一种数控加工用内螺纹磨床的制作方法
1.本实用新型涉及一种内螺纹磨床,特别涉及一种数控加工用内螺纹磨床。
背景技术:
2.内螺纹磨床是指用成形砂轮作为磨具加工精密螺纹的加工机床。
3.一般内螺纹磨床的滚轮装置和工件箱是分开来的,体型庞大,电主轴装置没有基点,每次旋转都有偏移,且三者之间没有统一的中心高,所以调整金刚滚轮和电主轴的时候,每次均需要调整角度。由于需要多方位的凑角度导致精度不高,每次调整均有误差,有时可能需要一天才能调整到想到的角度,导致工件的精度不高。
技术实现要素:
4.本实用新型提供一种数控加工用内螺纹磨床用来克服现有技术中内螺纹磨床的滚轮装置和工件箱的中心高不一致,且金刚滚轮装置旋转有偏移导致更换工件时调整中心高度费时费力且精度不佳的缺陷。
5.为了解决上述技术问题,本实用新型提供了如下的技术方案:
6.本实用新型公开了一种数控加工用内螺纹磨床,包括床身,所述床身上平面的两端分别设置有导轨和磨架拖板,所述导轨上设有工件调节装置,所述磨架拖板上设有电主轴调节座,所述电主轴调节座上设有调节机构,所述工件调节装置的一侧与滚轮调节座连接;所述磨架拖板包括螺母座和滚珠丝杠,所述滚珠丝杠的一端穿过螺母座并固定;所述工件调节装置包括工件箱,工件夹盘,工件轴,工件拖板,所述工件轴穿过工件箱,其一端与工件夹盘连接,工件箱与导轨通过工件拖板连接。
7.进一步的,所述导轨的一侧设有第二伺服电机,所述第二伺服电机为导轨的移动提供动力。
8.进一步的,所述滚珠丝杠的另一端与第一伺服电机连接,所述第一伺服电机为磨架拖板的移动提供动力。
9.进一步的,所述工件轴的另一端与第三伺服电机连接,所述第三伺服电机作为工件轴旋转的动力器件,所述第三伺服电机与减速电机和直线光栅连接,直线光栅用于精准定位工件的旋转。
10.进一步的,所述磨架拖板的一侧设有直线光栅,用于精准定位模架拖板与工件。
11.进一步的,所述电主轴调节座包括电主轴底座,电主轴座,电主轴,底座滑板,所述电主轴底座上设有底座滑板,所述底座滑板上设有电主轴座,所述电主轴座上设有电主轴,所述底座滑板在所述电主轴底座上移动用于调节电主轴的中心高度。
12.进一步的,所述滚轮调节座包括滚轮座,滚轮轴,金刚滚轮,滚轮座底板,滚轮座调节板,所述滚轮座调节板上设有滚轮座底板,所述滚轮座底板上设有滚轮座,所述滚轮座上设有滚轮轴,所述滚轮轴上设有金刚滚轮,所述滚轮座底板在所述滚轮座调节板的滑槽内移动,用于调节滚轮轴的角度。
13.进一步的,所述电主轴、工件轴和滚轮轴三者的旋转基准高度一致。
14.本实用新型所达到的有益效果是:
15.对调整电主轴角度,及金刚滚轮轴角度,在角度变换中,两轴中心高与工件轴中心高等高不变,操作对刀简单可靠,加上光栅定位控制,所以能实现高精密滚珠丝杠的精度要求,通过每个轴给与真旋转点,达到只变角度不变中心高,可以保证砂轮电主轴和金刚滚轮轴与工件轴的基准一致性,三者调整位置精准对加工精度及其重要,达到精度高调整简单快速,电主轴与滚轮的角度调整高效且精度高,磨架拖板的位移与工件的旋转靠光栅闭环控制保证极高的精度与稳定性。
附图说明
16.附图用来提供对本实用新型的进一步理解,并且构成说明书的一部分,与本实用新型的实施例一起用于解释本实用新型,并不构成对本实用新型的限制。
17.在附图中:
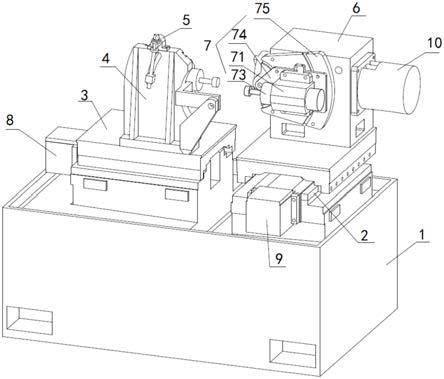
18.图1是本实用新型的整体结构示意图;
19.图2是本实用新型的正视结构示意图;
20.图3是本实用新型的后视结构示意图。
21.图中:1、床身;2、导轨;3、磨架拖板;31、螺母座;32、滚珠丝杠;4、电主轴调节座;41、电主轴底座;42、电主轴座;43、电主轴;44、底座滑板;5、调节机构;6、工件调节装置;61、工件箱;62、工件夹盘;63、工件轴;64、工件拖板;7、滚轮调节座;71、滚轮座;72、滚轮轴;73、金刚滚轮;74、滚轮座底板;75、滚轮座调节板;8、第一伺服电机;9、第二伺服电机;10、第三伺服电机;11、减速电机;12、直线光栅。
具体实施方式
22.以下结合附图对本实用新型的优选实施例进行说明,应当理解,此处所描述的优选实施例仅用于说明和解释本实用新型,并不用于限定本实用新型。
23.实施例1
24.如图1
‑
3所示,一种数控加工用内螺纹磨床,包括床身1,所述床身1上平面的两端分别设置有导轨2和磨架拖板3,所述导轨2上设有工件调节装置6,所述磨架拖板3上设有电主轴调节座4,所述电主轴调节座4上设有调节机构5,所述工件调节装置6的一侧与滚轮调节座7连接;
25.所述磨架拖板3包括螺母座31和滚珠丝杠32,所述滚珠丝杠32的一端穿过螺母座31并固定,另一端与第一伺服电机8连接,所述第一伺服电机8为磨架拖板3的移动提供动力;
26.所述工件调节装置6包括工件箱61,工件夹盘62,工件轴63,工件拖板64,所述工件轴63穿过工件箱61,其一端与工件夹盘62连接,另一端与第三伺服电机10连接,所述第三伺服电机10作为工件轴63旋转的动力器件,所述第三伺服电机10与减速电机11连接,工件箱61与导轨2通过工件拖板64连接。
27.所述导轨2的一侧设有第二伺服电机9,所述第二伺服电机9用于驱动导轨2的移动。
28.所述磨架拖板3的一侧设有直线光栅12,所述直线光栅12用于精准定位工件的旋转。
29.所述电主轴调节座4包括电主轴底座41,电主轴座42,电主轴43,底座滑板44,所述电主轴底座41上设有底座滑板44,所述底座滑板44上设有电主轴座42,所述电主轴座42上设有电主轴43,所述底座滑板44在所述电主轴底座41上的滑槽内移动,用于调节电主轴43的中心高度。
30.所述滚轮调节座7包括滚轮座71,滚轮轴72,金刚滚轮73,滚轮座底板74,滚轮座调节板75,所述滚轮座调节板75上设有滚轮座底板74,所述滚轮座底板74上设有滚轮座71,所述滚轮座71上设有滚轮轴72,所述滚轮轴72上设有金刚滚轮73,所述滚轮座底板74在所述滚轮座调节板75的滑槽内移动,用于调节滚轮轴72的中心高度。
31.所述电主轴43、工件轴63和滚轮轴72三者的旋转中心高度一致。
32.工作过程:磨架拖板3反面安装螺母座31,螺母座31中间安装滚珠丝杠32,滚珠丝杠32另一头由第一伺服电机8驱动。磨架拖板3和床身1中间安装导轨2。第一伺服电机8驱动磨架拖板3的移动。磨架拖板3上安装了电主轴调节座4,电主轴底座41上面安装了电主轴座42,两者有一个旋转中心,通过上面的调节机构5可以按旋转中心对电主轴43进去调整需要的角度。模架拖板3上安装了工件箱61,工件箱61侧面安装了滚轮座调节板75和滚轮座底板74,滚轮座底板74与滚轮座调节板75也有一个旋转中心,这个旋转中心与电主轴43旋转中心和工件轴63中心等高,使得在调整金刚滚轮83角度的时候这三者始终在同一等高线上,这种设计使得调整角度的时候非常高效,而且能保证很高的精度。工件箱61中安装了工件轴63,工件轴63通过轴后方的第三伺服电机10驱动,两者之间还安装了减速电机11,使得工件轴63在低转速的时候更加平稳。
33.调整步骤:首先,以工件箱61与滚轮座调节板75的接触面为基准面,同时保证二者的平行度以及工件箱61与导轨2的垂直度;工作时,先把工件夹在工件夹盘62上,工件夹盘62和工件轴63相连接;然后调整电主轴43的角度到工件需要的角度,接下来再调整金刚滚轮73(金刚滚轮73是装在滚轮轴72上的,旋转滚轮座底板74来带动滚轮轴72)的角度使得电主轴43和滚轮轴72平行;开启工作模式后,工件随着工件轴63旋转起来,电主轴43顶端的砂轮伸到工件内部,通过工件拖板64的进给来磨削工件的螺纹,磨削完一个就继续换一个工件,继续把工件装在工件夹盘62上;当到达设定的工件数后(比如设定磨50个工件,砂轮就要修整一次),操作程序面板上的按钮,将工件拖板64行走到一定的位置对砂轮进行修整,修整完后继续工作;模架拖板3的定位和工件旋转的定位都由直线光栅12控制,使得定位精度更高。
34.最后应说明的是:以上所述仅为本实用新型的优选实施例而已,并不用于限制本实用新型,尽管参照前述实施例对本实用新型进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1