螺钉、应用、方法和系统与流程
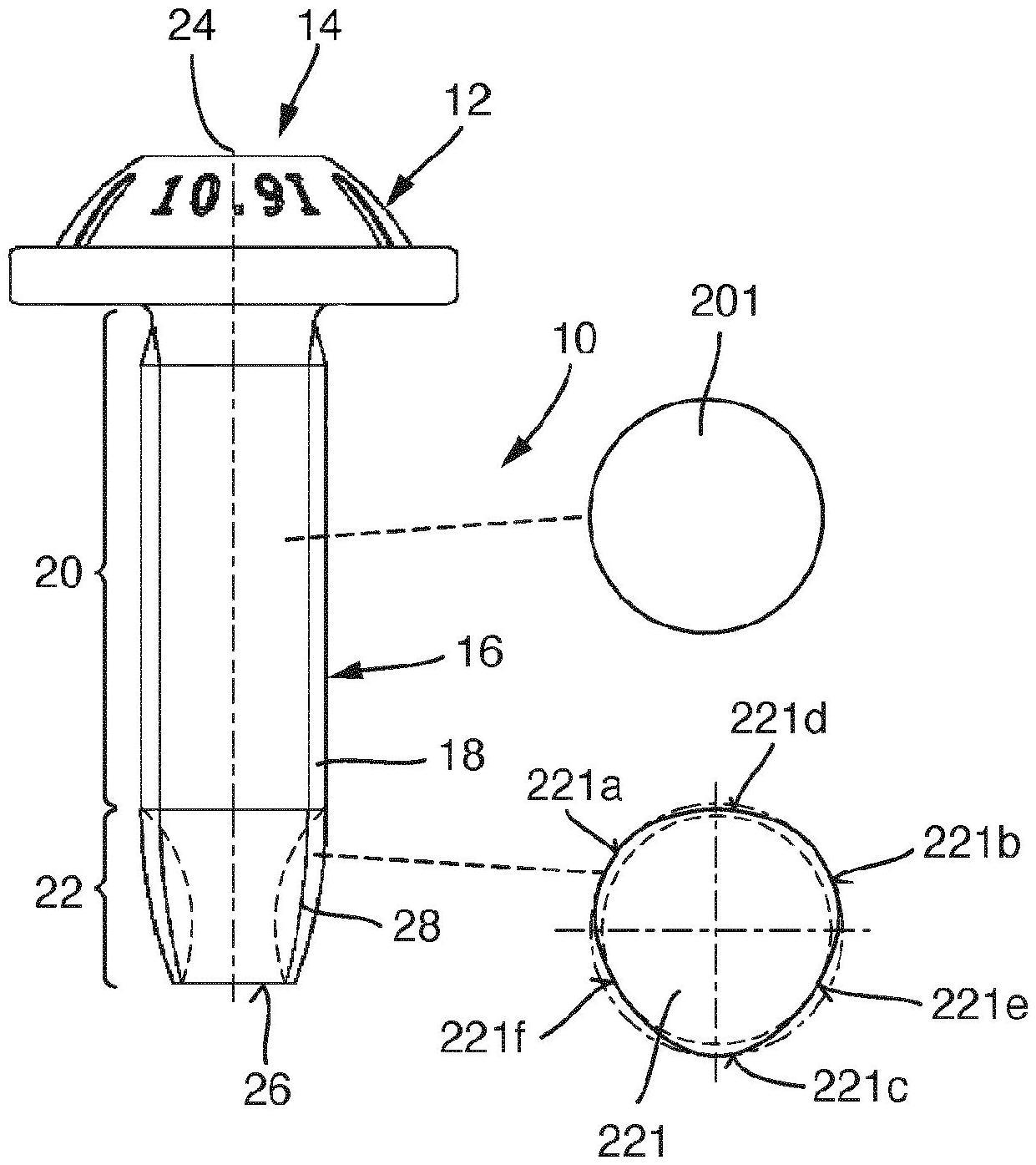
本发明涉及一种具有螺钉头和螺钉杆的螺钉,其中,螺钉头设有驱动结构(antriebsausbildung)并且螺钉杆至少部分区段地设有螺纹,其中,螺钉杆具有柱状保持区段和朝向螺钉端部渐缩的端部区段,其中,在保持区段中螺纹构造为标准螺纹(normgewinde)、尤其公制螺纹,并且其中,保持区段具有圆形横截面。本发明还涉及根据本发明的螺钉的应用。本发明进一步涉及一种用于旋入根据本发明的螺钉的系统和方法。
背景技术:
1、一方面,已知用于拧入到现有内螺纹中的螺钉。这样的螺钉具有螺钉头和螺钉杆,其中,螺钉头设有驱动结构并且螺钉杆至少部分区段地设有螺纹,其中,螺钉杆具有柱状保持区段和朝向螺钉端部渐缩的端部区段,其中,在保持区段中螺纹构造为标准螺纹、尤其公制螺纹。渐缩的端部区段简化插入到现有内螺纹中。
2、此外,已知所谓的自攻螺钉(furchschraube)。自攻螺钉用于将螺纹攻入到现有孔(例如板材穿拉部)中。为此,螺钉的渐缩端部区段设有自攻螺纹。然后在柱状保持区段中设置有保持螺纹,该保持螺纹在螺钉在工件中的最佳保持方面得到优化。
技术实现思路
1、利用本发明应改进一种螺钉、一种螺钉的应用、一种用于旋入螺钉的系统和一种用于旋入螺钉的方法。
2、根据本发明,为此设置有一种具有权利要求1的特征的螺钉、一种具有权利要求14的特征的根据本发明的螺钉的应用、一种具有权利要求15的特征的用于旋入根据本发明的螺钉的系统以及一种具有权利要求16的特征的方法。
3、本发明基于这样的认识:意想不到地可以将相同的螺钉不仅拧入到具有现有内螺纹的孔中而且拧入到没有内螺纹的孔中。由此,在拧入过程的仓储、存档(dokumentation)和过程可靠性方面产生意想不到的优点。特别是,为此提供如下螺钉,其适合作为自攻螺钉并且其具有从保持区段出发渐缩的端部区段,其中,端部区段设有构造为自攻螺纹的至少两个螺纹导程(gewindegang),其中,端部区段至少在自攻螺纹的区域中具有多小叶状横截面,并且其中,螺钉杆在保持区段中和端部区段中硬化。由于硬化的且设有多小叶状横截面的端部区段(其具有自攻螺纹的至少两个螺纹导程并且其从柱状保持区段出发渐缩),因此该螺钉适合作为自攻螺钉,并且可以利用该螺钉将螺纹攻入到没有内螺纹的现有孔中。在本发明的范围内有利的是,设置有自攻螺纹的两个到六个螺纹导程。由于具有圆形横截面的柱状保持区段中的螺纹构造为标准螺纹,该螺钉也可以被拧入到现有的标准内螺纹中。独立于孔是否不具有内螺纹并且因此必须利用螺钉攻入内螺纹或者孔是否具有内螺纹,因而可以使用相同的螺钉。
4、首先,这简化仓储,因为相同的螺钉不仅可以被拧入到具有内螺纹的孔中,而且可以被拧入到没有内螺纹的孔中。显然,在此不利的是,根据本发明的螺钉在制造方面比常规的标准螺纹螺钉更贵。但意想不到地,这些成本缺点可以通过以下得到补偿和甚至过度补偿,即简化的仓储是可能的,根据本发明的螺钉可以以非常大的件数进行生产,并且在拧入过程中所需的存档被简化且尤其还有在拧入时的过程可靠性被显著改善。因为通过使用相同的螺钉用来拧入到没有内螺纹的孔和具有内螺纹的孔中,所以避免了混淆。螺钉通常是相对较小的构件,并且具有标准螺纹的常规螺钉虽然与用于攻入螺纹的自攻螺钉在技术方面有明显区别,但在视觉方面仅有细微区别。由于两种螺钉具有非常相似的外部尺寸,因此可能发生混淆。这甚至可能导致,本身设置用于自攻螺钉的拧入自动装置无法识别它填充有具有标准螺纹的常规螺钉。在生产过程中、即在拧入时,才可能出现如下缺陷,即具有标准螺纹的螺钉在攻入螺纹时断裂。然而,明显更严重的是如下情况,螺钉在攻入螺纹时没有断裂并且由此然后生产了其中安装有强度不足的螺钉的工件。由于始终使用相同的螺钉,因此也简化了拧入过程的存档。由于可以不再出现不同螺钉的混淆,因此显著改善了过程可靠性。
5、在本发明的改进方案中,端部区段构造为尖拱顶部(ogivalspitze),其中,尖拱顶部尤其是扁平的或倒圆的。
6、端部区段优选具有尖拱(换句话说尖形穹顶)的形状,其顶部可以是扁平的或倒圆的。从尖拱顶部到柱状保持区段中的过渡在此可以切向地(即在没有可见或可感觉的棱的情况下)实现,或同样以如下方式实现,即在螺钉的轮廓中构造棱并且因此尖拱顶部不切向地进入到柱状保持区段中。
7、在本发明的改进方案中,端部区段构造为截锥体区段,尤其具有倒圆端部。
8、在本发明的改进方案中,端部区段终止于端面。
9、在根据本发明的螺钉中,不需要构造顶部,因为根据本发明的螺钉设置用于拧入到工件中的现有孔中。
10、在本发明的改进方案中,垂直于螺钉纵向轴线看,端面的直径为保持区段的直径的70%与80%之间、尤其75%。
11、在尤其用于优选使用的尖拱区的这样的尺寸中,一方面能够实现在根据本发明的螺钉的自动处理时简化的孔发现,并且螺纹的攻入也可以以可靠且过程可靠的方式进行。
12、在本发明的改进方案中,端部区段具有倒圆的搜索顶部。
13、通过这种方式,螺钉可以以非常简单的方式引入到现有的钻孔中,即使当例如可预期构件公差时。
14、在本发明的改进方案中,搜索顶部无螺纹地构造。
15、这易于发现有公差的钻孔。
16、在本发明的改进方案中,搜索顶部具有圆形横截面。
17、这也易于将螺钉引入到已经现有的钻孔中。例如,第一圈(umdrehung)可以用于使螺钉在自攻螺纹的接合之前就相对于平滑的钻孔或具有现有螺纹的钻孔正确地定位。
18、在本发明的改进方案中,端部区段仅在自攻螺纹的区域中具有多小叶状横截面。
19、通过这种方式,可以攻螺纹,使得该螺钉也适合用于没有内螺纹的平滑钻孔。但通过保持区段实现非常高的拉出力。同样在横截面中圆形的搜索区段(即位于螺钉的自攻螺纹和自由端之间的区域)易于将螺钉引入到具有或没有内螺纹的现有钻孔中。
20、在本发明的改进方案中,自攻螺纹在端部区段中构造为圆形螺纹。
21、通过这种方式,易于攻入螺纹,如同样置放螺钉。在圆形螺纹的情况下,不仅螺纹顶部而且螺纹谷部圆形地成形,不仅螺纹导程而且芯也具有圆形廓型(rundprofil)。
22、在本发明的改进方案中,除了自攻螺纹之外,端部区段还具有构造为圆形螺纹的另外的螺纹导程。
23、在将螺钉旋入到现有的内螺纹中时,由此易于发现内螺纹。圆形螺纹在此也可以具有倒圆的螺纹顶部和倒圆的谷部,从而在螺纹导程处和在芯中存在圆形廓型。
24、在本发明的改进方案中,保持区段中的标准螺纹构造为梯形螺纹。
25、通过这种方式,实现非常好的拉出力。换句话说,保持螺纹构造为具有扁平的谷部和顶部的顶部螺纹。螺纹侧翼之间的角度通常为60°。
26、在本发明的改进方案中,螺钉杆上的螺纹在侧视图中具有连续的、假想的包络曲线(hüllkurve),直至螺钉杆的自由端。
27、换句话说,自攻螺纹不伸出超过包络曲线,而是在实施成带有多小叶状横截面的自攻螺纹的径向最远突出区域的区域中,螺纹顶部也仅接触连续的包络曲线并且不伸出超过该包络曲线。
28、在本发明的改进方案中,至少端部区段附加地部分地、尤其感应地硬化。
29、通过部分的且尤其感应的硬化,至少端部区段可以如此构造,使得它在攻入螺纹时承受住机械和热负荷。最大的机械和热负荷在端部区段的区域中出现,因此通常使端部区段感应地部分地硬化就足够。尤其,仅使端部区段的区域从表面出发直到预限定的深度部分地附加地硬化。不需要使端部区段的整个横截面部分地附加地硬化,因为根据本发明保持区段也已经硬化。
30、在本发明的改进方案中,螺钉硬化到强度等级8.8、10.9、12.9或到超高强度范围。
31、这些强度等级对于根据本发明的螺钉而言已证实为极其有利。此外,攻螺纹的端部区段可以部分地附加地硬化。用于根据本发明的螺钉的硬化方法可以贝氏体化或表面硬化,带有随后的回火。尤其,贝氏体组织具有较高的强度和非常高的韧性。贝氏体组织通过在盐浴中的特殊冷却在含碳钢中产生。事实证明,贝氏体组织对于根据本发明的螺钉而言已证实为极其有利。
32、在本发明的改进方案中,螺钉的抗拉强度为至少800n/mm2。
33、例如,根据本发明的螺钉构造为所谓的8.8螺钉,优选地根据本发明的螺钉构造为10.9螺钉。
34、在本发明的改进方案中,螺钉的0.2%延展极限为至少640n/mm2、尤其至少900n/mm2、尤其至少1040n/mm2。
35、例如,螺钉构造成带有强度8.8或更大的强度、尤其到超高强度范围。
36、在本发明的改进方案中,在端部区段在到保持区段的过渡处的终止之前,自攻螺纹的至少最后完整的螺纹导程在螺纹尺寸方面如保持区段中的标准螺纹那样构造。
37、除了不同的横截面之外,由于保持区段具有圆形横截面并且端部区段具有多小叶状横截面,因此自攻螺纹的最后螺纹导程在螺纹尺寸方面(即在外径和芯直径方面)相应于保持区段中的标准螺纹。与具有比标准螺纹略微更大的直径的常见的自攻螺纹不同,在根据本发明的螺钉中自攻螺纹相对于保持区段中的标准螺纹没有实施成带有过盈。这具有完全显著的优点,即根据本发明的螺钉可以完全无问题地拧入到相应于标准的现有内螺纹中。意想不到地还已证实的是,尽管相对于保持区段中的标准螺纹,自攻螺纹没有带有过盈地制造,但根据本发明的螺钉也可以拧入到没有内螺纹的孔中,其中因此必须首先借助于自攻螺纹攻螺纹。可以保持由材料和尺寸预设的最大拧入力矩。螺纹尺寸在此涉及外径和芯直径以及尤其侧翼直径、螺纹的螺距以及侧翼角度。由于端部区段的多小叶状横截面,外径、芯直径和侧翼直径必须分别作为自攻螺纹的最后螺纹导程的最大直径进行测量。仅当多小叶状横截面实施为相同厚度时,那么自攻螺纹的最后螺纹导程的外径、芯直径和侧翼直径才可以独立于角度位置进行测量。例如,保持区段中的标准螺纹可以实施为公制螺纹或英制螺纹。在公制螺纹m5的情况下,保持区段中的标准螺纹的外径为4.790mm和5.0mm之间,参照din 13-20:2000-08/m5-4h-6g-6e。用于攻公制m5螺纹的常用的自攻螺纹通常以至少具有公差范围的一区段的外径或围绕多边形横截面的外接圆大于外径的名义标称尺寸,即大于5.0mm。根据本发明,自攻螺纹或至少自攻螺纹的在端部区段和保持区段之间的过渡处的最后螺纹导程然而实施成带有相应于标准螺纹(即4.790mm和5.0mm之间)的外径。4.790mm相应于m5螺钉按照公差等级6e的最小尺寸。
38、本发明还涉及根据本发明的螺钉在第一种应用情况下作为攻螺纹的螺钉或在第二种情况下作为用于旋入到现有内螺纹中的螺钉的应用。
39、因而通过可以将根据本发明的螺钉一方面作为攻螺纹的螺钉使用且另一方面作为旋入到现有内螺纹中的螺钉使用,因此可将相同的螺钉用于不同的应用情况。这简化仓储,能够实现螺钉的较大件数,简化拧入过程的存档,并且尤其避免了由于混淆不同的螺钉而可能产生的在制造工件时的缺陷。通过根据本发明的螺钉不仅作为攻螺纹的螺钉而且作为旋入到现有内螺纹中的螺钉的根据本发明的使用,因此可以避免在制造工件时可能的与安全有关的缺陷,并且根据本发明的螺钉相对于具有标准螺纹的常规螺钉的较高制造成本的缺点可以得到补偿或甚至过度补偿。
40、利用本发明可以选择用于根据本发明的螺钉的最大拧入力矩,其中,首先检查一个或多个工件中的现有孔中是否存在内螺纹,并且在存在内螺纹的情况下那么选择第一最大拧入力矩,而如果不存在内螺纹,那么选择第二最大拧入力矩,其中,第一拧入力矩小于第二拧入力矩。通过这种方式,根据本发明的螺钉不仅可用来攻内螺纹,而且可用来拧入到现有的内螺纹中。通过在拧入到现有内螺纹中时将最大拧入力矩选择成相比在攻入螺纹时更小,可以可靠地确定螺钉在拧入到现有内螺纹中时是否卡住或是否出现其他违规。利用本发明还可以降低在攻螺纹的旋拧的情形中的拧入力矩,其中,这同样可应用于具有现有螺母螺纹的螺钉连接。在优选为公制的现有螺母螺纹中,在利用公制螺钉拧入时,仅出现非常小的拧入力矩。在将常用的攻螺纹的螺钉拧入到现有的螺母螺纹中时,可能出现增加的拧入力矩,因为常用的攻螺纹的螺钉在整个螺纹上或至少在螺纹的区段上具有外径的过盈。利用根据本发明的螺钉因而可以降低拧入力矩。一般来说,在将攻螺纹的螺钉拧入到现有的螺母螺纹中时,存在螺纹错扣(cross-threading)的风险,换句话说,攻第二螺纹导程的风险,由此损坏或破坏螺母螺纹。螺纹错扣的风险由攻螺纹的螺钉处的自攻区(furchzone)造成。当将攻螺纹的螺钉拧入到现有的螺纹中时,在实践中在出现增加的拧入力矩时那么不可区别这些增加的拧入力矩是由于螺纹错扣还是由于攻螺纹的螺钉的过盈和因此通过螺纹的再自攻(nachfurchen)而出现。利用根据本发明的螺钉确保了当螺钉直接插入到现有的螺母螺纹中时(换句话说,即发现螺母螺纹并且没有出现螺纹错扣),那么拧入力矩处于极低水平并且通常接近零。由此可以利用根据本发明的螺钉在螺纹错扣的情况下探测可能的误旋拧,因为螺纹错扣伴随着增加的拧入力矩。由此,在使用根据本发明的螺钉时的过程可靠性显著更大。由此,在将攻螺纹的螺钉装配到现有的、优选为公制的螺母螺纹中的情况下可以对质量改善提供显著贡献。由此,通过将根据本发明的通用自攻螺钉不仅用来进行攻螺纹的旋拧而且用来旋拧到现有螺纹中可以在实践中显著更好地实现减少零件种类(teilvielfalt)的策略。
41、本发明所基于的问题还通过一种用于旋入根据本发明的螺钉的系统来解决,其中设置有用于确定现有孔是否具有内螺纹的器件并且其中设置有设定器件,以便根据现有孔是否具有内螺纹以引起螺钉以不同的最大拧入力矩的拧入。
42、本发明所基于的问题还通过一种用于旋入螺钉的方法来解决,其中设置有在拧入到现有螺母螺纹中期间检测拧入力矩以及在拧入力矩超过预限定的值时探测不正确的旋拧的步骤。
43、与常规的自攻螺钉不同,在根据本发明的螺钉中可以区别螺钉是否正确地拧入到现有的内螺纹中,或者所谓的螺纹错扣是否出现,即螺钉将附加的螺纹切入到已经现有的螺纹中。在常见的自攻螺钉中,在拧入到现有的内螺纹中时,拧入力矩非常大,因为例如常规自攻螺钉的外径大于设置用于旋入到现有内螺纹中的螺钉的外径。出于这种原因,在常规的自攻螺钉中不可能或在任何情况下都不可能可靠地在到现有的内螺纹中的正确拧入和螺纹错扣的情况之间进行区别。现在可以利用相对较小的拧入力矩将根据本发明的螺钉拧入到现有的内螺纹中。如果螺纹错扣的情况出现,则这表现为显著更大的拧入力矩,例如相对于正确的拧入直到10倍的提高的拧入力矩。这可以被检测和探测,并且由此可以识别出不正确的旋拧,并且必要时然后对旋拧进行修理。
- 还没有人留言评论。精彩留言会获得点赞!