基于氩氢混合保护气的耐蚀合金毛细管焊接方法与流程
本发明涉及油管焊接,特别是涉及基于氩氢混合保护气的耐蚀合金毛细管焊接方法。
背景技术:
1、毛细管是一种优秀的耐腐蚀合金材料,其具有耐腐蚀性能、机械性能、加工性能和延长设备寿命等多种优势,在化工、石油、核电等领域中得到了广泛的应用,其亦应用于硫化氢井田作业的使用环境,以延长油气资源开采产品的使用寿命;
2、目前对毛细管一般都采用氩气保护气进行氩弧焊的焊接方式,或含有1%-4%的氢气含量的氩氢混合气的氩弧焊接,但电弧电压不高,导致焊接速度慢,焊道熔透率低,焊道熔池熔融金属的流动性差,易产生咬边;并且焊接过程中易发生氧化,产生一氧化碳气孔;此外焊接还原性差,耐蚀合金焊道不透亮,外观暗沉;为此,本方案提出基于氩氢混合保护气的耐蚀合金毛细管焊接方法。
技术实现思路
1、本发明的目的在于提供基于氩氢混合保护气的耐蚀合金毛细管焊接方法,将大长度耐蚀合金毛细管焊接用氢气含量为3%-9%的氩氢混合保护气体自动氩弧焊,以解决上述背景中提出的问题。
2、本发明是通过以下技术方案实现的:
3、本发明为基于氩氢混合保护气的耐蚀合金毛细管焊接方法,包括如下步骤:
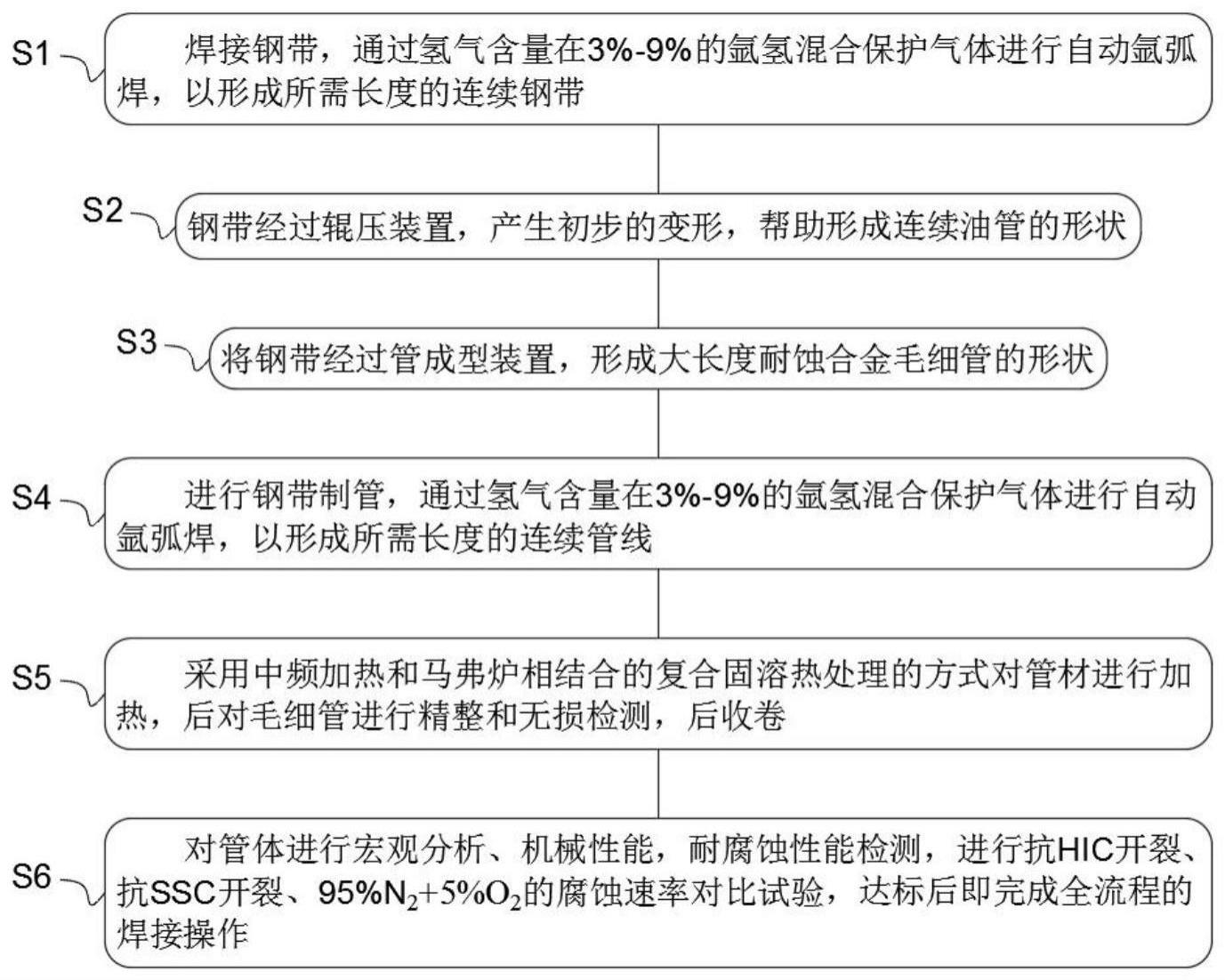
4、s1:焊接钢带,通过氢气含量在3%-9%的氩氢混合保护气体进行自动氩弧焊,以形成所需长度的连续钢带;
5、s2:钢带经过辊压装置,产生初步的变形,帮助形成连续油管的形状;
6、s3:将钢带经过管成型装置,形成大长度耐蚀合金毛细管的形状;
7、s4:进行钢带制管,通过氢气含量在3%-9%的氩氢混合保护气体进行自动氩弧焊,以形成所需长度的连续管线;
8、s5:采用中频加热和马弗炉相结合的复合固溶热处理的方式对管材进行加热,后对毛细管进行精整和无损检测,后收卷;
9、s6:对管体进行宏观分析、机械性能,耐腐蚀性能检测,进行抗hic开裂、抗ssc开裂、95%n2+5%o2的腐蚀速率对比试验,达标后即完成全流程的焊接操作。
10、所述s1中进行钢带焊接,焊接的耐蚀合金种类包括单相奥氏体钢、双相奥氏体铁素体钢、镍基合金钢、镍铜合金钢。
11、所述s2中钢带经过辊压装置前,还包括,
12、采用手持硬度计检测,对焊接后的焊接位置和热感应区进行检测以确保钢带无损伤;
13、把短盘钢带连接到指定米数,由放带盘进行储存和转运;
14、通过矫直机和传送机构,对上述钢带进行开卷矫直,采用供带装置供给钢带;
15、供给的钢带经过清洗装置进行清洗,去除表面的杂质。
16、本方案中,通过氢气含量在3%-9%的氩氢混合保护气体进行自动氩弧焊,抑制耐蚀合金焊接过程中的氧化现象,增大焊道光亮,使焊道美观;同时提高电弧电压,增加焊道熔透率,提高焊接速度,和焊道熔池熔融金属的流动性,减少咬边的产生;此外减少焊道一氧化碳气孔,可大大提高焊道强度,满足了耐蚀性能的同时,也提高了大长度耐蚀合金毛细管的强度需求。
17、本发明具有以下有益效果:
18、本发明基于氩氢混合保护气的耐蚀合金毛细管焊接方法,利用氢气含量为3%-9%的氩氢混合保护气体自动氩弧焊,其中氢气可显著且线性的提高氩弧焊接的电弧电压,即增大焊道熔透率,提高焊接速度,增大焊道熔池熔融金属的流动性,不易产生咬边,提高了大长度耐蚀合金毛细管的焊道强度;
19、并且氢气可避免焊道氧化,产生一氧化碳气孔,有效避免焊接焊道出现微观缺陷,加大焊道耐蚀性能,同时氢气还原性高,提高氢气含量可使耐蚀合金焊道透亮,外观美观。
20、当然,实施本发明的任一产品并不一定需要同时达到以上所述的所有优点。
技术特征:
1.基于氩氢混合保护气的耐蚀合金毛细管焊接方法,其特征在于,包括如下步骤:
2.根据权利要求1所述的基于氩氢混合保护气的耐蚀合金毛细管焊接方法,其特征在于,所述s1中进行钢带焊接,焊接的耐蚀合金种类包括单相奥氏体钢、双相奥氏体铁素体钢、镍基合金钢、镍铜合金钢。
3.根据权利要求1所述的基于氩氢混合保护气的耐蚀合金毛细管焊接方法,其特征在于,所述s2中钢带经过辊压装置前,还包括,
技术总结
本发明公开了基于氩氢混合保护气的耐蚀合金毛细管焊接方法,涉及油管焊接技术领域。本发明包括焊接钢带,通过氢气含量在3%‑9%的氩氢混合保护气体进行自动氩弧焊,形成所需长度的连续钢带;钢带经过辊压装置形成连续油管的形状;将钢带经过管成型装置;进行钢带制管,通过氢气含量在3%‑9%的氩氢混合保护气体进行自动氩弧焊,形成连续管线;采用中频加热和马弗炉相结合的复合固溶热处理的方式对管材进行加热;对管体进行宏观分析、机械性能,耐腐蚀性能检测。本发明通过氢气含量在3%‑9%的氩氢混合保护气体进行自动氩弧焊,提高混合气中氢气的含量,提高焊道强度,满足耐蚀性能的同时,提高了大长度耐蚀合金毛细管的强度需求。
技术研发人员:段建良,高润秋,董健,刘月明,范裕钦
受保护的技术使用者:信达科创(唐山)石油设备有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!