一种具有便捷出料功能的管卡模具的制作方法
1.本实用新型涉及一种管卡模具,具体涉及一种具有便捷出料功能的管卡模具。
背景技术:
2.管卡又称为卡箍,其环抱在管道上用于对管道固定,管卡一般通过冲压的方式进行生产,即:首先在铁板上冲压出长条形的铁条,再由长条形的铁条两端冲压出螺栓孔,螺栓孔冲压完成后,将长条形的铁条冲压成圆弧状,所得即为管卡。铁条在冲压成圆弧状时,会环抱在模具上,由于通过冲压的方式进行塑形,成型后的管卡与模具结合紧密,因此不易由模具上取下,即不易出料。现有的出料方式是通过材质较软的铜锤或橡皮锤对管卡两侧交替反复进行敲击,通过多次敲击将管卡由模具上取下,该方式虽然能取下管卡,但该方式出料时由于需要反复敲击,不仅效率低下,而且劳动强度大。因此有必要设计一种具有便捷出料功能的管卡模具,以解决上述问题。
技术实现要素:
3.本实用新型的目的在于:针对现有技术不足,提供一种结构简单,能方便快捷地进行出料,能有效提高效率且降低劳动强度的具有便捷出料功能的管卡模具。
4.本实用新型的技术方案是:
5.一种具有便捷出料功能的管卡模具,它由阴模和阳模构成,阴模上设置有阳模,其特征在于:所述的阳模由装配板、模头和连接头构成,装配板呈倒“l”状,装配板上设置有模头,模头上方的装配板上设置有连接头;模头外侧的装配板上均布有导向支撑杆,导向支撑杆的端头通过支撑板安装有脱模气缸,脱模气缸的活塞杆端头穿过支撑板延伸至导向支撑杆之间,延伸至导向支撑杆之间的脱模气缸活塞杆端头固装有推板,推板与导向支撑杆滑动连接;装配板一侧的推板端面上对称设置有推杆,推杆分别穿过装配板延伸至模头两侧。
6.所述的模头的底部端头呈圆柱状,模头的中上部呈“v”字状。
7.所述的阴模的顶端中部设置有模槽,模槽呈“u”字状,模槽的两端端头呈弯弧状,模槽上设置有沉槽,沉槽的内壁呈阶梯状。
8.所述的模槽外侧的阴模端头分别通过对称设置的锁紧螺栓安装有定位板。
9.所述的定位板的内侧端头设置有定位槽,定位板的外侧端头设置有调节槽,锁紧螺栓穿过调节槽与阴模螺纹连接。
10.所述的调节槽一侧的内壁呈锯齿状。
11.所述的定位板下方的阴模上设置有支撑臂,支撑臂之间设置有紧固螺栓。
12.本实用新型的有益效果在于:
13.该具有便捷出料功能的管卡模具通过阳模配合阴模能对长条形的铁条进行冲压,进而使铁条中部弯折呈圆弧状形成管卡,且能在脱模时通过脱模气缸推动推杆,从而通过推杆推动管卡,使管卡由阳模上出料,而不用进行敲击即能进行出料,相比于敲击出料能大大提高工作效率且降低劳动,解决了现有脱模方式劳动强度大,工作效率低的问题,特别适
用于管卡冲压使用。
附图说明
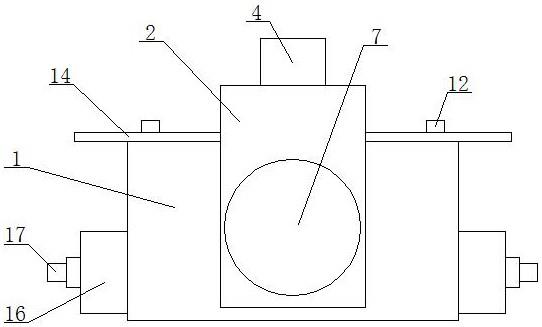
14.图1是本实用新型的结构示意图;
15.图2是本实用新型阳模的主视示意图;
16.图3是本实用新型阳模的右视示意图;
17.图4是本实用新型阴模的结构示意图;
18.图5是图4中a-a向的结构示意图。
19.图中:1、阴模,2、装配板,3、模头,4、连接头,5、导向支撑杆,6、支撑板,7、脱模气缸,8、推板,9、推杆,10、模槽,11、沉槽,12、锁紧螺栓,13、定位板,14、定位槽,15、调节槽,16、支撑臂,17、紧固螺栓,18、管卡。
具体实施方式
20.该具有便捷出料功能的管卡模具由阴模1和阳模构成,阴模1上设置有阳模,阳模由装配板2、模头3和连接头4构成,装配板2呈倒“l”状,装配板2上设置有模头3,模头3的底部端头呈圆柱状,模头3的中上部呈“v”字状,以通过模头3进行冲压,通过模头3的挤压,使铁条变形环抱在模头3的底部端头,从而通过模头3对铁条进行塑形,使其呈圆弧状;模头3的中上部呈“v”字状的目的是使模头3与阴模1之间能形成一个空隙,进而在冲压过程中保证模头不会对铁条端头的螺栓孔位置造成挤压,从而保护螺栓孔的完整性;模头3上方的装配板2上设置有连接头4,以通过连接头4连接冲压机的冲头,使冲压机能通过连接头4带动阳模进行升降,进而进行冲压和脱模;模头3外侧的装配板2上均布有导向支撑杆5,导向支撑杆5的端头通过支撑板6安装有脱模气缸7,脱模气缸7的活塞杆端头穿过支撑板6延伸至导向支撑杆5之间,延伸至导向支撑杆5之间的脱模气缸7活塞杆端头固装有推板8,推板8与导向支撑杆5滑动连接;装配板2一侧的推板8端面上对称设置有推杆9,推杆9分别穿过装配板2延伸至模头3两侧;脱模气缸7的作用是脱模时通过脱模气缸7带动推板8运动,使推板8在运动过程中带动推杆9运动,进而能使推杆9穿过装配板2向模头3上的管卡运动,从而逐渐推动管卡向模头3外运动,使管卡由模头3上脱模,由于推杆9分别穿过装配板2延伸至模头3两侧,推杆9在运动过程中能分别对管卡两侧用力,推动管卡两侧向模头3外运动,由此能推动管卡进行脱模且保证管卡不会变形;导向支撑杆5的作用一方面是通过支撑板6对脱模气缸7进行支撑,另一方面是对推板8进行导向,从而配合装配板2对推杆9进行导向,以防止推杆9在运动过程中发生偏移,保证推杆9对管卡的推力与管卡相互垂直,进而保证管卡的运动方向,从而保证推杆9推动管卡时不易发生偏移,确保管卡在脱模时不会在推力作用下变形。
21.阴模1的顶端中部设置有模槽10,模槽10呈“u”字状,模槽10的两端端头呈弯弧状,模槽10上设置有沉槽11,沉槽11的内壁呈阶梯状,设置沉槽11的目的是由于铁条两端在冲压螺栓孔时,螺栓孔处会向外突出,在铁条冲压成圆弧状时使螺栓孔突出的部分处于沉槽11内,进而使螺栓孔处能不受冲击力的作用,确保螺栓孔不易变形;模槽10外侧的阴模1端头分别通过对称设置的锁紧螺栓12安装有定位板13,定位板13的内侧端头设置有定位槽14,以通过定位槽14对铁条的端头进行定位,使铁条能处于模槽10的正上方,且使铁条能由
中部进行冲压,使铁条由中部向外侧逐渐开始变形;定位板13的外侧端头设置有调节槽15,调节槽15一侧的内壁呈锯齿状;锁紧螺栓12穿过调节槽15与阴模1螺纹连接;调节槽15的作用是调节定位板13与阴模1的相对位置,从而通过定位板13对铁条进行精确定位,保证铁条处于模槽10中部;调节槽15一侧的内壁呈锯齿状的目的是通过锯齿状的调节槽15内壁对定位板13在位置调节过程中进行辅助定位,在锁紧螺栓12处于相同数量锯齿内壁位置时(由调节槽15内侧端头或调节槽外侧端头开始计数),定位板13内侧端头与模槽10中部位置的间距一致,使定位板13通过定位槽14对铁条进行定位时,能将铁条定位在模槽10中部;定位板13下方的阴模1上设置有支撑臂16,支撑臂16之间设置有紧固螺栓17,支撑臂16的作用是配合紧固螺栓17将阴模1安装在冲压机上,对阴模1进行固定和支撑。
22.该具有便捷出料功能的管卡模具进行冲压时,将待冲压的铁条放置在阴模1上方的定位槽14之间;铁条到位后,启动冲压机,冲压机的冲头依次通过连接头4、装配板2带动模头3向铁条运动,逐渐将铁条向阴模1的模槽10内挤压,在模槽10和模头3的作用下,使铁条逐渐塑形变形形成圆弧状的管卡;冲压完成后,冲压机的冲头带动模头3向上复位,使模头3带动冲压完成的管卡向上运动,冲压机的冲头复位后,即管卡与阴模1脱离后,脱模气缸7启动,脱模气缸7通过推板8带动推杆9向管卡运动,推动管卡与模头3脱模;管卡脱模后,脱模气缸7带动推杆9复位,使推杆9的端头收缩至装配板2内,推杆9复位后,进入下一工作循环。
23.该具有便捷出料功能的管卡模具通过阳模配合阴模1能对长条形的铁条进行冲压,进而使铁条中部弯折呈圆弧状形成管卡,且能在脱模时通过脱模气缸7推动推杆9,从而通过推杆9推动管卡,使管卡由阳模上出料,而不用进行敲击即能进行出料,相比于敲击出料能大大提高工作效率且降低劳动,解决了现有脱模方式劳动强度大,工作效率低的问题,特别适用于管卡冲压使用。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1