一种全自动微钻刃柄焊接机的制作方法
[0001]
本实用新型涉及pcb微钻加工设备技术领域,尤其是指一种全自动微钻刃柄焊接机。
背景技术:
[0002]
目前pcb微钻常用材料是硬质合金,但是由于硬质合金原材料成本较高,所以只有微钻刃部采用硬质合金(wc-co硬质合金),而微钻柄部采用钢材。在微钻刃部和微钻柄部的焊接生产工艺过程中,首选采用微钻刃部入料夹持机构将微钻刃部夹持住,采用微钻柄部入料夹持机构将微钻柄部夹持住,然后再将微钻刃部和微钻柄部焊接在一起。传统的微钻刃柄焊接机采用人工上料及人工收料,不仅劳动强度高,生产效率低,而且生产制造的成本高。同时,微钻刃部和微钻柄部在焊接的过程中需要操作人员的参与,微钻刃部和微钻柄部在焊接时所产生强光、高温及有毒气体会对操作人员的身体造成伤害。
技术实现要素:
[0003]
本实用新型要解决的技术问题是提供一种全自动微钻刃柄焊接机,该全自动微钻刃柄焊接机能实现自动化上料工作和自动化下料工作,不仅降低了劳动强度,提高生产效率,而且生产制造的成本低。同时,微钻刃部和微钻柄部在焊接的过程中均不需要操作人员的参与,避免微钻刃部和微钻柄部在焊接时所产生的强光、高温及有毒气体对操作人员的身体造成伤害。
[0004]
为了解决上述技术问题,本实用新型采用如下技术方案:
[0005]
一种全自动微钻刃柄焊接机,其包括工作台和设置于工作台的若干组微钻刃柄焊接装置;所述微钻刃柄焊接装置包括微钻刃部入料夹持机构、微钻柄部入料夹持机构、收料机构、研磨机构、刃部送料振动盘和柄部送料振动盘;所述微钻刃部入料夹持机构、微钻柄部入料夹持机构、收料机构、研磨机构、刃部送料振动盘和柄部送料振动盘均装设于工作台;
[0006]
所述柄部送料振动盘用于将微钻柄部有序排列并输送至微钻柄部入料夹持机构;所述微钻柄部入料夹持机构用于将柄部送料振动盘所输送的微钻柄部夹持住;所述刃部送料振动盘用于将微钻刃部有序排列并输送至微钻刃部入料夹持机构;所述微钻刃部入料夹持机构用于将刃部送料振动盘所输送的微钻刃部夹持住,微钻刃部入料夹持机构也用于将微钻刃部入料夹持机构所夹持的微钻刃部抵接微钻柄部入料夹持机构所夹持的微钻柄部;微钻刃部入料夹持机构所夹持的微钻刃部与微钻柄部入料夹持机构所夹持的微钻柄部抵接后,微钻刃部入料夹持机构和微钻柄部入料夹持机构分别通电以使得微钻刃部与微钻柄部电焊接在一起以形成微钻成品;
[0007]
所述收料机构用于夹取微钻成品并收集微钻成品,研磨机构用于对收料机构所夹取的微钻成品的微钻柄部进行打磨处理。
[0008]
进一步地,所述微钻刃部入料夹持机构包括刃部安装板、安装座组件、安装座驱动
机构、刃部承载块、刃部间歇供料块、刃部间歇供料块驱动机构、刃部储料块、刃部推料顶针、刃部推料顶针驱动机构、刃部压紧块、刃部压紧块驱动机构和压力检测装置;
[0009]
所述安装座驱动机构设置于工作台并用于驱动安装座组件移动,刃部安装板滑动连接于安装座组件;刃部承载块、刃部间歇供料块和刃部储料块分别间隔设置于刃部安装板,刃部间歇供料块位于刃部承载块和刃部储料块之间;刃部间歇供料块开设有刃部第一储存孔,刃部第一储存孔贯穿刃部间歇供料块;刃部储料块间隔开设有刃部第二储存孔和刃部推料顶针通孔,刃部第二储存孔和刃部推料顶针通孔均贯穿刃部储料块;刃部间歇供料块驱动机构用于驱动刃部间歇供料块移动以使刃部第一储存孔连通刃部第二储存孔或刃部第一储存孔连通刃部推料顶针通孔;刃部推料顶针驱动机构设置于刃部安装板并用于驱动刃部推料顶针移动,刃部推料顶针滑动设置于刃部推料顶针通孔;刃部压紧块驱动机构设置于刃部安装板并用于驱动刃部压紧块转动,刃部压紧块用于将刃部承载块所承载的微钻刃部压紧于刃部承载块;压力检测装置设置于安装座组件并用于抵触刃部安装板。
[0010]
进一步地,所述刃部压紧块包括刃部导电块和刃部导电块连接杆,刃部导电块连接杆由绝缘材料制造而成;刃部导电块连接杆的中部与刃部安装板转动连接,刃部导电块连接杆的一端连接于刃部压紧块驱动机构的输出端,刃部导电块连接杆的另一端连接于刃部导电块,刃部导电块用于将刃部承载块所承载的微钻刃部压紧于刃部承载块,刃部导电块与外界的电源电性连接。
[0011]
进一步地,所述刃部间歇供料块相对的两侧连接有耐磨层,刃部间歇供料块相对两侧的耐磨层分别抵触刃部承载块和刃部储料块。
[0012]
进一步地,所述微钻柄部入料夹持机构包括柄部支架、柄部储料箱、柄部承载块、柄部间歇供料块、柄部间歇供料块驱动机构、柄部推料顶针、柄部推料顶针驱动机构、柄部压紧块和柄部压紧块驱动机构;
[0013]
所述柄部支架设置于工作台,所述柄部储料箱连接于柄部支架,柄部储料箱开设有柄部储料槽,柄部储料槽贯穿柄部储料箱,柄部间歇供料块凹设有柄部容置槽,柄部间歇供料块位于柄部储料箱与柄部支架之间,柄部间歇供料块位于柄部储料槽的下方,柄部间歇供料块滑动设置于柄部支架,柄部间歇供料块驱动机构装设于柄部支架并用于驱动柄部间歇供料块滑动以使柄部容置槽与柄部储料槽连通;柄部推料顶针驱动机构装设于柄部支架并用于驱动柄部推料顶针移动,柄部推料顶针滑动设置于柄部容置槽;柄部承载块连接于柄部支架并用于承载微钻柄部;柄部压紧块驱动机构装设于柄部支架并用于驱动柄部压紧块转动,柄部压紧块用于将柄部承载块所承载的微钻柄部压紧于柄部承载块,柄部压紧块与外界的电源连接。
[0014]
进一步地,所述柄部间歇供料块包括柄部间歇载料块和连接于柄部间歇载料块的导滑块,导滑块与柄部间歇供料块驱动机构驱动连接,柄部间歇载料块与导滑块交叉设置,柄部容置槽自柄部间歇载料块的表面向内凹陷而成;柄部支架凹设有滑槽,导滑块滑动设置于滑槽。
[0015]
进一步地,所述收料机构包括收料安装座、收料箱、卡料勾块、弹性件、推料板、推料板驱动机构、推料顶针、推料顶针驱动机构、抓料组件和抓料组件驱动机构;
[0016]
所述收料安装座设置于工作台,所述收料箱设置于收料安装座,收料箱设置有容料腔和进料口,进料口连通容料腔和外界,卡料勾块的中部转动连接于收料箱,弹性件的一
端抵触收料箱,弹性件的另一端抵触卡料勾块的上部,卡料勾块的下部位于进料口;
[0017]
所述抓料组件用于夹取微钻成品,抓料组件驱动机构设置于收料安装座并用于驱动抓料组件移动;推料顶针驱动机构设置于收料安装座的一侧,推料顶针驱动机构用于驱动推料顶针移动;推料板驱动机构设置于收料箱并用于驱动推料板移动,推料板滑动设置于进料口。
[0018]
进一步地,所述抓料组件包括下爪块、上爪块和抓料气缸,下爪块与抓料组件驱动机构驱动连接,下爪块间隔设置有两块上爪安装块,上爪块的中部分别转动连接于两块上爪安装块,上爪块的一端连接于抓料气缸的输出端,上爪块的另一端用于将微钻成品压紧于下爪块,抓料气缸设置于下爪块并用于驱动上爪块移动。
[0019]
进一步地,所述抓料组件驱动机构包括抓料连接滑块和抓料连接滑块驱动机构,抓料连接滑块滑动连接于收料安装座,抓料连接滑块驱动机构设置于收料安装座并用于驱动抓料连接滑块滑动,所述抓料组件连接于抓料连接滑块;所述抓料连接滑块还设置有手指气缸,手指气缸用于夹紧抓料组件所夹取的微钻成品。
[0020]
进一步地,所述研磨机构包括基准块、顶块、顶块驱动机构、研磨机和研磨机移动驱动机构;基准块设置于工作台或收料机构,顶块驱动机构设置于工作台并用于驱动顶块靠近或远离基准块移动,顶块与基准块正对设置,研磨机移动驱动机构设置于工作台并用于驱动研磨机移动,研磨机用于对收料机构所夹取的微钻成品的微钻柄部进行打磨处理。
[0021]
本实用新型的有益效果:实际工作中,柄部送料振动盘将微钻柄部有序排列并输送至微钻柄部入料夹持机构,微钻柄部入料夹持机构将柄部送料振动盘所输送的微钻柄部夹持住。刃部送料振动盘将微钻刃部有序排列并输送至微钻刃部入料夹持机构,微钻刃部入料夹持机构将刃部送料振动盘所输送的微钻刃部夹持住,然后微钻刃部入料夹持机构将微钻刃部入料夹持机构所夹持的微钻刃部抵接微钻柄部入料夹持机构所夹持的微钻柄部,微钻刃部与微钻柄部抵接后,微钻刃部入料夹持机构和微钻柄部入料夹持机构分别通电以使得微钻刃部与微钻柄部电焊接在一起以形成微钻成品。然后收料机构夹取微钻成品并收集微钻成品,在收料机构收集微钻成品前,研磨机构会对收料机构所夹取的微钻成品的微钻柄部进行打磨处理。本申请的全自动微钻刃柄焊接机能实现自动化上料工作和自动化下料工作,不仅降低了劳动强度,提高生产效率,而且生产制造的成本低。同时,微钻刃部和微钻柄部在焊接的过程中均不需要操作人员的参与,避免微钻刃部和微钻柄部在焊接时所产生的强光、高温及有毒气体对操作人员的身体造成伤害。
附图说明
[0022]
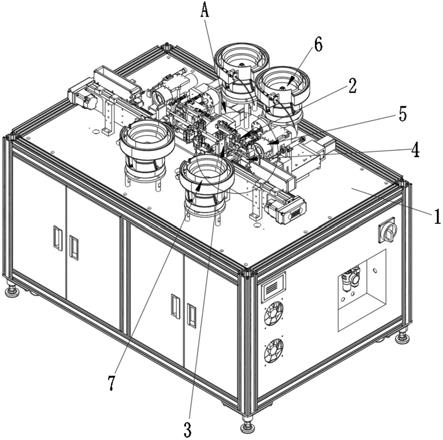
图1为本实用新型的立体结构示意图。
[0023]
图2为图1中a处的放大示意图。
[0024]
图3为本实用新型的微钻刃部入料夹持机构的立体结构示意图。
[0025]
图4为图3中b处的放大示意图。
[0026]
图5为本实用新型的刃部承载块、刃部间歇供料块和刃部储料块的结构示意图。
[0027]
图6为本实用新型的微钻柄部入料夹持机构的立体结构示意图。
[0028]
图7为本实用新型的微钻柄部入料夹持机构的另一视角的立体结构示意图。
[0029]
图8为本实用新型的柄部支架、柄部承载块和柄部间歇供料块的结构示意图。
[0030]
图9为本实用新型的收料机构的结构示意图。
[0031]
图10为图9中沿c-c方向的剖视图。
[0032]
图11为本实用新型的收料机构隐藏推料顶针和推料顶针驱动机构后的结构示意图。
[0033]
图12为图11中d处的放大示意图。
[0034]
图13为本实用新型的研磨机和研磨机移动驱动机构的立体结构示意图。
[0035]
图14为本实用新型的顶块和顶块驱动机构的立体结构示意图。
[0036]
附图标记说明:
[0037]
工作台1;微钻刃部入料夹持机构2;刃部安装板21;安装座组件22;安装座驱动机构23;刃部承载块24;刃部卡槽241;刃部间歇供料块25;刃部第一储存孔251;耐磨层252;刃部间歇供料块驱动机构26;刃部储料块27;刃部第二储存孔271;刃部推料顶针通孔272;间歇供料限位块273;刃部推料顶针28;刃部推料顶针驱动机构29;刃部压紧块210;刃部导电块2101;刃部导电块连接杆2102;刃部压紧块驱动机构211;压力检测装置212;微钻柄部入料夹持机构3;柄部支架31;柄部推料顶针导向块311;柄部储料箱32;柄部储料槽321;柄部承载块33;柄部卡槽331;柄部间歇供料块34;柄部容置槽341;柄部间歇载料块342;导滑块343;柄部间歇供料块驱动机构35;柄部推料顶针36;柄部推料顶针驱动机构37;柄部压紧块38;柄部导电块381;柄部导电块连接杆382;柄部压紧块驱动机构39;收料机构4;收料安装座40;收料箱41;容料腔411;进料口412;卡料勾块42;弹性件43;推料板44;推料板驱动机构45;推料顶针46;推料顶针驱动机构47;抓料组件48;下爪块481;上爪安装块4811;上爪块482;抓料气缸483;抓料组件驱动机构49;抓料连接滑块491;抓料连接滑块驱动机构492;手指气缸493;研磨机构5;基准块51;顶块52;顶块驱动机构53;研磨机54;研磨机移动驱动机构55;刃部送料振动盘6;柄部送料振动盘7。
具体实施方式
[0038]
为了便于本领域技术人员的理解,下面结合实施例与附图对本实用新型作进一步的说明,实施方式提及的内容并非对本实用新型的限定。
[0039]
如图1和图2所示,本实用新型提供的一种全自动微钻刃柄焊接机,其包括工作台1和设置于工作台1的若干组微钻刃柄焊接装置;所述微钻刃柄焊接装置包括微钻刃部入料夹持机构2、微钻柄部入料夹持机构3、收料机构4、研磨机构5、刃部送料振动盘6和柄部送料振动盘7;所述微钻刃部入料夹持机构2、微钻柄部入料夹持机构3、收料机构4、研磨机构5、刃部送料振动盘6和柄部送料振动盘7均装设于工作台1;
[0040]
所述柄部送料振动盘7用于将微钻柄部有序排列并输送至微钻柄部入料夹持机构3;所述微钻柄部入料夹持机构3用于将柄部送料振动盘7所输送的微钻柄部夹持住;所述刃部送料振动盘6用于将微钻刃部有序排列并输送至微钻刃部入料夹持机构2;所述微钻刃部入料夹持机构2用于将刃部送料振动盘6所输送的微钻刃部夹持住,微钻刃部入料夹持机构2也用于将微钻刃部入料夹持机构2所夹持的微钻刃部抵接微钻柄部入料夹持机构3所夹持的微钻柄部;微钻刃部入料夹持机构2和微钻柄部入料夹持机构3分别与外界的电源连接,微钻刃部入料夹持机构2所夹持的微钻刃部与微钻柄部入料夹持机构3所夹持的微钻柄部抵接后,微钻刃部入料夹持机构2和微钻柄部入料夹持机构3分别通电以使得微钻刃部与微
钻柄部电焊接在一起以形成微钻成品;
[0041]
所述收料机构4用于夹取微钻成品并收集微钻成品,研磨机构5用于对收料机构4所夹取的微钻成品的微钻柄部进行打磨处理。
[0042]
实际工作中,柄部送料振动盘7将微钻柄部有序排列并输送至微钻柄部入料夹持机构3,微钻柄部入料夹持机构3将柄部送料振动盘7所输送的微钻柄部夹持住。刃部送料振动盘6将微钻刃部有序排列并输送至微钻刃部入料夹持机构2,微钻刃部入料夹持机构2将刃部送料振动盘6所输送的微钻刃部夹持住,然后微钻刃部入料夹持机构2将微钻刃部入料夹持机构2所夹持的微钻刃部抵接微钻柄部入料夹持机构3所夹持的微钻柄部,微钻刃部与微钻柄部抵接后,微钻刃部入料夹持机构2和微钻柄部入料夹持机构3分别通电以使得微钻刃部与微钻柄部电焊接在一起以形成微钻成品。然后收料机构4夹取微钻成品并收集微钻成品,在收料机构4收集微钻成品前,研磨机构5会对收料机构4所夹取的微钻成品的微钻柄部进行打磨处理。
[0043]
本申请的全自动微钻刃柄焊接机能实现自动化上料工作和自动化下料工作,不仅降低了劳动强度,提高生产效率,而且生产制造的成本低。同时,微钻刃部和微钻柄部在焊接的过程中均不需要操作人员的参与,避免微钻刃部和微钻柄部在焊接时所产生的强光、高温及有毒气体对操作人员的身体造成伤害。
[0044]
如图3至图5所示,本实施例中,所述微钻刃部入料夹持机构2包括刃部安装板21、安装座组件22、安装座驱动机构23、刃部承载块24、刃部间歇供料块25、刃部间歇供料块驱动机构26、刃部储料块27、刃部推料顶针28、刃部推料顶针驱动机构29、刃部压紧块210、刃部压紧块驱动机构211和压力检测装置212;
[0045]
所述安装座驱动机构23设置于工作台1并用于驱动安装座组件22移动,刃部安装板21滑动连接于安装座组件22;刃部承载块24、刃部间歇供料块25和刃部储料块27分别间隔设置于刃部安装板21,刃部间歇供料块25位于刃部承载块24和刃部储料块27之间;刃部间歇供料块25开设有刃部第一储存孔251,刃部第一储存孔251贯穿刃部间歇供料块25;刃部储料块27间隔开设有刃部第二储存孔271和刃部推料顶针通孔272,刃部第二储存孔271和刃部推料顶针通孔272均贯穿刃部储料块27;刃部间歇供料块驱动机构26用于驱动刃部间歇供料块25移动以使刃部第一储存孔251连通刃部第二储存孔271或刃部第一储存孔251连通刃部推料顶针通孔272;刃部推料顶针驱动机构29设置于刃部安装板21并用于驱动刃部推料顶针28移动,刃部推料顶针28滑动设置于刃部推料顶针通孔272;刃部压紧块驱动机构211设置于刃部安装板21并用于驱动刃部压紧块210转动,刃部压紧块210用于将刃部承载块24所承载的微钻刃部压紧于刃部承载块24,刃部压紧块210与外界的电源连接;压力检测装置212设置于安装座组件22并用于抵触刃部安装板21。
[0046]
实际工作中,刃部送料振动盘6将微钻刃部有序排列并经由输送管一一地往刃部储料块27的刃部第二储存孔271输送,然后刃部间歇供料块驱动机构26驱动刃部间歇供料块25移动,当刃部第一储存孔251与刃部第二储存孔271连通时,刃部第二储存孔271内的微钻刃部就会进入刃部第一储存孔251内,同时输送管的下一个微钻刃部就会进入刃部第二储存孔271内。然后刃部间歇供料块驱动机构26驱动刃部间歇供料块25继续移动,刃部间歇供料块25就会将刃部第二储存孔271堵住,防止微钻刃部从刃部第二储存孔271内掉出来,当刃部第一储存孔251与刃部推料顶针通孔272连通时,刃部推料顶针驱动机构29驱动刃部
推料顶针28沿着刃部推料顶针通孔272和刃部第一储存孔251滑动,滑动的刃部推料顶针28将刃部第一储存孔251内的微钻刃部推送至刃部承载块24上。然后刃部推料顶针驱动机构29反向驱动刃部推料顶针28复位,刃部间歇供料块驱动机构26驱动刃部间歇供料块25反向移动并准备输送下一个微钻刃部。同时,刃部压紧块驱动机构211驱动刃部压紧块210转动以使刃部压紧块210将刃部承载块24所承载的微钻刃部压紧于刃部承载块24上。微钻刃部被压紧后,安装座驱动机构23驱动安装座组件22往微钻柄部入料夹持机构3的方向移动,当微钻刃部与微钻柄部入料夹持机构3所夹持的微钻柄部抵接时,安装座驱动机构23继续驱动安装座组件22往微钻柄部入料夹持机构3的方向移动,此时,刃部安装板21就会沿着安装座组件22反向滑动并对压力检测装置212并施加反向推力,压力检测装置212通过检测刃部安装板21的反向推力从而检测出微钻刃部与微钻柄部之间的压力,当微钻刃部与微钻柄部之间的压力达到设定值时,操作人员再分别向微钻刃部与微钻柄部通电,具体的,外界的电流经由刃部压紧块210传递到微钻刃部上,微钻刃部与微钻柄部之间发生短路并产生高温,高温使得微钻刃部与微钻柄部焊接在一起以形成微钻成品。
[0047]
本申请的微钻刃部入料夹持机构2能实现自动化地夹持微钻刃部,不仅降低了劳动强度,提高生产效率,而且生产制造的成本低。
[0048]
具体的,所述刃部承载块24凹设有多个刃部卡槽241,多个刃部卡槽241间隔设置于刃部承载块24的同一侧,刃部卡槽241用于承载微钻刃部。实际工作中,刃部推料顶针驱动机构29驱动刃部推料顶针28沿着刃部推料顶针通孔272和刃部第一储存孔251滑动,滑动的刃部推料顶针28将刃部第一储存孔251内的微钻刃部推送至刃部承载块24的一个刃部卡槽241内,然后刃部压紧块驱动机构211驱动刃部压紧块210转动以使刃部压紧块210将刃部承载块24所承载的微钻刃部压紧于刃部承载块24的刃部卡槽241内,刃部卡槽241的内壁分别抵触微钻刃部,使得微钻刃部被刃部压紧块210压紧得更稳固,方便后续的焊接工作。具体的,多个刃部卡槽241的尺寸均不相同,操作人员可以根据生产的需求选用合适的刃部卡槽241,满足生产的需求。优选的,刃部卡槽241为v型卡槽。
[0049]
具体的,所述刃部储料块27设置有间歇供料限位块273,间歇供料限位块273与刃部储料块27交叉设置,间歇供料限位块273用于抵触刃部间歇供料块25。实际工作中,当刃部间歇供料块驱动机构26驱动刃部间歇供料块25移动至设定位置时,间歇供料限位块273就会抵触刃部间歇供料块25,阻挡刃部间歇供料块25继续移动。刃部储料块27设置有间歇供料限位块273能保证刃部间歇供料块25稳定地工作。
[0050]
如图4所示,本实施例中,所述刃部压紧块210包括刃部导电块2101和刃部导电块连接杆2102,刃部导电块连接杆2102由绝缘材料制造而成;刃部导电块连接杆2102的中部与刃部安装板21转动连接,刃部导电块连接杆2102的一端连接于刃部压紧块驱动机构211的输出端,刃部导电块连接杆2102的另一端连接于刃部导电块2101,刃部导电块2101用于将刃部承载块24所承载的微钻刃部压紧于刃部承载块24,刃部导电块2101与外界的电源电性连接。
[0051]
实际使用时,刃部压紧块驱动机构211驱动刃部导电块连接杆2102的一端向上移动,刃部导电块连接杆2102的中部沿着刃部安装板21转动,刃部导电块连接杆2102的另一端带动刃部导电块2101向下转动,向下转动的刃部导电块2101将微钻刃部压紧于刃部承载块24;由于需要向刃部导电块2101施加一个电流,为了防止刃部导电块2101的电流传递至
微钻刃部入料夹持机构2的其他零部件,所以采用绝缘的刃部导电块连接杆2102对刃部导电块2101的电流进行隔离,让微钻刃部入料夹持机构2能安全、稳定地工作。
[0052]
如图5所示,本实施例中,所述刃部间歇供料块25相对的两侧连接有耐磨层252,刃部间歇供料块25相对两侧的耐磨层252分别抵触刃部承载块24和刃部储料块27。
[0053]
实际工作中,由于刃部间歇供料块25需要频繁地移动,移动的刃部间歇供料块25可能会与刃部承载块24和刃部储料块27产生摩擦并出现磨损,从而降低刃部间歇供料块25的使用寿命。本申请在刃部间歇供料块25相对的两侧连接有耐磨层252,耐磨层252对刃部间歇供料块25起到保护的作用,从而提高刃部间歇供料块25的使用寿命。具体的,所述耐磨层252由陶瓷材料制造而成,陶瓷材料具有价格便宜和耐磨的特点。
[0054]
如图6至图8所示,本实施例中,所述微钻柄部入料夹持机构3包括柄部支架31、柄部储料箱32、柄部承载块33、柄部间歇供料块34、柄部间歇供料块驱动机构35、柄部推料顶针36、柄部推料顶针驱动机构37、柄部压紧块38和柄部压紧块驱动机构39;
[0055]
所述柄部支架31设置于工作台1,所述柄部储料箱32连接于柄部支架31,柄部储料箱32开设有柄部储料槽321,柄部储料槽321贯穿柄部储料箱32,柄部间歇供料块34凹设有柄部容置槽341,柄部间歇供料块34位于柄部储料箱32与柄部支架31之间,柄部间歇供料块34位于柄部储料槽321的下方,柄部间歇供料块34滑动设置于柄部支架31,柄部间歇供料块驱动机构35装设于柄部支架31并用于驱动柄部间歇供料块34滑动以使柄部容置槽341与柄部储料槽321连通;柄部推料顶针驱动机构37装设于柄部支架31并用于驱动柄部推料顶针36移动,柄部推料顶针36滑动设置于柄部容置槽341;柄部承载块33连接于柄部支架31并用于承载微钻柄部,所述柄部承载块33位于柄部容置槽341的出料端;柄部压紧块驱动机构39装设于柄部支架31并用于驱动柄部压紧块38转动,柄部压紧块38用于将柄部承载块33所承载的微钻柄部压紧于柄部承载块33,柄部压紧块38与外界的电源连接。
[0056]
实际工作中,柄部送料振动盘7将微钻柄部有序排列并经由输送管一一地往柄部储料箱32的柄部储料槽321输送,微钻柄部一个一个地堆叠在柄部储料槽321内。然后柄部间歇供料块驱动机构35驱动柄部间歇供料块34移动,当柄部容置槽341与柄部储料槽321连通时,堆叠在柄部储料槽321内的一个微钻柄部掉落至柄部容置槽341内。然后柄部间歇供料块驱动机构35驱动柄部间歇供料块34继续移动,柄部间歇供料块34就会将柄部储料槽321的出料口堵住,防止堆叠在柄部储料槽321内的微钻柄部掉出柄部储料槽321。当柄部容置槽341移动至柄部承载块33对应位置时,柄部推料顶针驱动机构37驱动柄部推料顶针36沿着柄部容置槽341滑动,滑动的柄部推料顶针36将柄部容置槽341内的微钻柄部推送至柄部承载块33上。然后柄部推料顶针驱动机构37反向驱动柄部推料顶针36复位,柄部间歇供料块驱动机构35驱动柄部间歇供料块34反向移动并准备输送下一个微钻柄部。同时,柄部压紧块驱动机构39驱动柄部压紧块38转动以使柄部压紧块38将柄部承载块33所承载的微钻柄部压紧于柄部承载块33上。
[0057]
本申请的微钻柄部入料夹持机构3能实现自动化地夹持微钻柄部,不仅降低了劳动强度,提高生产的效率,而且生产制造的成本低。
[0058]
具体的,所述柄部支架31连接有柄部推料顶针导向块311,柄部推料顶针导向块311开设有导向孔(图中未标示),柄部推料顶针36滑动设置于导向孔。实际工作中,柄部推料顶针驱动机构37驱动柄部推料顶针36移动时,移动的柄部推料顶针36沿着柄部推料顶针
导向块311的导向孔滑动。本申请的柄部推料顶针导向块311能保证柄部推料顶针36沿着准确的方向移动。
[0059]
具体的,所述柄部压紧块38包括柄部导电块381和柄部导电块连接杆382,柄部导电块连接杆382由绝缘材料制造而成;柄部导电块连接杆382的中部与柄部支架31转动连接,柄部导电块连接杆382的一端连接于柄部压紧块驱动机构39的输出端,柄部导电块连接杆382的另一端连接于柄部导电块381,柄部导电块381用于将柄部承载块33所承载的微钻柄部压紧于柄部承载块33,柄部导电块381与外界的电源电性连接。实际使用时,柄部压紧块驱动机构39驱动柄部导电块连接杆382的一端向上移动,柄部导电块连接杆382的中部沿着柄部支架31转动,柄部导电块连接杆382的另一端带动柄部导电块381向下转动,向下转动的柄部导电块381将微钻柄部压紧于柄部承载块33;由于需要向柄部导电块381施加一个电流,为了防止柄部导电块381的电流传递至微钻柄部入料夹持机构3的其他零部件,所以采用绝缘的柄部导电块连接杆382对柄部导电块381的电流进行隔离,让微钻柄部入料夹持机构3能安全、稳定地工作。
[0060]
具体的,所述柄部承载块33凹设有柄部卡槽331,柄部卡槽331用于承载微钻柄部。所述柄部卡槽331为v型槽。实际工作中,柄部推料顶针驱动机构37驱动柄部推料顶针36沿着柄部容置槽341滑动,滑动的柄部推料顶针36将柄部容置槽341内的微钻柄部推送至柄部承载块33的柄部卡槽331内。然后柄部压紧块驱动机构39驱动柄部压紧块38转动以使柄部压紧块38的柄部导电块381将柄部承载块33所承载的微钻柄部压紧于柄部承载块33的柄部卡槽331内,柄部卡槽331的内壁分别抵触微钻柄部,使得微钻柄部被柄部承载块33压紧得更稳固,方便后续的焊接工作。优选的,柄部卡槽331为v型槽,v型槽对微钻柄部的抵触效果更好。
[0061]
如图8所示,本实施例中,所述柄部间歇供料块34包括柄部间歇载料块342和连接于柄部间歇载料块342的导滑块343,导滑块343与柄部间歇供料块驱动机构35驱动连接,柄部间歇载料块342与导滑块343交叉设置,柄部容置槽341自柄部间歇载料块342的表面向内凹陷而成;柄部支架31凹设有滑槽(图中未标示),导滑块343滑动设置于滑槽。
[0062]
实际工作中,柄部间歇供料块驱动机构35驱动柄部间歇供料块34移动时,导滑块343沿着柄部支架31的滑槽滑动,保证了柄部间歇供料块34能沿着正确的方向移动。柄部间歇载料块342的柄部容置槽341用于承载微钻柄部。优选的,所述柄部容置槽341为v型槽,v型槽对微钻柄部的抵触效果更好。
[0063]
如图9至图12所示,本实施例中,所述收料机构4包括收料安装座40、收料箱41、卡料勾块42、弹性件43、推料板44、推料板驱动机构45、推料顶针46、推料顶针驱动机构47、抓料组件48和抓料组件驱动机构49;
[0064]
所述收料安装座40设置于工作台1,所述收料箱41设置于收料安装座40,收料箱41设置有容料腔411和进料口412,进料口412连通容料腔411和外界,卡料勾块42的中部转动连接于收料箱41,弹性件43的一端抵触收料箱41,弹性件43的另一端抵触卡料勾块42的上部,卡料勾块42的下部位于进料口412;
[0065]
所述抓料组件48用于夹取微钻成品,抓料组件驱动机构49设置于收料安装座40并用于驱动抓料组件48移动;推料顶针驱动机构47设置于收料安装座40的一侧,推料顶针驱动机构47用于驱动推料顶针46移动;推料板驱动机构45设置于收料箱41并用于驱动推料板
44移动,推料板44滑动设置于进料口412。
[0066]
实际工作中,微钻刃部与微钻柄部电焊接在一起以形成微钻成品后,抓料组件驱动机构49驱动抓料组件48移动至设定位置,然后抓料组件48将微钻成品夹取住。然后抓料组件驱动机构49驱动抓料组件48反向移动至研磨机构5,研磨机构5对抓料组件48所夹取的微钻成品的微钻柄部进行打磨处理。然后抓料组件驱动机构49继续驱动抓料组件48反向移动至设定位置后,抓料组件48松开所夹取的微钻成品,推料顶针驱动机构47驱动推料顶针46移动并将抓料组件48所夹取的微钻成品推送至收料箱41的进料口412,推料板驱动机构45驱动推料板44移动,移动的推料板44沿着进料口412滑动并顶开卡料勾块42,同时,移动的推料板44将进料口412的微钻成品推送至收料箱41的容料腔411内。当卡料勾块42被推料板44顶开时,卡料勾块42的中部沿着收料箱41转动,卡料勾块42的上部挤压着弹性件43,弹性件43发生弹性变形并储存弹性势能。当推料板44解除对卡料勾块42的顶压时,弹性件43释放弹性势能并驱动卡料勾块42的中部沿着收料箱41反向转动,卡料勾块42的下部就会堵住进料口412,卡料勾块42的下部能阻挡容料腔411内的微钻成品跑出收料箱41。本申请的收料机构4能实现自动化地收料,不仅降低了劳动强度,而且提高生产的效率。
[0067]
如图12所示,本实施例中,所述抓料组件48包括下爪块481、上爪块482和抓料气缸483,下爪块481与抓料组件驱动机构49驱动连接,下爪块481间隔设置有两块上爪安装块4811,上爪块482的中部分别转动连接于两块上爪安装块4811,上爪块482的一端连接于抓料气缸483的输出端,上爪块482的另一端用于将微钻成品压紧于下爪块481,抓料气缸483设置于下爪块481并用于驱动上爪块482移动。
[0068]
实际工作中,抓料组件驱动机构49驱动抓料组件48移动至设定位置后,抓料气缸483驱动上爪块482的一端往上移动,同时,上爪块482的中部分别沿着两块上爪安装块4811转动,上爪块482的另一端将微钻成品压紧于下爪块481。抓料组件48的结构简单,能稳定、可靠地将微钻成品夹取住。
[0069]
具体的,所述下爪块481凹设有用于容设微钻成品的微钻成品卡槽(图中未标示)。实际工作中,微钻成品会放置于下爪块481的微钻成品卡槽内,微钻成品卡槽的内壁会抵触微钻成品,使得微钻成品被上爪块482压紧得更稳固。
[0070]
如图11所示,本实施例中,所述抓料组件驱动机构49包括抓料连接滑块491和抓料连接滑块驱动机构492,抓料连接滑块491滑动连接于收料安装座40,抓料连接滑块驱动机构492设置于收料安装座40并用于驱动抓料连接滑块491滑动,所述抓料组件48连接于抓料连接滑块491;所述抓料连接滑块491还设置有手指气缸493,手指气缸493用于夹紧抓料组件48所夹取的微钻成品。
[0071]
实际工作中,抓料连接滑块491为抓料组件48和手指气缸493提供安装的基础。抓料组件48将微钻成品夹取住后,手指气缸493再进一步地夹紧抓料组件48所夹取的微钻成品的微钻柄部。由于微钻成品在进入收料箱41之前还需要经过研磨机构5的打磨处理,手指气缸493夹紧微钻成品的微钻柄部后,能保证微钻成品在打磨处理的过程中不会发生断裂。
[0072]
具体的,所述抓料连接滑块驱动机构492为丝杠螺母式驱动机构。丝杠螺母式驱动机构具有传动效率高,精度高的特点。
[0073]
如图2、图13和图14所示,本实施例中,所述研磨机构5包括基准块51、顶块52、顶块驱动机构53、研磨机54和研磨机移动驱动机构55;基准块51设置于工作台1或收料机构4,顶
块驱动机构53设置于工作台1并用于驱动顶块52靠近或远离基准块51移动,顶块52与基准块51正对设置,研磨机移动驱动机构55设置于工作台1并用于驱动研磨机54移动,研磨机54用于对收料机构4所夹取的微钻成品的微钻柄部进行打磨处理。
[0074]
微钻刃部与微钻柄部电焊接在一起以形成微钻成品后,微钻成品的长度可能会存在误差,所以需要对过长的微钻成品进行打磨处理,使得每个微钻成品的长度符合生产的标准。实际工作中,收料机构4夹取微钻成品并移动至基准块51的一侧时,顶块驱动机构53驱动顶块52靠近基准块51移动,移动的顶块52顶压着收料机构4所夹取的微钻成品以使得微钻刃部抵触基准块51,收料机构4所夹取的微钻成品校正完成后,顶块驱动机构53驱动顶块52远离基准块51移动并进行复位。收料机构4继续移动微钻成品并经过研磨机54时,研磨机54就会对收料机构4所夹取的微钻成品进行打磨处理。研磨机移动驱动机构55可以驱动研磨机54移动以调节研磨机54的位置,使得研磨机54能对不同长度的微钻成品进行打磨处理,满足生产的需求。本申请的研磨机构5能自动化地对微钻成品进行打磨处理,保证每个微钻成品的长度符合生产的标准。
[0075]
本实施例中的所有技术特征均可根据实际需要而进行自由组合。
[0076]
上述实施例为本实用新型较佳的实现方案,除此之外,本实用新型还可以其它方式实现,在不脱离本技术方案构思的前提下任何显而易见的替换均在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1