新型真空钎焊用夹具的制作方法
1.本新型属于夹具,具体涉及一种新型真空钎焊用夹具。
背景技术:
2.在聚变堆中,偏滤器是非常重要的部件,其由面向等离子体材料及热沉材料组成,结构分为穿管结构和平板结构。在平板结构中,面向等离子体材料与热沉材料的连接由钎焊完成。
3.面向等离子体材料和热沉材料铜之间连接的最大问题是面壁材料和铜之间存在着大的热膨胀系数差异。面壁材料与铜合金之间的热膨胀系数差异会导致两者进行连接时产生巨大的热应力,从而使钎焊连接界面开裂,降低面壁部件的服役可靠性。为解决此问题,一般都会将面壁材料切成小块并在面壁材料表面浇铸一层无氧纯铜以缓释巨大的热应力。
4.在面对第一壁部件的制备过程中,浇铸纯铜的面壁材料可能会横向连接在一起从而使热沉材料与面壁材料间的热应力变大,因此需要在面壁材料与热沉材料连接过程中对面壁材料小块进行精确定位以防止面壁材料小块之间横向粘连。但普通夹具在装夹过程及高温钎焊过程中会由于热胀冷缩导致钎焊部件相对位置出现偏差,而且普通夹具由于施加力的不平衡会导致面壁材料局部翘起,在焊接过程中产生比较大的焊接缺陷。
技术实现要素:
5.本新型的内容是针对现有技术的缺陷,提供一种作用力均衡、高温稳定性好、易于操作的新型真空钎焊用夹具。
6.本新型是这样实现的:一种新型真空钎焊用夹具,包括:底板,在底板上设置平行固定的侧板,在侧板上方设置与底板平行的承力梁,在承力梁上设置夹紧组件,工件被夹紧组件和底板夹紧。
7.如上所述的一种新型真空钎焊用夹具,其中,在承力梁与侧板之间还设置定位梁,定位梁与承力梁平行设置。
8.如上所述的一种新型真空钎焊用夹具,其中,所述的夹紧组件包括弹簧和中心柱,其中,弹簧的一端与承力梁固定连接,另一端与中心柱固定连接。
9.如上所述的一种新型真空钎焊用夹具,其中,在中心柱的自由端还设置定位块。
10.如上所述的一种新型真空钎焊用夹具,其中,承力梁、定位梁和侧板之间通过固定螺栓固定连接。
11.如上所述的一种新型真空钎焊用夹具,其中,弹簧通过加载螺柱与承力梁固定连接。
12.如上所述的一种新型真空钎焊用夹具,其中,所述的弹簧一共四根,分别通过四个加载螺柱与承力梁固定连接,每根弹簧下方均设置一个中心柱和定位块。
13.本新型的显著效果是:本夹具解决了普通夹具的定位偏差及不同模块间的平等度
匹配问题,通过上下固定块及上下弹片的设计将螺母施加的作用力转变为沿螺栓柱的均衡作用力,并通过底板及螺栓柱的配合使得该作用力通过定位块实现不同模块间的准确定位。
附图说明
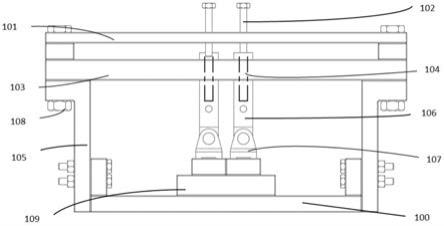
14.图1为新型定位夹具的结构示意图;
15.图2是图1的立体图。
16.其中100底板、101承力梁、102加载螺柱、103定位梁、104 弹簧、105侧板、106中心柱、107定位块、108固定螺栓,109工件;
具体实施方式
17.一种新型真空钎焊用夹具,包括:底板、侧板、加载螺柱、承力梁、弹簧、固定螺栓、定位梁、中心柱及定位块。
18.所述夹具底板包括底板以及设置在所述底板两侧的侧板固定块,所述固定块用于底板与底板的连接及固定
19.所述固定螺栓为一端螺纹或两端螺纹,其作用主要为将承力梁和定位梁与侧板连接固定在一起,保证承力梁、定位梁与底板位置的相对稳固。
20.所述加载螺柱用于与承力梁相连并可在转动时向下移动,对位于加载螺柱下方的弹簧向下的作用力,使弹簧产生变形并保持变形状态。
21.所述弹簧位于中心柱上方圆孔内,在加载螺柱的作用下可以产生变形并保持变形状态,变形的弹簧在中心柱的约束下保证对中心柱产生一个垂直于底板的向下的作用力。
22.所述定位块直接作用于工件表面,其在弹簧产生的垂直向下作用力下会对工作表面施加均衡作用力,从而保证偏滤器面壁单元与热沉材料的紧密结合。
23.下面给出两个具体的例子。
24.实施例1:平板结构cfc(碳纤维编织材料)/cucrzr偏滤器模块的真空钎焊
25.步骤1、准备好原材料:热沉材料铬锆铜块、面壁材料浇铸过纯铜的cfc块及焊接钎料。
26.步骤2、通过定位夹具对cfc块、钎料及铬锆铜块进行定位夹装;
27.如图1所示,将固定螺栓108拧松,并将承力梁101、加载螺柱 102、定位梁103、弹簧104、中心柱106、定位块107、固定螺栓108 整体从夹具上移走,随后将准备好的铬锆铜块、钎料、cfc块按由下至上的顺序安放好并放入夹具底板100上适当位置;
28.将前一步移走的所有部件放回原位,将定位块107轻放至cfc 块表面,并拧紧固定螺栓108,使承力梁101、定位梁104与侧板105 处于稳固连接状态;
29.向下旋转加载螺柱102使其对上固定块103施加向下的作用力,上固定块103两侧的向下半圆形凸起对上弹片104施加向下作用力,上弹片104在上固定块103两侧向下的作用力和下固定块105顶点向上作用力的共同作用下会出现一定的弹性变形,该弹性变形量为可调,实际使用中可根据工件实际状况调节弹性变形量的大小;
30.上弹片104弹性变形产生的垂直底板100向下的作用力通过与下固定块105顶点的接触向下传递至下弹片106上,下固定块105底部两侧的凸起对下弹片106两侧施加垂直向
下的均衡作用力,使下弹片 106产生弹性变形,该弹性变形产生的均衡作用力向下传递给定位块 107;
31.定位块107与下弹片106接触面为上突弧形,其可以保证定位107块在受到下弹片106施加的向下作用力时两端保持平衡,定位块 107受到的均衡向下的作用力通过底部两侧的向下凸起作用在工件上,使cfc块、钎料及铬锆铜块紧紧贴合在一起;
32.步骤3、将铸铜cfc块与铬锆铜合金在真空热压炉中进行焊接
33.将固定好的夹具及工件放入真空钎焊炉中进行钎焊连接,焊接完成后,将焊接好的cfc/无氧纯铜/铬锆铜合金复合工件进行机械加工,形成所需的偏滤器模块;
34.实施例2:多工件平板结构钨/cucrzr偏滤器模块的真空钎焊
35.步骤1、准备好原材料:热沉材料铬锆铜块、面壁材料浇铸过纯铜的钨块及焊接钎料。
36.步骤2、通过定位夹具对钨块、钎料及铬锆铜块进行定位夹装;
37.多工件平板结构偏滤器模块的夹装需要先将底板100从夹具上取上(将两个螺栓柱101从底板100旋出即可),将准备好的铬锆铜块、钎料、钨块按由下至上的顺序安放好并放入夹具底板100上的限位槽内适当位置并固定好,然后将两个螺栓柱101旋入底板101并组装好夹具,再将定位块107轻放至所有钨块表面;
38.依次向下旋转夹具上所有的螺母102使其对上固定块103施加向下的作用力,上固定块103两侧的向下半圆形凸起对上弹片104施加向下作用力,上弹片104在上固定块103两侧向下的作用力和下固定块105顶点向上作用力的共同作用下会出现一定的弹性变形,该弹性变形量为可调,实际使用中可根据工件实际状况调节弹性变形量的大小;
39.上弹片104弹性变形产生的垂直底板100向下的作用力通过与下固定块105顶点的接触向下传递至下弹片106上,下固定块105底部两侧的凸起对下弹片106两侧施加垂直向下的均衡作用力,使下弹片 106产生弹性变形,该弹性变形产生的均衡作用力向下传递给定位块 107;
40.定位块107与下弹片106接触面为上突弧形,其可以保证定位 107块在受到下弹片106施加的向下作用力时两端保持平衡,定位块 107受到的均衡向下的作用力通过底部两侧向下凸起作用在工件上,使钨块、钎料及铬锆铜块紧紧贴合在一起;
41.步骤3、将铸铜钨块与铬锆铜合金在真空热压炉中进行焊接
42.将焊接后的多工件钨/无氧纯铜/铬锆铜合金复合工件进行机械加工,形成所需的偏滤器模块;
43.本领域技术人员可以在不违背本新型内涵的情况下做类似改进,因此本新型不受下面公开的具体实施的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1