一种生产304BA面的方法与流程
本发明涉及到304ba面加工,尤其涉及一种生产304ba面的方法。
背景技术:
1、304ba不锈钢带用于液态气体贮罐、器具其它消费产品,厨房设备、医院设备、运输工具、废水处理装置的金属,304—通用型号;即18/8不锈钢。gb牌号为0cr18ni9,304型广泛使用的材料。耐腐蚀性,耐热性、机械性能良好,深冲压、弯曲等常温加工性能较好,热处理后不会硬化、在建筑中能经受一般的锈蚀。
2、不锈钢是不锈耐酸钢的简称,耐空气、蒸汽、水等弱腐蚀介质或具有不锈性的钢种称为不锈钢;而耐化学腐蚀介质(酸、碱、盐等化学浸蚀)腐蚀的钢种称为耐酸钢。作为奥氏体不锈钢的代表钢种,304不锈钢板在生产生活中较为常见。
3、目前对304ba不锈钢的表面进行加工时,主要是通过将304ba不锈钢板胚经加热、除磷、轧制、矫直、热处理、淬火、压平、修磨等工序来完成对304ba不锈钢板胚表面的加工,上述加工方式下虽然能够实现对304ba不锈钢板胚表面的加工,但是在上述加工方式下容易受304ba不锈钢板胚成型过程工艺参数的影响以及304ba不锈钢板胚成型后输送时自身缺陷的影响,而使得304ba不锈钢板胚在加工时表面出现鳞折的结构缺陷,从而导致304ba不锈钢板胚表面最终的加工质量较差。
技术实现思路
1、本发明的目的就在于为了解决上述问题而提供一种生产304ba面的方法。
2、本发明通过以下技术方案来实现上述目的:
3、一种生产304ba面的方法,它包括以下步骤:
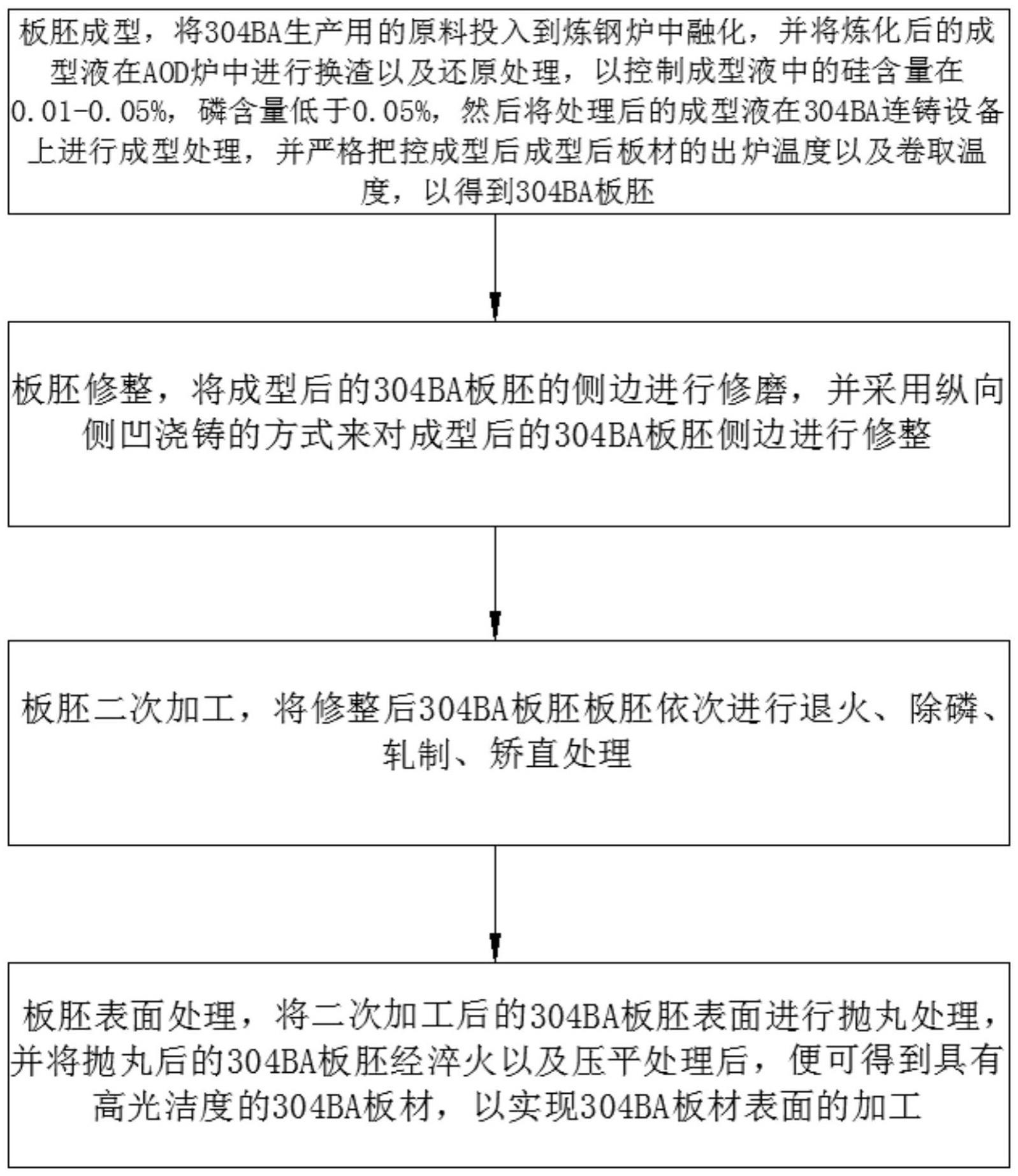
4、步骤1:板胚成型,将304ba生产用的原料投入到炼钢炉中融化,并将炼化后的成型液在aod炉中进行换渣以及还原处理,以控制成型液中的硅含量在0.01-0.05%,磷含量低于0.05%,然后将处理后的成型液在304ba连铸设备上进行成型处理,并严格把控成型后成型后板材的出炉温度以及卷取温度,以得到304ba板胚;
5、步骤2:板胚修整,将成型后的304ba板胚的侧边进行修磨,并采用纵向侧凹浇铸的方式来对成型后的304ba板胚侧边进行修整;
6、步骤3:板胚二次加工,将修整后304ba板胚板胚依次进行退火、除磷、轧制、矫直处理;
7、步骤4:板胚表面处理,将二次加工后的304ba板胚表面进行抛丸处理,并将抛丸后的304ba板胚经淬火以及压平处理后,便可得到具有高光洁度的304ba板材,以实现304ba板材表面的加工。
8、进一步的,所述步骤1中304ba板胚成型后的出炉温度为1550-1600℃,所述304ba板胚成型后的卷收温度为700-850℃,同严格把控304ba板胚的成型后的出炉温度以及卷收温度,可以有效减小304ba板胚在成型后表面的氧化皮厚度,从而方便后续的除磷操作,提升304ba板胚的表面质量。
9、进一步的,所述步骤2中需要对304ba板胚进行完全修磨处理,原料板坯的宽度波动比较大、长度方向上梯形等缺陷均会使得立辊侧压量的控制不太稳定,从而导致侧翻宽度变宽,连铸板坯的纵向侧凹浇铸能够明显减小304ba板胚侧翻宽度,并且随着侧凹程度不一样,304ba板胚侧翻的宽度降低量也会随着出现变化,当侧凹量达到3mm时,304ba板胚翻宽度降低效果是最显著的。
10、进一步的,所述步骤3中在对304ba板胚进行二次处理时需要对304ba板胚进行粗轧以及冷轧两次轧制加工,采用分级轧制可以有效提升304ba板胚的加工质量。
11、进一步的,所述步骤4中是通过先后两次抛丸处理来实现对304ba板胚表面的处理,以确保304ba板胚表面最终的质量。
12、本发明的有益效果在于:
13、本发明通过严格把控304ba板胚成型过程中的硅磷含量、出炉温度以及卷收温度,能够有效减小304ba板胚在成型后的杂质含量,同时通过对成型后的304ba板胚侧边进行修磨以及修补,能够有效减小304ba板胚在加工过程中所出现的侧翻现象,从而有效避免304ba板胚在后续加工过程中出现鳞折的表面缺陷,提升304ba板胚后续的表面质量。
技术特征:
1.一种生产304ba面的方法,其特征在于:它包括以下步骤:
2.根据权利要求1所述的一种生产304ba面的方法,其特征在于:所述步骤1中304ba板胚成型后的出炉温度为1550-1600℃,所述304ba板胚成型后的卷收温度为700-850℃。
3.根据权利要求1所述的一种生产304ba面的方法,其特征在于:所述步骤2中需要对304ba板胚进行完全修磨处理,且纵向侧凹浇注修补在304ba板胚侧凹量达到3mm时,304ba板胚侧翻宽度降低效果是最显著的。
4.根据权利要求1所述的一种生产304ba面的方法,其特征在于:所述步骤3中在对304ba板胚进行二次处理时需要对304ba板胚进行粗轧以及冷轧两次轧制加工。
5.根据权利要求1所述的一种生产304ba面的方法,其特征在于:所述步骤4中是通过先后两次抛丸处理来实现对304ba板胚表面的处理,以确保304ba板胚表面最终的质量。
技术总结
本发明公开了一种生产304BA面的方法,它包括以下步骤:步骤1:板胚成型,将304BA生产用的原料投入到炼钢炉中融化,并将炼化后的成型液在AOD炉中进行换渣以及还原处理,以控制成型液中的硅含量在0.01‑0.05%,磷含量低于0.05%,然后将处理后的成型液在304BA连铸设备上进行成型处理,并严格把控成型后成型后板材的出炉温度以及卷取温度,以得到304BA板胚。有益效果在于:本发明通过严格把控304BA板胚成型过程中的硅磷含量、出炉温度以及卷收温度,能够有效减小304BA板胚在成型后的杂质含量,同时通过对成型后的304BA板胚侧边进行修磨以及修补,能够有效减小304BA板胚在加工过程中所出现的侧翻现象,从而有效避免304BA板胚在后续加工过程中出现鳞折的表面缺陷,提升304BA板胚后续的表面质量。
技术研发人员:张祥光,苏宏伟
受保护的技术使用者:阳江宏旺实业有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!