无毒、无孔隙、易加工、表面致密,气密性好,耐高温、导热性好,热膨胀系数低。采用化学气相沉积法制备,有“白色石墨”之称,呈层状结构,具有优良的机械加工性能,易分层。因为纯度、放气性能等的因素,夹持杆的加工一直存在瓶颈,依赖进口,加工周期长,价格高。
[0004]
扇形夹持杆是一种市场需求的特殊形状的夹持杆,介电性能良好,而扇形夹持杆的加工存在以下难点,一是尺寸小、精度要求高,夹持杆的夹持高度一般都小于1mm,公差精度为5μm,二是扇形夹持杆的各个面形状不规则,定位、夹装比较困难。
[0005]
中国专利文件cn208528830u提供了一种行波管陶瓷夹持杆研磨加工工装,包括设置在基座上的工装主体和调整滑板,工装主体和调整滑板为相互配合的斜楔块,工装主体和调整滑板的斜面相互贴合;还包括可拆卸连接在基座两侧的压板和支撑板,工装主体和调整滑板设置在压板和支撑板之间,调整滑板的尖端与压板之间留出间隙形成工件夹位。该工装只能对夹持杆进行研磨加工,并不能加工扇形夹持杆。
[0006]
有鉴于此,设计一种扇形夹持杆的加工方法,通过铣床配合夹具和刀具加工扇形夹持杆,满足扇形夹持杆高精度的加工要求,提高加工效率,降低成本。
技术实现要素:
[0007]
针对现有技术的不足,本发明提供一种扇形夹持杆的加工方法,通过铣床配合夹具和刀具加工扇形夹持杆,满足扇形夹持杆高精度的加工要求,提高加工效率,降低成本。
[0008]
本发明的技术方案如下:
[0009]
一种扇形夹持杆的加工方法,包括以下步骤:
[0010]
(1)铣床安装刀具,将毛坯料固定于铣床操作台,然后利用刀具将毛坯料加工成长条形;
[0011]
(2)将长条形毛坯料固定于夹具a,夹具a固定于铣床操作台,然后对毛坯料六面进行高速铣削,通过高速铣削保证夹持杆的加工精度,将毛坯料加工成高0.6-1.3mm,宽0.3-0.6mm;
[0012]
(3)铣床换装拉销刀具,拉销刀具的圆弧与扇形夹持杆上大圆弧面的弧度一致,利用拉销刀具将扇形夹持杆上的大圆弧面加工成型,拉销刀具加工参数为:进给速度5-15m/
min、进给量0.01-0.03mm;
[0013]
(4)铣床换装刀具a,将扇形夹持杆的两个斜面加工成型,刀具a加工参数为:进给速度5-15m/min、进给量0.01-0.03mm;
[0014]
(5)铣床换装刀具,将毛坯料的大圆弧面向下固定于夹具b,夹具b固定于铣床操作台,利用刀具将毛坯料超出扇形夹持杆的高度部分铣掉;
[0015]
(6)铣床换装刀具b,利用刀具b将扇形夹持杆的小圆弧面加工成型,刀具b加工参数为:进给速度5-15m/min、进给量0.01-0.03mm。
[0016]
优选的,步骤(1)中的毛坯料长度为90-190mm,高度为0.9-1.6mm,宽度为0.5-0.8mm。
[0017]
优选的,步骤(2)中高速铣削时加工参数为:转速6000-30000r/min,进给速度5-15m/min,进给量0.01-0.03mm。
[0018]
优选的,步骤(5)中刀具加工参数为:转速6000-30000r/min,进给速度5-15m/min,进给量0.01-0.03mm。
[0019]
优选的,夹具a包括挡块a和挡块a,挡块a和挡块a通过螺栓连接,挡块a靠近挡块a的一侧上端设置长方体凹槽a,待加工毛坯料放置于凹槽a内,通过螺栓拧紧挡块a和挡块a对毛坯料进行夹紧。
[0020]
优选的,夹具b包括挡块b和挡块b,挡块b和挡块b通过螺栓连接,挡块b靠近挡块b的一侧上端设置凹槽b,挡块b靠近挡块b的一侧上端设置凹槽b,凹槽b下表面弧度与扇形夹持杆大圆弧面弧度一致,凹槽b侧面与扇形夹持杆侧面倾斜角度一致,凹槽b与凹槽b形状一致,通过凹槽b与凹槽b扣合夹紧扇形夹持杆的大圆弧面所在端。
[0021]
进一步优选的,夹具a和夹具b均为模具钢材质,模具钢不易变形,加工平行度小于等于0.02mm,保证待加工毛坯料受力均匀,避免造成压裂损伤,同时夹具a和夹具b可直接吸附于铣床磁性操作台上,方便安装。
[0022]
优选的,刀具a为锥形板,刀具a两侧的倾斜角度和长度与扇形夹持杆两侧的倾斜角度和长度一致。
[0023]
优选的,刀具b为矩形板,刀具b一侧加工为弧面,弧面的弧度与扇形夹持杆小圆弧面的弧度一致,通过刀具b的进给将毛坯料加工出扇形夹持杆小圆弧面。
[0024]
本发明的有益效果在于:
[0025]
1、本发明通过铣床配合夹具和刀具加工扇形夹持杆,满足扇形夹持杆高精度的加工要求,提高加工效率,降低成本。
[0026]
2、本发明的夹具a和夹具b均为模具钢材质,模具钢不易变形,加工平行度小于等于0.02mm,保证待加工毛坯料受力均匀,避免造成压裂损伤,同时夹具a和夹具b可直接吸附于铣床磁性操作台上,方便安装。
附图说明
[0027]
图1为本发明步骤(3)加工后的毛坯料示意图;
[0028]
图2为本发明步骤(4)加工后的毛坯料示意图;
[0029]
图3为本发明步骤(5)加工后的毛坯料示意图;
[0030]
图4为本发明步骤(6)加工后的毛坯料示意图;
[0031]
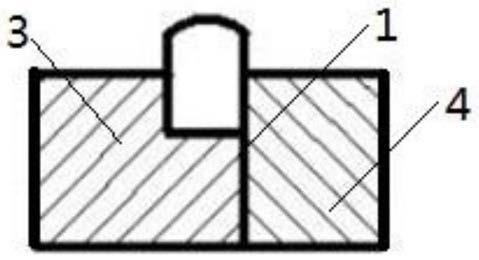
图5为本发明的刀具a安装结构示意图;
[0032]
图6为本发明的刀具b安装结构示意图;
[0033]
图7为本发明加工完成后的扇形夹持杆结构示意图;
[0034]
其中:1、夹具a;2、夹具b;3、挡块a;4、挡块a;5、挡块b;6、挡块b;7、刀具a;8、刀具b;9、扇形夹持杆。
具体实施方式
[0035]
下面通过实施例并结合附图对本发明做进一步说明,但不限于此。
[0036]
实施例1:
[0037]
本实施例提供一种扇形夹持杆的加工方法,包括以下步骤:
[0038]
(1)铣床安装刀具,将毛坯料固定于铣床操作台,然后利用刀具将毛坯料加工成长条形;
[0039]
(2)将长条形毛坯料固定于夹具a1,夹具a1固定于铣床操作台,然后对毛坯料六面进行高速铣削,通过高速铣削保证夹持杆的加工精度,将毛坯料加工成高0.6mm,宽0.3mm。
[0040]
(3)铣床换装拉销刀具,拉销刀具的圆弧与扇形夹持杆上大圆弧面的弧度一致,利用拉销刀具将扇形夹持杆上的大圆弧面加工成型,拉销刀具加工参数为:进给速度5m/min、进给量0.01mm,加工后的毛坯料如图1所示;
[0041]
(4)铣床换装刀具a7,将扇形夹持杆的两个斜面加工成型,刀具a7加工参数为:进给速度5m/min、进给量0.01mm,加工后的毛坯料如图2所示;
[0042]
(5)铣床换装刀具,将毛坯料的大圆弧面向下固定于夹具b2,夹具b2固定于铣床操作台,利用刀具将毛坯料超出扇形夹持杆的高度部分铣掉,加工后的毛坯料如图3所示;
[0043]
(6)铣床换装刀具b8,利用刀具b8将扇形夹持杆的小圆弧面加工成型,刀具b8加工参数为:进给速度5m/min、进给量0.01mm,加工后的毛坯料如图4所示,最终加工成的扇形夹持杆9形状如图7所示。
[0044]
步骤(1)中的毛坯料长度为90mm,高度为0.9mm,宽度为0.5mm。
[0045]
步骤(2)中高速铣削时加工参数为:转速6000r/min,进给速度5m/min,进给量0.01mm。
[0046]
步骤(5)中刀具加工参数为:转速6000r/min,进给速度5m/min,进给量0.01mm。
[0047]
夹具a1包括挡块a3和挡块a4,挡块a3和挡块a4通过螺栓连接,挡块a3靠近挡块a4的一侧上端设置长方体凹槽a,待加工毛坯料放置于凹槽a内,通过螺栓拧紧挡块a和挡块a对毛坯料进行夹紧。
[0048]
夹具b2包括挡块b5和挡块b6,挡块b5和挡块b6通过螺栓连接,挡块b5靠近挡块b6的一侧上端设置凹槽b,挡块b靠近挡块b的一侧上端设置凹槽b,凹槽b下表面弧度与扇形夹持杆大圆弧面弧度一致,凹槽b侧面与扇形夹持杆侧面倾斜角度一致,凹槽b与凹槽b形状一致,通过凹槽b与凹槽b扣合夹紧扇形夹持杆的大圆弧面所在端。
[0049]
夹具a1和夹具b2均为模具钢材质,模具钢不易变形,加工平行度为0.02mm,保证待加工毛坯料受力均匀,避免造成压裂损伤,同时夹具a和夹具b可直接吸附于铣床磁性操作台上,方便安装。
[0050]
刀具a7为锥形板,刀具a两侧的倾斜角度和长度与扇形夹持杆两侧的倾斜角度和
长度一致,刀具a安装结构示意图如图5所示。
[0051]
刀具b8为矩形板,刀具b一侧加工为弧面,弧面的弧度与扇形夹持杆小圆弧面的弧度一致,通过刀具b的进给将毛坯料加工出扇形夹持杆小圆弧面,刀具b安装结构示意图如图6所示。
[0052]
实施例2:
[0053]
一种扇形夹持杆的加工方法,操作步骤如实施例1所述,不同之处在于,步骤(1)中的毛坯料长度为190mm,高度为1.6mm,宽度为0.8mm。
[0054]
步骤(2):将毛坯料加工成高1.3mm,宽0.6mm。高速铣削时加工参数为:转速30000r/min,进给速度15m/min,进给量0.03mm。
[0055]
步骤(3):拉销刀具加工参数为:进给速度15m/min、进给量0.03mm。
[0056]
步骤(4):刀具a加工参数为:进给速度15m/min、进给量0.03mm;
[0057]
步骤(5):刀具加工参数为:转速30000r/min,进给速度15m/min,进给量0.03mm。
[0058]
步骤(6):刀具b加工参数为:进给速度15m/min、进给量0.03mm。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1