一种餐盒加工用全自动铝箔边角料压块机的制作方法
[0001]
本实用新型具体涉及一种餐盒加工用全自动铝箔边角料压块机。
背景技术:
[0002]
铝箔餐盒是使用比较广泛的一种餐具,铝箔餐盒的厚度一般在 0.03mm~0.20mm之间,可分为有皱和无皱两种,也可分为一次性和重复使用两种,国内常常叫锡纸餐盒,实际上它是3系或8系为铝锭原材料,经过冷轧或热轧成厚度均匀,表面光滑,无针孔,无粉尘颗粒,无异味的铝箔母卷,经过专用设备和模具一次性全自动冷冲压成形的生产工艺。
[0003]
铝箔餐盒重量轻,产品符合国家食品卫生标准,而且回收方便,在处理过程中没有有害物质产生,并且不污染可再生资源,现在使用较为广泛,铝箔餐盒是直接铝箔冲压形成的,而冲压后留下的边角料为了方便回收,是使用液压打包机进行压块的。
[0004]
现有的边角料压块机虽然可以对铝箔边角料进行压块,但是压块后的铝箔边角料需要工作人员人工取出,压块后的边角料是很锋利的,人工拿取极易割伤工作人员的手,同时手动拿取也增加了工作人员的工作量。
技术实现要素:
[0005]
本实用新型的目的在于针对现有技术的不足之处,提供一种餐盒加工用全自动铝箔边角料压块机,实现了方便拿取边角料块的目的。
[0006]
为解决上述技术问题,本实用新型提供的餐盒加工用全自动铝箔边角料压块机,包括:工作台和集料箱;
[0007]
压料箱,所述压料箱固定连接于所述工作台的顶部的中间,所述压料箱的顶部设置有压料装置,所述压料箱的右侧的底部开设有出料孔;
[0008]
进料口,所述进料口开设于所述压料箱的背面的中间,所述压料箱外表面的背面且位于所述进料口处固定连接有进料管;
[0009]
驱动组件,所述驱动组件固定连接于所述工作台的顶部的右侧,所述驱动组件的左端转动连接有形框,所述形框底部的左右两侧均固定连接有滑块;
[0010]
滑槽,所述滑槽开设于所述工作台的顶部,所述滑块延伸至所述滑槽的内部,所述工作台上且位于所述集料箱的顶部开设有通孔;
[0011]
输料组件,所述输料组件通过支撑杆固定连接于所述工作台的顶部的背面。
[0012]
通过驱动组件带动形框移动,同时配合通孔,方便对压块好的铝箔边角料进行集中收集,不需要人工拿取,避免意外事故发生,也减轻了工作人员的工作量,同时输料组件向进料管中送料,方便进料,不需要人工进料,在节省人力的同时,也保证了工作人员的安全,避免了工作人员在手动上料过程中被铝箔边角料割伤手的问题出现。
[0013]
优选的,所述驱动组件包括电机和转动座,所述电机输出轴的一端通过联轴器固定连接有转轴。
[0014]
优选的,所述转轴表面的一端固定连接有转盘,所述转盘正面的边缘固定连接有
固定杆。
[0015]
优选的,所述转动座的顶部转动连接有连接板,所述连接板的中间开设有滑动槽,所述固定杆的一端与所述滑动槽滑动连接。
[0016]
优选的,所述连接板的一端转动连接有推杆,所述推杆的一端与所述形框外表面的右侧转动连接。
[0017]
优选的,所述输料组件包括处理箱,所述处理箱底部的左侧固定连接有伸缩杆,所述伸缩杆的一端固定连接有挡板。
[0018]
优选的,所述处理箱底部的右侧开设有出料口。
[0019]
与相关技术相比较,本实用新型提供的餐盒加工用全自动铝箔边角料压块机有如下有益效果:
[0020]
本实用新型提供一种餐盒加工用全自动铝箔边角料压块机,通过驱动组件带动形框移动,同时配合通孔,方便对压块好的铝箔边角料进行集中收集,不需要人工拿取,避免意外事故发生,也减轻了工作人员的工作量,同时输料组件向进料管中送料,方便进料,不需要人工进料,在节省人力的同时,也保证了工作人员的安全,避免了工作人员在手动上料过程中被铝箔边角料割伤手的问题出现。
附图说明
[0021]
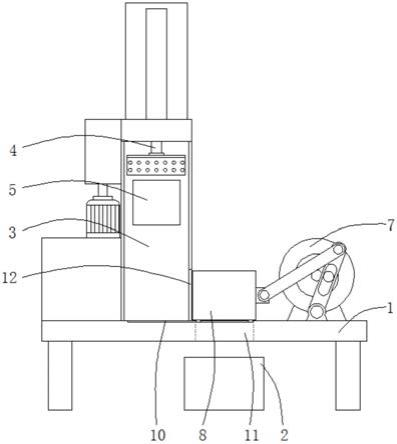
图1为本实用新型提供的餐盒加工用全自动铝箔边角料压块机的一种较佳实施例的结构示意图;
[0022]
图2为图1所示的驱动组件的结构示意图;
[0023]
图3为图1所示的形框的结构仰视图;
[0024]
图4为图1所示的外部结构侧视图;
[0025]
图5为图4所示的输料组件的内部结构示意图;
[0026]
图6为图1所示的外部结构示意图。
[0027]
图中标号:1、工作台,2、集料箱,3、压料箱,4、压料装置,5、进料口,6、进料管,7、驱动组件,701、电机,702、转动座,703、转轴,704、转盘,705、固定杆,706、连接板,707、滑动槽,708、推杆,8、形框,9、滑块,10、滑槽,11、通孔,12、出料孔,13、输料组件,1301、处理箱, 1302、伸缩杆,1303、挡板,1304、出料口。
具体实施方式
[0028]
下面结合附图和实施方式对本实用新型作进一步说明。
[0029]
请结合参阅图1、图2、图3、图4图5和图6,其中,图1为本实用新型提供的餐盒加工用全自动铝箔边角料压块机的一种较佳实施例的结构示意图;图2为图1所示的驱动组件的结构示意图;图3为图1所示的形框的结构仰视图;图4为图1所示的外部结构侧视图;图5为图4所示的输料组件的内部结构示意图;图6为图1所示的外部结构示意图。餐盒加工用全自动铝箔边角料压块机包括:工作台1和集料箱2;
[0030]
压料箱3,所述压料箱3固定连接于所述工作台1的顶部的中间,所述压料箱3的顶部设置有压料装置4,所述压料箱3的右侧的底部开设有出料孔 12;
[0031]
进料口5,所述进料口5开设于所述压料箱3的背面的中间,所述压料箱 3外表面的
背面且位于所述进料口5处固定连接有进料管6;
[0032]
驱动组件7,所述驱动组件7固定连接于所述工作台1的顶部的右侧,所述驱动组件7的左端转动连接有形框8,所述形框8底部的左右两侧均固定连接有滑块9;
[0033]
滑槽10,所述滑槽10开设于所述工作台1的顶部,所述滑块9延伸至所述滑槽10的内部,所述工作台1上且位于所述集料箱2的顶部开设有通孔11;
[0034]
输料组件13,所述输料组件13通过支撑杆固定连接于所述工作台1的顶部的背面。
[0035]
集料箱2是一个矩形箱,方便存放多个铝箔边角料压块,压料箱3是一个长的矩形箱,压料装置4是与压料箱3大小适配的,同时也是与形框8大小适配的,出料孔12的大小是与形框8大小适配的,方便驱动组件7带动形框8左右移动,进料管6是一个切斜的管,内部十分光滑,方便边角料自动滑入压料箱3的内部,滑块9的数量为4个,分别固定在形框8底部的左右两侧,滑槽10是与滑块9适配的槽,滑块9在滑槽10内部滑动,通孔11是比形框8内部大一些的孔,方便边角料压块自然掉落在集料箱2中,输料组件13是方便向压料箱3中送料的装置。
[0036]
所述驱动组件7包括电机701和转动座702,所述电机701输出轴的一端通过联轴器固定连接有转轴703。
[0037]
电机701是一个步进电机,在电机701转动一圈后,可以停止转动,转动座702和电机701的底部都是固定在工作台1顶部的。
[0038]
所述转轴703表面的一端固定连接有转盘704,所述转盘704正面的边缘固定连接有固定杆705。
[0039]
转盘704是一个圆盘,固定杆705固定在转盘704的边缘处,固定杆705 在滑动槽707中移动,方便控制连接板706转动的角度。
[0040]
所述转动座702的顶部转动连接有连接板706,所述连接板706的中间开设有滑动槽707,所述固定杆705的一端与所述滑动槽707滑动连接,滑动槽 707是与固定杆705适配的槽。
[0041]
所述连接板706的一端转动连接有推杆708,所述推杆708的一端与所述形框8外表面的右侧转动连接。
[0042]
所述输料组件13包括处理箱1301,所述处理箱1301底部的左侧固定连接有伸缩杆1302,所述伸缩杆1302的一端固定连接有挡板1303,处理箱1301 是没有顶盖的,伸缩杆1302是液压伸缩杆。
[0043]
所述处理箱1301底部的右侧开设有出料口1304,出料口1304的比挡板 1303的小,避免内部边角料接掉落出来。
[0044]
本实用新型提供的餐盒加工用全自动铝箔边角料压块机的工作原理如下:
[0045]
对铝箔边角料进行压块时,形框8位置压料箱3的内部,工作人员首先将铝箔边角料投放到处理箱1301中,然后在处理箱1301中将大块和很长的边角料剪碎,然后通过工作台1上的控制开关控制伸缩杆1302收缩,伸缩杆 1302带动挡板1303,然后剪碎的铝箔边角料便可通过出料口1304掉落在进料管6中,之后铝箔边角料便可通过进料口5进入压料箱3的内部,工作人员通过压料箱3上的孔观察内部的铝箔边角料的量,当量足够时,工作人员便可启动伸缩杆1302,伸缩杆1302延伸,带动挡板1303将出料口1304堵上,同时启动压料装置4,压料装置4在压料箱3内部向下移动,同时配合形框8,将铝箔边角料在形框8中挤压成
一个矩形块,当铝箔边角料挤压成型后,再次通过工作台1上的控制开关控制压料装置4上移,通过输料组件13向进料管6中送料,方便进料,不需要人工进料,在节省人力的同时,也保证了工作人员的安全,避免了工作人员在手动上料过程中被铝箔边角料割伤手的问题出现。
[0046]
压料装置4上移后,工作人员便可通过工作台1上的控制开关控制电机 701工作,电机701转动,通过联轴器带动转轴703转动,在转轴703转动时,转盘704和固定杆705跟随转轴703一并转动,固定杆705在滑动槽707内部转动时,连接板706的底端在转动座702上转动,被固定杆705带动在一定范围内转动,当连接板706的顶端移动时,推杆708被连接板706带动向右移动,通过推杆708的移动,带动形框8底部的滑块9在滑槽10内部滑动,同时形框8被带动向右移动,当形框8移动到通孔11处时,形框8内部压块好的铝箔边角料便可通过通孔11掉入集料箱2中,然后电机701继续转动,连接板706的顶端向左侧移动,使推杆708也向左侧移动,通过推杆708的左移,使形框8重新回到压料箱3内部,通过驱动组件7带动形框8移动,同时配合通孔11,方便对压块好的铝箔边角料进行集中收集,不需要人工拿取,避免意外事故发生,也减轻了工作人员的工作量。
[0047]
与相关技术相比较,本实用新型提供的餐盒加工用全自动铝箔边角料压块机具有如下有益效果:
[0048]
通过驱动组件7带动形框8移动,同时配合通孔11,方便对压块好的铝箔边角料进行集中收集,不需要人工拿取,避免意外事故发生,也减轻了工作人员的工作量,同时输料组件13向进料管6中送料,方便进料,不需要人工进料,在节省人力的同时,也保证了工作人员的安全,避免了工作人员在手动上料过程中被铝箔边角料割伤手的问题出现。
[0049]
以上所述仅为本实用新型的实施例,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其它相关的技术领域,均同理包括在本实用新型的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1