涂装粘附性和涂装后耐蚀性优异的热压成型部件用钢板及其制造方法与流程
涂装粘附性和涂装后耐蚀性优异的热压成型部件用钢板及其制造方法
1.本技术是申请日为2018年5月31日、中国专利申请号为201880036329.x且发明名称为“涂装粘附性和涂装后耐蚀性优异的热压成型部件用钢板及其制造方法”的中国专利申请的分案申请,并且本技术要求享有申请号为10-2017-0068651和10-2017-0101563的韩国申请的优先权。
技术领域
2.本发明涉及一种涂装粘附性和涂装后耐蚀性优异的热压成型部件用钢板及其制造方法。
背景技术:
3.近年来,由于石油能源的枯竭和对环境的高度关注,对提升汽车的燃料效率的规制日渐严格。
4.在材料方面,作为用于提升汽车的燃料效率的一种方法,可以列举减少所使用的钢板的厚度,但是减少厚度时在汽车的安全性方面发生问题,因此必须伴随着钢板强度的提高。
5.由于如上所述的理由,对高强度钢板产生持续性的需求,并且已经开发了各种种类的钢板。但是,这些钢板自身具有高强度,因此存在加工性不良的问题。即,钢板的各个等级具有强度与伸长率的乘积总是为恒定值的倾向,因此钢板的强度变高时作为加工性指标的伸长率减少。
6.为了解决这种问题,提出了热压成型法。热压成型法是通过将钢板加工成适于加工的高温后快速冷却至低温,以在钢板内形成马氏体等低温组织,从而提高最终产品的强度的方法。如上所述的情况下,制造高强度的部件时,具有能够最小化加工性问题的优点。
7.但是,使用所述热压成型法时,由于需要将钢板加热至高温,钢板表面会被氧化,因此在冲压成型后需要增加去除钢板表面的氧化物的过程。
8.作为用于解决这种问题的方法,提出了美国专利公报第6,296,805号发明。所述发明中将镀铝的钢板用于热压成型或常温成型后加热并快速冷却的过程(简称为“后热处理”)。由于镀铝层存在于钢板表面,因此加热时钢板不会被氧化。
9.但是,表面上存在镀铝层时,即使在加热时钢板不会被氧化,加热及成型后获得的部件依然暴露在腐蚀环境中。尤其,在加热镀覆钢板的过程中,基材铁扩散到镀铝层中,在钢板的表面形成硬质的fe-al系镀层,fe-al系镀层是硬质而脆弱,因此镀层可能会产生裂纹,由此基础钢板可能会暴露在腐蚀环境中。
10.为了防止这种问题,热压成型部件上可以形成有涂装层,此时需要具有优异的涂装粘附性。
技术实现要素:
11.要解决的技术问题
12.根据本发明的一个方面,提供一种热压成型用钢板,所述热压成型用钢板的涂装粘附性优异,因此能够制造涂装后耐蚀性优异的热压成型部件。
13.本发明的技术问题并不限定于上述的内容。本发明所属技术领域的技术人员可以基于本发明的说明书全文没有任何困难地解决本发明的附加技术问题。
14.技术方案
15.本发明的一个方面的热压成型用钢板包括基础钢板和形成在所述基础钢板的表面的镀层,相对于整个表层部的面积,将所述镀层沿厚度方向切割所观察到的表层部的截面中空穴所占的面积比例可以为10%以上。
16.本发明的一个具体实施方案中,相对于整个表层部的面积,将所述镀层沿厚度方向切割所观察到的表层部的截面中空穴所占的面积比例可以为15%以上。
17.本发明的一个具体实施方案中,所述镀层可以是铝合金镀层。
18.本发明的一个具体实施方案中,所述铝合金镀层的fe的平均含量可以为30重量%以上。
19.本发明的一个具体实施方案中,所述铝合金镀层的fe的平均含量可以为40重量%以上。
20.本发明的一个具体实施方案中,以重量%计,所述基础钢板可以具有包含以下成分的组成:c:0.04~0.5%、si:0.01~2%、mn:0.01~10%、al:0.001~1.0%、p:0.05%以下、s:0.02%以下、n:0.02%以下、余量的fe及其它不可避免的杂质。
21.本发明的一个具体实施方案中,以重量%计,所述基础钢板的组成可以进一步包含以下中的一种以上:选自cr、mo及w中的一种以上之和:0.01~4.0%,选自ti、nb、zr及v中的一种以上之和:0.001~0.4%,cu+ni:0.005~2.0%,sb+sn:0.001~1.0%及b:0.0001~0.01%。
22.本发明的一个方面的热压成型部件用钢板的制造方法包括以下步骤:对基础钢板的表面进行镀铝并进行收卷,获得镀铝钢板;对镀铝钢板进行退火,获得镀铝合金钢板;以及将镀铝合金钢板进行冷却,其中,以钢板的一面为基准,所述镀铝时的镀覆量可以为30~200g/m2,收卷时的收卷张力可以设为0.5~5kg/mm2,所述退火可以在罩式退火炉中、550~750℃的加热温度范围进行30分钟~50小时,所述退火时,从常温加热至所述加热温度时,平均升温速度可以设为20~100℃/小时,但400~500℃区间的平均升温速度可以设为1~15℃/小时,加热温度-50℃至加热温度区间的升温速度可以设为1~15℃/小时,所述罩式退火炉中的气氛温度与钢板温度之差可以设为5~80℃,将所述镀铝合金钢板进行冷却的步骤中可以以50℃/小时以下的速度冷却至500℃。
23.本发明的一个具体实施方案中,以重量%计,所述基础钢板可以具有包含以下成分的组成:c:0.04~0.5%、si:0.01~2%、mn:0.01~10%、al:0.001~1.0%、p:0.05%以下、s:0.02%以下、n:0.02%以下、余量的fe及其它不可避免的杂质。
24.本发明的一个具体实施方案中,以重量%计,所述基础钢板的组成可以进一步包含以下中的一种以上:选自cr、mo及w中的一种以上之和:0.01~4.0%,选自ti、nb、zr及v中的一种以上之和:0.001~0.4%,cu+ni:0.005~2.0%,sb+sn:0.001~1.0%及b:0.0001~
0.01%。
25.有益效果
26.根据本发明的一个方面,热压成型用钢板的表层部中包含空穴,因此热压成型后获得的部件的表面粗糙度大幅提高而能够具有优异的涂装粘附性,其结果还能够获得优异的涂装后耐蚀性。
附图说明
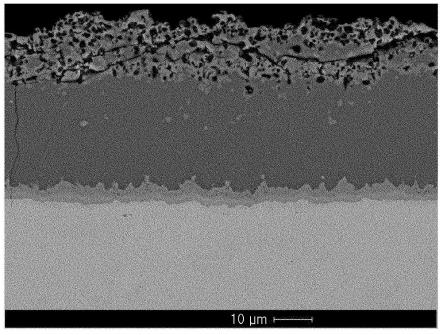
27.图1示出观察本发明的一个具体实施方案的钢板的镀层切割面的截面照片。
28.图2示出用gds分析仪对发明例1中制造的钢板的镀层进行分析的成分分布。
29.图3示出观察发明例1中制造的钢板的镀层截面的扫描电子显微镜照片(背散射电子像)。
30.图4示出用gds分析仪对发明例2中制造的钢板的镀层进行分析的成分分布。
31.图5示出观察发明例2中制造的钢板的镀层截面的扫描电子显微镜照片(背散射电子像)。
32.图6示出用gds分析仪对比较例1中制造的钢板的镀层进行分析的成分分布。
33.图7示出观察比较例1中制造的钢板的镀层截面的扫描电子显微镜照片。
34.图8示出用gds分析仪对比较例2中制造的钢板的镀层进行分析的成分分布。
35.图9示出观察比较例2中制造的钢板的镀层截面的扫描电子显微镜照片。
36.图10示出用gds分析仪对比较例3中制造的钢板的镀层进行分析的成分分布。
37.图11示出观察比较例3中制造的钢板的镀层截面的扫描电子显微镜照片。
38.最佳实施方式
39.以下,详细地说明本发明。
40.本发明中部件是指通过热压成型制造的零件或零件用材料。另外,钢板是指热压成型前的钢板,会有这种钢板在制造工序中被收卷而具有卷板形态的情况,此时也称为卷板。
41.图1示出观察本发明的一个具体实施方案的钢板的镀层切割面的截面照片。如图所示,本发明的钢板由基础钢板和形成在基础钢板的表面的镀层组成,镀层的表层部具有大量的空穴(pore)。这是在现有的热压成型用镀铝钢板中观察不到的现象,现有的镀铝钢板中,由于热浸镀铝,表层部几乎不会产生空穴,但是本具体实施方案的钢板的主要特征在于镀层的表层部中形成有大量的空穴。本具体实施方案中表层部是指从表面到深度为10μm以内的区域(表层粗糙时,从粗糙表面的各个位置处开始测量深度)。
42.在钢板的镀层表层部中包含大量的空穴的情况下,对钢板进行加热并冲压成型时,由于冲压加工时施加的应力,所述表层部的空穴中的一部分被开放,这会起到增加镀层表面的粗糙度的作用。
43.对镀铝钢板进行热压成型而获得的热压成型用部件的合金化发生至表面。最终获得的合金层与未合金化的镀铝层相比相对稳定,因此与用于提高涂装粘附性的磷酸盐的反应性弱,仅通过常规的磷酸盐处理来改善涂装粘附性的空间小。虽然在热压成型过程中合金化时粗糙度增加,其自身的涂装粘附性可以改善到某种水平,但这种改善存在局限性。
44.因此,本具体实施方案中,为了改善这种情况,如上所述在钢板的镀层中形成空
穴,从而在之后的冲压成型时所述空穴塌陷而有助于增加粗糙度。
45.为此,相对于整个表层部的面积,将钢板的镀层沿厚度方向切割所观察到的表层部的截面中空穴所占的面积比例可以为10%以上,也可以为15%以上。在如上所述的情况下,对所述钢板进行热压成型时,表面粗糙度提高,从而能够大幅改善涂装粘附性和涂装后耐蚀性。在涂装粘附性或涂装后耐蚀性的方面,没有必要特别限定表面粗糙度的上限,但是所述空穴比例通常可以设定为70%以下或60%以下。测量空穴比例的方法有多种,本发明的一个具体实施方案中可以使用通过图像分析仪(image analyzer)测量存在空穴的部分的比例的方法。
46.本发明中为了在钢板表面形成如上所述的表层部的空穴比例高的镀层,镀层可以是铝合金镀层,一个具体实施方案中镀层可以是al-fe合金镀层。根据本发明的一个具体实施方案,al-fe合金镀层可以通过将镀al的钢板以适当的条件进行合金化来获得。即,本发明中利用如下现象,即以适当的条件加热镀al的钢板时,镀层的al和基础钢板的fe之间发生扩散,al和fe发生合金化,在该过程中表层部中形成大量的空穴。
47.此时,为了形成空穴,镀层的fe的平均含量可以为30重量%以上,更优选可以为40重量%以上,进一步优选可以为50重量%以上。即,只有发生充分的合金化,才可以在表层部中获得空穴,因此镀层的fe的平均含量可以为30重量%以上、40重量%以上或50重量%以上。虽然没有必要特别限定fe的平均含量的上限,但考虑合金化的效率等时,fe的平均含量的上限可以设定为80重量%以下。其中,fe的平均含量是指整个镀层中的fe含量的平均,可以有各种测量方法,但是本具体实施方案中可以使用如下测量的值,即通过辉光放电光谱分析(glow discharge emission spectrometry;简称为gds)法从镀层的表面至钢板的界面进行分析时,对所显示的根据深度(厚度)的fe的含量曲线进行积分,然后将其除以镀层厚度的值。判断镀层与钢板的界面的基准有多种,但是本具体实施方案中可以根据gds结果将fe的含量为母材fe含量的92%的位置处设定为镀层与钢板的界面。
48.本发明的钢板是热压成型用钢板,只要是用于热压成型,则对其组成不作特别限制。但是,根据本发明的一个方面,以重量%计(以下,需要注意的是,除非另有特别说明,本发明的钢板和镀层的组成是以重量为基准),本发明的钢板可以具有包含以下成分的组成:c:0.04~0.5%、si:0.01~2%、mn:0.01~10%、al:0.001~1.0%、p:0.05%以下、s:0.02%以下及n:0.02%以下。
49.c:0.04~0.5%
50.所述c是用于提高热处理部件的强度所必需的元素,可以以适当的量添加。即,为了充分确保热处理部件的强度,可以添加0.04%以上的所述c。一个具体实施方案中,所述c含量的下限可以为0.1%。但是,c含量过高时,在生产冷轧材料的情况下,对热轧材料进行冷轧时,热轧材料的强度过高,使得冷轧性大幅变差,而且使点焊性大幅降低,因此为了确保充分的冷轧性和点焊性,可以添加0.5%以下的c。另外,所述c含量也可以限制在0.45%以下或0.4%以下。
51.si:0.01~2%
52.所述si不仅在炼钢中作为脱氧剂添加,而且抑制对热压成型部件的强度影响最大的碳化物的生成,并且在热压成型中生成马氏体后使碳富集在马氏体板条(lath)晶界上,从而起到确保残余奥氏体的作用。因此,可以以0.01%以上的含量添加si。另外,对轧制后
的钢板进行镀铝时,为了确保充分的镀覆性,所述si含量的上限可以设定为2%。本发明的一个具体实施方案中,所述si含量可以限制为1.5%以下。
53.mn:0.01~10%
54.所述mn不仅可以确保固溶强化效果,而且在热压成型部件中,为了降低用于确保马氏体的临界冷却速度,可以以0.01%以上的含量添加mn。另外,在通过适当地保持钢板的强度来确保热压成型工序的作业性、降低制造成本并提高点焊性的方面,所述mn含量可以设为10%以下,本发明的一个具体实施方案中,所述mn含量可以设为9%以下或8%以下。
55.al:0.001~1.0%
56.所述al与si一起在炼钢中起到脱氧的作用,从而能够提高钢的洁净度,因此可以以0.001%以上的含量添加al。另外,为了使ac3温度不会变得过高,以在适当的温度范围进行热压成型时所需的加热,所述al的含量可以设为1.0%以下。
57.p:0.05%以下
58.所述p在钢中以杂质存在,其含量尽可能越少越有利。因此,本发明的一个具体实施方案中,p的含量可以为0.05%以下。本发明的另一个具体实施方案中,p的含量也可以限制在0.03%以下。p是越少越有利的杂质元素,因此没有必要特别设定p含量的上限。但是,为了过度降低p含量,制造成本可能会上升,因此考虑到这种情况时,p含量的下限可以设为0.001%。
59.s:0.02%以下
60.所述s是钢中的杂质,是阻碍部件的延展性、冲击特性及焊接性的元素,因此s的最大含量设为0.02%(优选为0.01%以下)。另外,s的最小含量小于0.0001%时,制造成本会上升,因此本发明的一个具体实施方案中,s含量的下限可以设为0.0001%。
61.n:0.02%以下
62.所述n是在钢中以杂质包含的元素,为了减少板坯连铸时产生裂纹的敏感度并确保冲击特性,n含量越低越有利,因此可以包含0.02%以下的n。虽然没有必要特别设定n含量的下限,但是考虑到制造成本的上升等,一个具体实施方案中n含量可以设为0.001%以上。
63.本发明中,除了上述的钢组成之外,根据需要可以进一步添加以下中的一种以上:选自cr、mo及w中的一种以上之和:0.01~4.0%,选自ti、nb、zr及v中的一种以上之和:0.001~0.4%,cu+ni:0.005~2.0%,sb+sn:0.001~1.0%及b:0.0001~0.01%。
64.选自cr、mo及w中的一种以上之和:0.01~4.0%
65.所述cr、mo及w可以通过提高淬透性及析出强化效果来确保强度及晶粒微细化,因此以cr、mo及w中一种以上的含量之和计,可以添加0.01%以上。另外,为了确保部件的焊接性,也可以将cr、mo及w中一种以上的含量之和限制在4.0%以下。另外,这些元素的含量超过4.0%时,效果的进一步提高也甚微,因此将该含量限制在4.0%以下时,能够防止进一步添加元素所导致的成本上升。
66.选自ti、nb、zr及v中的一种以上之和:0.001~0.4%
67.所述ti、nb及v通过形成微细析出物来提高热处理部件的强度,并通过晶粒微细化对残余奥氏体的稳定化和提高冲击韧性具有效果,因此以ti、nb、zr及v中一种以上的含量之和计,可以添加0.001%以上。但是,上述添加量超过0.4%时,不仅使其效果饱和,而且由
于添加过多的合金铁会导致成本上升。
68.cu+ni:0.005~2.0%
69.所述cu和ni是通过形成微细析出物来提高强度的元素。为了获得上述的效果,可以将cu及ni中一种以上的成分之和设为0.005%以上。但是,cu+ni的值超过2.0%时,增加过多的成本,因此cu+ni的上限设为2.0%。
70.sb+sn:0.001~1.0%
71.所述sb和sn在用于al-si镀覆的退火热处理时富集在表面,抑制表面上形成si或mn氧化物,从而能够提高镀覆性。为了获得如上所述的效果,可以添加0.001%以上的sb+sn。但是,sb+sn的添加量超过1.0%时,需要过多的合金铁成本,而且sb和sn固溶在板坯晶界上,在热轧时会诱发卷板边缘(edge)裂纹,因此sb+sn的上限设为1.0%。
72.b:0.0001~0.01%
73.所述b不仅以少量的添加也能提高淬透性,而且偏析在原奥氏体晶界上,从而能够抑制由p或/及s的晶界偏析所引起的热压成型部件的脆性。因此,可以添加0.0001%以上的b。但是,b的含量超过0.01%时,不仅使其效果饱和,而且在热轧时导致脆性,因此b含量的上限可以设为0.01%,一个具体实施方案中所述b含量可以设为0.005%以下。
74.除了上述的成分之外,余量可以列举铁及不可避免的杂质,只要是可以包含在热成型用钢板中的成分,则不作特别限制。
75.以下,对本发明的一个方面的热压成型用钢板的制造方法的一个实例进行如下说明。但是,需要注意的是,下述的热压成型用钢板的制造方法仅仅是一个例示,本发明的热压成型用钢板并非必须通过本制造方法来制造,只要是满足本发明的权利要求的方法,任一种制造方法均可用于实现本发明的各个具体实施方案。
76.本发明的钢板可以通过以下方法获得:利用热轧或冷轧的基础钢板,对所述基础钢板的表面进行热浸镀铝,并将镀覆钢板进行退火处理。
77.[镀铝工序]
[0078]
本发明的一个具体实施方案中进行以下步骤:准备基础钢板,以适当的条件对所述基础钢板的表面进行镀铝并进行收卷,获得镀铝钢板(卷板)。
[0079]
以每一面为30~200g/m2的镀覆量,对基础钢板的表面进行镀铝
[0080]
可以对经过轧制的钢板的表面进行镀铝处理。镀铝通常可以使用被称为i型(type i)的alsi镀覆(包含80%以上的al和5~20%的si,根据需要也可以包含附加元素),或者被称为ii型(type ii)的包含90%以上的al且根据需要包含附加元素的镀覆。为了形成镀层,可以进行热浸镀铝,也可以在镀覆前对钢板进行退火处理。在镀覆时,以一面为基准,适当的镀覆量为30~200g/m2。镀覆量过多时,进行合金化至表面需要过多的时间,另一方面,镀覆量过少时,难以获得充分的耐蚀性。
[0081]
镀覆后的收卷张力设为0.5~5kg/mm2[0082]
镀覆后将钢板进行收卷获得卷板时,可以调节卷板的收卷张力。根据卷板的收卷张力的调节,之后进行的退火处理时卷板的合金化行为和表面质量会不同。
[0083]
[退火处理]
[0084]
以如下条件对通过上述步骤镀铝的钢板进行退火处理,获得镀铝合金钢板。
[0085]
在罩式退火炉中,在550~750℃的范围进行30分钟~50小时
[0086]
在罩式退火炉(batch annealing furnace)中加热镀铝钢板(卷板)。加热钢板时,以钢板温度为基准,热处理目标温度和保持时间优选在550~750℃的范围内(本发明中在该温度范围材料所达到的最高温度称为加热温度)保持30分钟~50小时。其中,保持时间是指卷板温度达到目标温度后至冷却开始的时间。本发明的一个具体实施方案中,未实现充分的合金化的情况下,辊式矫直时镀层会剥离,因此为了充分的合金化,加热温度可以设为550℃以上。另外,为了防止表层上形成过多的氧化物并确保点焊性,所述加热温度可以设为750℃以下。另外,为了充分确保镀层的同时防止生产性的降低,所述保持时间可以设为30分钟~50小时。本发明的一个具体实施方案中,钢板的温度可以具有如下加热模式,即直到达到加热温度为止温度持续上升而没有冷却过程的形态。
[0087]
将平均升温速度设为20~100℃/小时进行加热至加热温度
[0088]
以上述的加热温度加热钢板时,为了确保充分的生产性并在整个钢板(卷板)中使镀层均匀地合金化,以相对于整个温度区间(从常温至加热温度的区间)的钢板(卷板)温度为基准,平均升温速度可以设为20~100℃/小时。另外,整体的平均升温速度可以控制在如上所述的数值范围,但是本发明的一个具体实施方案中如下所述一同控制特定温度区间的升温速度,以实现本发明的技术问题。本发明的另一个具体实施方案中,所述整个温度区间的平均升温速度可以设为70℃/小时。
[0089]
升温时在400~500℃区间的平均升温速度设为1~15℃/小时进行加热
[0090]
本发明的一个具体实施方案中,为了防止在轧制时混入的轧制油被气化的所述温度区间轧制油残留而导致表面污渍等,并为了确保充分的生产性,升温时在400~500℃区间的平均升温速度可以设为1~15℃/小时进行加热。本发明的一个具体实施方案中,所述升温时在400~500℃区间的平均升温速度的下限可以设为4℃/小时,另一个具体实施方案中,升温时在400~500℃区间的平均升温速度的下限可以设为5℃/小时。
[0091]
升温时在加热温度-50℃至加热温度区间的平均升温速度设为1~15℃/小时进行加热
[0092]
为了防止合金化时的粘连(由于表面的合金化,卷板之间粘连的表面缺陷),并为了充分形成空穴的同时确保充分的生产性,升温时在加热温度-50℃至加热温度区间的平均升温速度可以设为1~15℃/小时进行加热。本发明的一个具体实施方案中,所述区间的平均升温速度的下限可以设为4℃/小时,另一个具体实施方案中,所述区间的平均升温速度的下限可以设为5℃/小时。
[0093]
罩式退火炉中的气氛温度与钢板温度之差设为5~80℃
[0094]
通常的罩式退火炉中的加热采用的是通过退火炉中的气氛温度的上升来加热钢板(卷板)的方式,而不是直接加热钢板(卷板)的方式。这种情况下,无法避免气氛温度与钢板温度之间的差异,但是为了最小化钢板中不同位置的材质及镀覆质量偏差,以达到热处理目标温度的时间点为基准,气氛温度与卷板温度之差可以设为80℃以下。理想的情况是使温度差尽可能小,但是这会使升温速度变慢,难以满足整体平均升温速度条件,因此考虑到这种情况,气氛温度与钢板温度之差可以设为5℃以上。其中,钢板的温度是指对装入的钢板(卷板)底部(指卷板中最低的部分)进行测量的温度,气氛温度是指在加热炉的内部空间的中心测量的温度。
[0095]
[冷却工序]
[0096]
退火后以50℃/小时以下的速度冷却至500℃
[0097]
在目标温度下保持一定时间后,将镀铝合金钢板(卷板)进行冷却。冷却方法可以应用炉冷、空冷、水冷等各种方法,对整个冷却区间的平均冷却速度不作特别限制,可以进行快速冷却以提高生产性。但是,为了防止粘连缺陷并确保材质均匀性的同时充分形成空穴,加热后至500℃的温度区间的冷却速度可以设为50℃/小时以下。对于冷却速度的下限不作特别限定,但考虑到生产性,冷却速度的下限可以设为1℃/小时以上。
具体实施方式
[0098]
以下,通过实施例更具体地说明本发明。但是,需要注意的是,下述实施例仅仅是用于例示本发明以进行具体的说明,并不是用于限制本发明的权利范围。这是因为本发明的权利范围是由权利要求书中记载的内容及由此合理推导的内容所决定。
[0099]
(实施例)
[0100]
钢板的制造
[0101]
发明例1
[0102]
准备具有下述表1的组成的热压成型用冷轧钢板。用具有al-9%si-2.5%fe组成的i型(type i)镀浴,对钢板的表面进行镀覆。镀覆时的镀覆量是以每一面为70g/m2来进行调节,镀覆后的收卷张力调节为2.2kg/mm2并收卷为卷板。
[0103]
[表1]
[0104]
元素csimnalpsn附加元素含量(%)0.210.21.30.030.010.0030.005ti:0.03,b:0.002,cr:0.2
[0105]
在罩式退火炉中,以如下条件将经过镀覆的钢板加热至650℃。
[0106]
至650℃的整体平均升温速度:20℃/小时
[0107]
400~500℃温度区间的平均升温速度:10℃/小时
[0108]
600~650℃温度区间的平均升温速度:10℃/小时
[0109]
加热温度下的气氛温度与卷板温度之差:30℃
[0110]
加热后在相同的温度下保持10小时,之后将钢板以40℃/小时的平均冷却速度冷却至500℃,然后以55℃/小时的平均冷却速度冷却至100℃,获得热压成型用钢板。
[0111]
用gds分析仪对钢板的镀层进行分析的结果,可以获得如图2所示的形态的成分分布,在此基础上计算的平均fe含量为51.5重量%。钢板的截面形态如图3所示,可以确认在基础钢板的外面形成有镀层,从形成的镀层的表面至厚度方向的10μm位置处的表层部中形成的空穴的面积比例为22.8%。
[0112]
发明例2
[0113]
用具有al-9%si-2.5%fe组成的i型(type i)镀浴,对具有所述表1的组成的钢板的表面进行镀覆。镀覆时的镀覆量是以每一面为80g/m2来进行调节,镀覆后的收卷张力调节为2kg/mm2并收卷为卷板。
[0114]
之后,在罩式退火炉中,以如下条件将经过镀覆的钢板加热至700℃。
[0115]
至700℃的整体平均升温速度:20℃/小时
[0116]
400~500℃温度区间的平均升温速度:12℃/小时
[0117]
650~700℃温度区间的平均升温速度:8℃/小时
[0118]
加热温度下的气氛温度与钢板温度之差:40℃
[0119]
加热后在相同的温度下保持1小时,之后将钢板以30℃/小时的平均冷却速度冷却至500℃,然后以57℃/小时的平均冷却速度冷却至100℃,获得热压成型用钢板。
[0120]
用gds分析仪对钢板的镀层进行分析的结果,可以获得如图4所示的形态的成分分布,在此基础上计算的平均fe含量为53.7重量%。钢板的截面形态如图5所示,可以确认在基础钢板的外面形成有镀层,从形成的镀层的表面至厚度方向的10μm位置处的表层部中形成的空穴的面积比例为28.5%。
[0121]
比较例1
[0122]
与所述发明例1相同但仅进行镀覆而没有进行加热及冷却的镀铝钢板作为比较例1。
[0123]
用gds分析仪对钢板的镀层进行分析的结果,可以获得如图6所示的形态的成分分布,在此基础上计算的平均fe含量为23.6重量%。钢板的截面形态如图7所示,可以确认在基础钢板的外面形成有镀层,从形成的镀层的表面至厚度方向的10μm位置处的表层部中几乎没有形成空穴。所形成的空穴的面积比例为0%。
[0124]
比较例2
[0125]
与所述发明例2相同但仅进行镀覆而没有进行加热及冷却的镀铝钢板作为比较例2。
[0126]
用gds分析仪对钢板的镀层进行分析的结果,可以获得如图8所示的形态的成分分布,在此基础上计算的平均fe含量为21重量%。钢板的截面形态如图9所示,可以确认在基础钢板的外面形成有镀层,从形成的镀层的表面至厚度方向的10μm位置处的表层部中几乎没有形成空穴。所形成的空穴的面积比例为0%。
[0127]
比较例3
[0128]
用具有al-9%si-2.5%fe组成的i型(type i)镀浴,对具有所述表1的组成的钢板的表面进行镀覆。镀覆时的镀覆量是以每一面为90g/m2来进行调节,镀覆后的收卷张力调节为2kg/mm2并收卷为卷板。
[0129]
之后,在罩式退火炉中,以如下条件将经过镀覆的钢板加热至650℃。
[0130]
至650℃的整体平均升温速度:50℃/小时
[0131]
400~500℃温度区间的平均升温速度:10℃/小时
[0132]
600~650℃温度区间的平均升温速度:70℃/小时
[0133]
加热温度下的气氛温度与钢板温度之差:30℃
[0134]
加热后在相同的温度下保持10小时,之后将钢板以45℃/小时的平均冷却速度冷却至500℃,然后以60℃/小时的平均冷却速度冷却至100℃,获得热压成型用钢板。
[0135]
用gds分析仪对钢板的镀层进行分析的结果,可以获得如图10所示的形态的成分分布,在此基础上计算的平均fe含量为48.4重量%。钢板的截面形态如图11所示,可以确认在基础钢板的外面形成有镀层,从形成的镀层的表面至厚度方向的10μm位置处的表层部中形成的空穴的面积比例为3.5%。
[0136]
热压成型
[0137]
将所述发明例1、2及比较例1~3的钢板加热至950℃,然后在所述温度下保持5分钟,之后进行通过冲压进行加压并快速冷却的热压成型,获得热压成型部件。
[0138]
通过观察获得的部件的截面来观察表面粗糙度(ra),并将其结果示于下述表2中。
[0139]
[表2]
[0140]
区分表面粗糙度(ra)发明例12.01发明例22.23比较例11.12比较例21.27比较例31.48
[0141]
从所述表2可以确认,发明例1和发明例2的表面粗糙度(ra)分别为2.01μm及2.23μm,但是比较例1、比较例2及比较例3的表面粗糙度(ra)仅为1.12μm、1.27μm及1.48μm。
[0142]
对所述各个发明例及比较例中获得的部件进行磷酸盐处理及电沉积涂装,在钢板的表面形成十字划痕,然后进行循环腐蚀试验(cyclic corrosion test),观察十字划痕处产生起泡的程度。循环腐蚀试验中,1个循环为“在潮湿气氛中暴露2小时-在盐雾中暴露2小时-干燥1小时-在潮湿气氛中暴露6小时-干燥2小时-在潮湿气氛中暴露6小时-干燥2小时-冷却3小时”的24小时,共保持50个循环。可以确认发明例1及2中所有起泡的最大宽度为1mm以下,但是比较例1、2及3中起泡的最大宽度分别为3.2mm、2.9mm及2.4mm,与发明例相比涂装后耐蚀性差。
[0143]
因此,可以确认本发明的有利的效果。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1