一种嵌入式线性摩擦焊接头质量控制方法与流程
1.本发明属于焊接制造技术,涉及嵌入式线性摩擦焊,涉及一种嵌入式线性摩擦焊接头质量控制方法。
背景技术:
2.在对分段制造的长形构件进行焊接时,通常采用嵌入式线性摩擦焊方法,将两个分段与的待连接处,加工成相对的斜坡,与楔块的角度相同,由于楔块体积重量小,可实现超长形构件的任意位置焊接,如专利202110301516.x公布的方案中,如图1所示,在待连接件一1和待连接件二2的连接部位嵌入楔形块3进行焊接,由于最后进入接头焊缝的楔块根部尚未参与焊接过程,温度低,因此楔块根部边角区域a容易产生未焊合缺陷,如图2所示。
技术实现要素:
3.本发明专利的目的在于,提出一种嵌入式线性摩擦焊接头质量控制方法,能够在使用嵌入式线性摩擦焊进行构件的焊接时,确保接头质量,避免或减小焊接时焊缝内缺陷。
4.为实现上述目的,本发明提出以下技术方案。
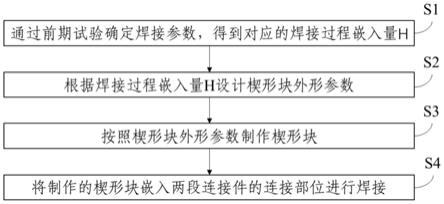
5.一种嵌入式线性摩擦焊接头质量控制方法,包括:
6.通过前期试验确定焊接参数,得到对应的焊接过程嵌入量h;
7.根据所述焊接过程嵌入量h设计楔形块外形参数;
8.按照所述楔形块外形参数制作楔形块;
9.将制作的楔形块嵌入两段连接件的连接部位进行焊接。
10.进一步,所述通过前期试验确定焊接参数,得到对应的焊接过程嵌入量h,具体包括:
11.在进行嵌入式线性摩擦焊时,要求顶锻压力≤摩擦压力,振幅不大于4mm,频率高于40hz,焊接时间或嵌入量选择一项进行控制,焊接时间不应小于3s。
12.进一步,设焊前楔形块后端面距离连接件轮廓面的距离为w,所述根据所述焊接过程嵌入量h设计楔形块外形参数,具体包括:
13.在进行楔形块形状设计的时候,使得h≤w<h+2mm。
14.进一步,所述楔形块的后端具有工艺台,在将制作的楔形块嵌入两段连接件的连接部位进行焊接之前,所述方法还包括:
15.在所述楔形块的边缘放置支撑材料。
16.进一步,所述支撑材料为低热导率材料。
17.进一步,所述方法还包括:
18.在所述支撑材料与所述楔形块接触的位置放置隔热层
19.进一步,所述隔热层为云母片。
20.本发明的有益效果如下:
21.通过前期实验确定的焊接参数来确定用于进行嵌入式线性摩擦焊方法焊接连接
件的楔形块的外形参数,使得在使用本发明提供的嵌入式线性摩擦焊方法进行连接件的焊接时,能够确保接头质量,避免或减小焊接缺陷。
附图说明
22.为了更清楚地说明本发明实施例的技术方案,下面将对本发明实施例中所需要使用的附图作简单地介绍,显而易见地,下面所描述的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
23.图1是现有技术焊接试件示意图;
24.图2是现有技术焊接试件产生的焊缝缺陷形貌;
25.图3是本发明实施例提供的一种嵌入式线性摩擦焊接头质量控制方法的流程图;
26.图4是焊前楔形块后端面距离连接件轮廓面的距离w示意图;
27.图5是不同距离w在焊后位置示意图;
28.图6是楔形块结构示意图;
29.图7是楔形块根部位置因焊接压力作用在焊后发生变形的示意图;
30.图8是楔形块根部采取隔热刚性支撑措施示意图;
31.图9是某型钢轨焊前形貌示意图;
32.图10是待焊钢轨与楔形块焊前装配位置示意图。
33.图中:
34.1-待连接件一;2-待连接件二;3-楔形块;4-工艺台;5-支撑材料;6-隔热层。
具体实施方式
35.下面结合附图和实施例对本发明的实施方式作进一步详细描述。以下实施例的详细描述和附图用于示例性地说明本发明的原理,但不能用来限制本发明的范围,即本发明不限于所描述的实施例,在不脱离本发明的精神的前提下覆盖了零件、部件和连接方式的任何修改、替换和改进。
36.需要说明的是,在不冲突的情况下,本技术中的实施例及实施例中的特征可以相互组合。下面将参照附图并结合实施例来详细说明本技术。
37.参见图3,本发明实施例提供的一种嵌入式线性摩擦焊接头质量控制方法,包括:
38.s1、通过前期试验确定焊接参数,得到对应的焊接过程嵌入量h;
39.具体的,控制线性摩擦焊过程的焊接参数主要有频率、振幅、摩擦压力、顶锻压力、焊接时间、嵌入量(楔形块产生的嵌入工件内的位移)。
40.通常的线性摩擦焊过程顶锻压力大于摩擦压力,而本实施例中,在进行嵌入式线性摩擦焊时,要求顶锻压力≤摩擦压力,同时选择具有较高应变速率的焊接参数,通常振幅应不大于4mm,频率需高于40hz,焊接时间或嵌入量在焊接时通常是选择一项进行控制,本实施例中,要求进行嵌入式线性摩擦焊时,焊接时间不应小于3s。
41.通过上述前期试验确定焊接参数后,得到对应的焊接过程嵌入量h,作为后续楔形块外形设计的输入参数。
42.s2、根据所述焊接过程嵌入量h设计楔形块外形参数;
43.具体的,在楔形块外形设计方面,首先控制焊前楔形块后端面距离连接件轮廓面的距离w。
44.如图4所示,根据w与h相对大小的不同,楔形块有a、b、c三种典型的位置:
45.位于a的停止位置是w>h,经过焊接完成嵌入量h之后,嵌入块尚未完全进入被连接块内部,如图5所示;
46.位于b的停止位置是w=h时,经过焊接完成嵌入量h之后,嵌入块后端面与待连接件轮廓面重合;
47.位于c的停止位置是是w<h时,经过焊接完成嵌入量h之后,嵌入块完全进入被连接块内部,焊后再机加工将无法得到完整轮廓的试件。
48.本实施例中,为实现焊接质量的有效控制,需要在进行楔形块形状设计的时候使得h≤w<h+2mm。
49.s3、按照所述楔形块外形参数制作楔形块;
50.具体的,通过步骤s2确定楔形块后端距离连接件轮廓面的距离w,结合已知连接件的斜坡角度,从而确定楔形块的角度,即可制作用于进行嵌入式线性摩擦焊的楔形块。
51.s4、将制作的楔形块嵌入两段连接件的连接部位进行焊接。
52.将制作的楔形块嵌入两段连接件的连接部位,即可进行嵌入式线性摩擦焊,具体的焊接过程属于现有技术,本实施例对此不做具体说明。
53.经过观察,通过本发明实施例提出的一种嵌入式线性摩擦焊接头质量控制方法,可以确保焊接后的接头质量,减小甚至消除焊缝内缺陷。
54.如图6所示,由于楔形块安装于线性摩擦焊振动端楔形块后端面,一般需要在楔形块上预留工艺台4用于和振动夹具的配合安装,工艺台4距离楔形块3边角的距离s对焊接质量有重要影响,s较小的时候,工艺台距离焊接面近,焊接过程中焊接面上产生的热量经热传导向工艺台损失热量,影响根部未焊合缺陷的大小。
55.因此要求焊接过程中在满足零件装配强度要求的情况下,增大s至在焊接过程中工艺台无明显温升,但是s越大,楔形块根部尖角位置材料的刚性越差,在摩擦进行到该边角位置时,易因焊接压力作用产生变形,如图7所示,影响焊接成形质量。
56.因此,在进行嵌入式线性摩擦焊时,需要对楔形块边角处进行温度控制,采取的措施包括对位于s宽度范围内的材料进行刚性支撑,所采用的支撑材料5须为低热导率材料,或在支撑材料5与楔形块3接触的区域采取添加隔热层的措施。
57.下面给出一个具体的实施例。
58.某型铁路轨道,采用本发明实施例提出的方法进行分段连接,具体过程如下。
59.1)某型铁路轨道由钢材连接而成,在连接前将待连接两分段加工成如图9所示,楔形槽角度为60
°
,两钢轨的焊接面与钢轨底部平面形成的角度也均为60
°
;
60.2)经过优化焊接工艺参数为频率50hz,振幅2.5mm,焊接压力与顶锻压力均为80mpa,焊接过程嵌入量h为8mm;
61.3)设计的楔形块外形如图9所示,使用的楔形块后端面距离工件外轮廓距离为8.5mm;
62.4)楔形块后端的工艺台距离焊接面较远,达到了10mm以上,经热电偶测量,工艺台的根部与楔形块相连的地方在焊接过程中温度无明显升高;
63.5)如图10所示,在楔形块的边缘均安装了支撑材料5,支撑材料的材质是与楔形块以及待焊钢轨均相同的材料;
64.6)如图10所示,在支撑材料与楔形块相接触的地方固定预置了云母片6用于隔温;
65.7)采用以上工艺与楔形块进行焊接,获得了良好的连接接头,焊后通过机加工去除了工艺台以及其他加工余量,完成了钢轨连接。
66.需要明确的是,本说明书中的各个实施例均采用递进的方式描述,各个实施例之间相同或相似的部分互相参见即可,每个实施例重点说明的都是与其他实施例的不同之处。对于方法的实施例而言,相关之处可参见设备实施例的部分说明。本发明并不局限于上文所描述并在图中示出的特定步骤和结构。并且,为了简明起见,这里省略对已知方法技术的详细描述。
67.以上所述仅为本技术的实施例而已,并不限制于本技术。在不脱离本发明的范围的情况下对于本领域技术人员来说,本技术可以有各种更改和变化。凡在本技术的精神和原理之内所作的任何修改、等同替换、改进等,均应包含在本技术的权利要求范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1