一种铝型材冲孔机床的制作方法
1.本实用新型属于铝型材加工技术领域,具体为一种铝型材冲孔机床。
背景技术:
2.在建筑外立面装修新型干挂pk砖施工过程中,横向s型或c型铝型材导轨需间隔性均匀开槽,以固定在竖向不锈钢主龙骨上。若按照传统方法用钢卷尺测量开槽间距,再通过冲孔机床进行开孔,这样一方面不能保证铝型材导轨开槽位置的准确,导致前后切口距离不一致,另一方面由于人工进行开槽,施工进度难以保证且耗费人工材料。
3.现有专利cn 216369765 u,授权公告日2022.04.26,公开了一种挤压铝型材小件单层冲孔模具;下模板本体上设置有下模板模孔,所述凹模板包括凹模板本体,所述凹模板本体上开设有凹模板模孔。该挤压铝型材小件单层冲孔模具,通过设计上下模固定式冲孔模具的方式,可以直接将需要冲孔的铝合金型材(小件)插入模具中的安装槽内,然后启动冲头动力来冲孔。该冲孔模具使操作人员的手部无法进入,提高了生产安全;但是无法实现等间距开槽的目的。
技术实现要素:
4.本实用新型克服了现有技术的不足,提出一种铝型材冲孔机床;解决铝型材间隔性均匀开槽操作繁琐,且无法保证开槽间隔的均匀性的问题。
5.为了达到上述目的,本实用新型是通过如下技术方案实现的。
6.一种铝型材冲孔机床,包括可以上下移动的冲刀,冲刀的下部设置有铝型材定位台,铝型材定位台一侧设置有用于卡夹铝型材的型材槽以及与型材槽相连通的冲切口,冲切口与冲刀对齐;还包括锁盒和标杆;锁盒内弹性连接有锁块;铝型材定位台另一侧连接有导套,标杆与导套滑动连接;标杆一端设置有挡板,另一端均匀分布有多个定位块,定位块设置有与锁块相咬合的端头;标杆在前后移动时定位块与锁块相卡合或脱出。
7.优选的,还包括切口调整杆,切口调整杆插入型材槽与铝型材定位台可拆卸连接,切口调整杆插入型材槽的一端与铝型材相抵,以调整铝型材伸入型材槽内的深度。
8.优选的,所述切口调整杆插入型材槽的一端连接有导轮。
9.更优的,铝型材定位台上插装两个横向的切口调整杆,切口调整杆由紧定螺钉锁紧固定。
10.优选的,定位块与标杆可拆卸连接。
11.优选的,锁盒内通过弹簧与锁块相连接,所述锁块的头部是中间凹陷两侧圆弧凸出的结构。
12.优选的,还包括支架,支架的上表面设置有底部固定板,底部固定板上方设置有压板;底部固定板连接有导柱,压板滑动连接在导柱上,底部固定板与压板之间连接有弹性件;底部固定板设置有驱动部件,压板下表面设置有冲刀;所述驱动部件与压板连接驱动压板下压和回位;所述铝型材定位台设置在底部固定板的上表面。
13.更优的,所述驱动部件包括齿条、齿轮盒、齿轮和压杆;在压板下表面连接有齿条,底部固定板上安装有齿轮盒,齿轮盒内部的齿轮与齿条啮合,齿轮的轴与压杆相连。
14.更优的,底部固定板的四个角垂直固定有四根导柱,四根导柱的顶部连接有顶部固定板。在四根导柱上滑动连接有压板,压板位于底部固定板和顶部固定板之间;所述的弹性件为弹簧,弹簧绕在导柱上。
15.更优的,底部固定板设置有落渣口,落渣口位于冲切口的正下方。
16.本实用新型相对于现有技术所产生的有益效果为:
17.本实用新型所提出的冲孔机床切割准确,每次冲切的步距固定;实现了定距冲切,保证前后切口距离一致,能够保证横向铝型材导轨在进行间隔开槽时位置的精确性,冲切效率高,提高了施工质量,加快了施工进度。
18.并且本实用新型通过可以前后移动的切口调整杆,可以改变铝型材伸入型材槽内的长度,进而可以改变切口长度,以调整切口的长度,适用范围更广。
附图说明
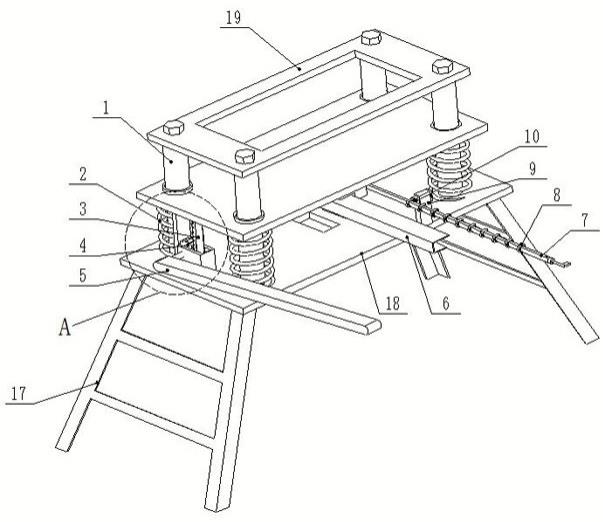
19.图1为本实用新型所述铝型材冲孔机床的第一轴测图。
20.图2为图1中a的放大图。
21.图3为本实用新型所述铝型材冲孔机床的第二轴测图。
22.图4为图3中b的放大图。
23.图5为本实用新型所述铝型材冲孔机床的第三轴测图。
24.图6为图5中c的放大图。
25.图7为铝型材定位台表面的结构示意图。
26.图中:1-导柱;2-弹簧;3-齿条;4-齿轮;5-压杆;6-铝型材;7-标杆;8-定位块;9-锁盒;10-锁块;11-铝型材定位台;12-冲刀;13-挡板;14-切口调整杆;15-紧定螺钉;16-导轮;17-支架;18-底部固定板;19-顶部固定板;20-压板;21-齿轮盒;22-冲切口;23-落渣口;24-导套;25-型材槽。
具体实施方式
27.为了使本实用新型所要解决的技术问题、技术方案及有益效果更加清楚明白,结合实施例和附图,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限定本实用新型。下面结合实施例及附图详细说明本实用新型的技术方案,但保护范围不被此限制。
28.如图1-7所示,本实施例提出了一种铝型材冲孔机床,可以实现对铝型材的定距冲切,保证前后切口距离一致,并且可以调整切口的长度。本实施例以c型铝型材为例说明。
29.冲孔机床的底部为一支架17,支架17的上表面为底部固定板18,底部固定板18的四个角垂直固定有四根导柱1,四根导柱1的顶部连接有顶部固定板19。在四根导柱1上滑动连接有压板20,压板20位于底部固定板18和顶部固定板19之间,压板20与底部固定板18之间连接有弹簧2,弹簧2绕在导柱1上。
30.在压板20下表面的一侧连接有齿条3,底部固定板18上安装有齿轮盒21,齿轮盒21内部的齿轮4与齿条3啮合,齿轮4的轴与压杆5相连,靠近压板20的中部下表面安装有冲刀
12,底部固定板18上安装有铝型材定位台11,铝型材定位台11上有横向的卡夹c型铝型材的型材槽25以及与型材槽25相连通的冲切口22,冲切口22与冲刀12对齐,铝型材定位台11上在冲切口22下方是落渣口23,压杆5下压一次,冲刀12完成一次冲切动作,压杆5卸力后,弹簧2将压板20顶起复位。
31.在底部固定板18上还固定有一锁盒9,锁盒9内有一个由弹簧推动的锁块10,锁块10的头部是中间凹陷两侧圆弧凸出的结构。
32.铝型材定位台11上插装有两个横向的切口调整杆14,切口调整杆14插在铝型材定位台11上的直孔内,切口调整杆14由紧定螺钉15锁紧固定,切口调整杆14伸入到型材槽内的一端安装导轮16,c型铝型材移动时贴合导轮16,减小磨损。切口调整杆14的另一端安装导套24(导套24也可以与切口调整杆14分离,单独安装在铝型材定位台11背部),标杆7插在导套24内,标杆7是可以前后滑动的,标杆7的一端是挡板13,另一端是拉手,标杆7上均匀分布有多个定位块8,定位块8也是通过螺钉锁紧在标杆7上,这样可以调整定位块8的位置,定位块8上有一个与锁块10契合的圆弧端头,标杆7前后推动时,定位块8可以将锁块10撞开,与锁块10中间的凹陷结合卡合,也可以从锁块10中脱出,冲切铝型材6时,铝型材6的端头顶住挡板13,完成一次冲切后,将标杆7推移一个定位块8的距离,下一个定位块8与锁块10契合,铝型材6也向前推动再次顶住挡板13,如此往复,完成冲切。
33.前后可以微调切口调整杆14进入型材槽25的深度,使铝型材伸入型材槽25内的深度可以改变,进而切口宽度也可以调整。
34.利用本实施例所述的冲孔机床对铝型材进行等间距冲孔时可以保证切割准确,每次冲切的步距固定;实现了定距冲切,保证前后切口距离一致,能够保证横向铝型材导轨在进行间隔开槽时位置的精确性,冲切效率高,提高了施工质量,加快了施工进度。通过可以前后移动的切口调整杆14,可以改变铝型材伸入型材槽内的深度,进而可以改变切口的位置或宽度,适用范围更广。
35.以上内容是结合具体的优选实施方式对本实用新型所做的进一步详细说明,不能认定本实用新型的具体实施方式仅限于此,对于本实用新型所属技术领域的普通技术人员来说,在不脱离本实用新型的前提下,还可以做出若干简单的推演或替换,都应当视为属于本实用新型由所提交的权利要求书确定专利保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1