工件铣削方法、装置、计算机设备和存储介质与流程
本申请涉及数控,特别是涉及一种工件铣削方法、装置、计算机设备和存储介质。
背景技术:
1、在工件加工过程中,铣削加工是常用的加工方法之一。铣削加工是通过数控机床的数控参数控制铣刀对实际待铣削工件进行铣削的,因此数控参数对实际待铣削工件的加工质量会产生影响。
2、传统技术中,往往是依靠铣削工程师的经验去设置数控参数,而不同工件对应的数控参数可能也不尽相同,导致存在铣削加工质量不佳的问题。
技术实现思路
1、基于此,有必要针对上述技术问题,提供一种能够提高铣削加工质量的工件铣削方法、装置、计算机设备和存储介质。
2、第一方面,本申请提供了一种工件铣削方法,包括:
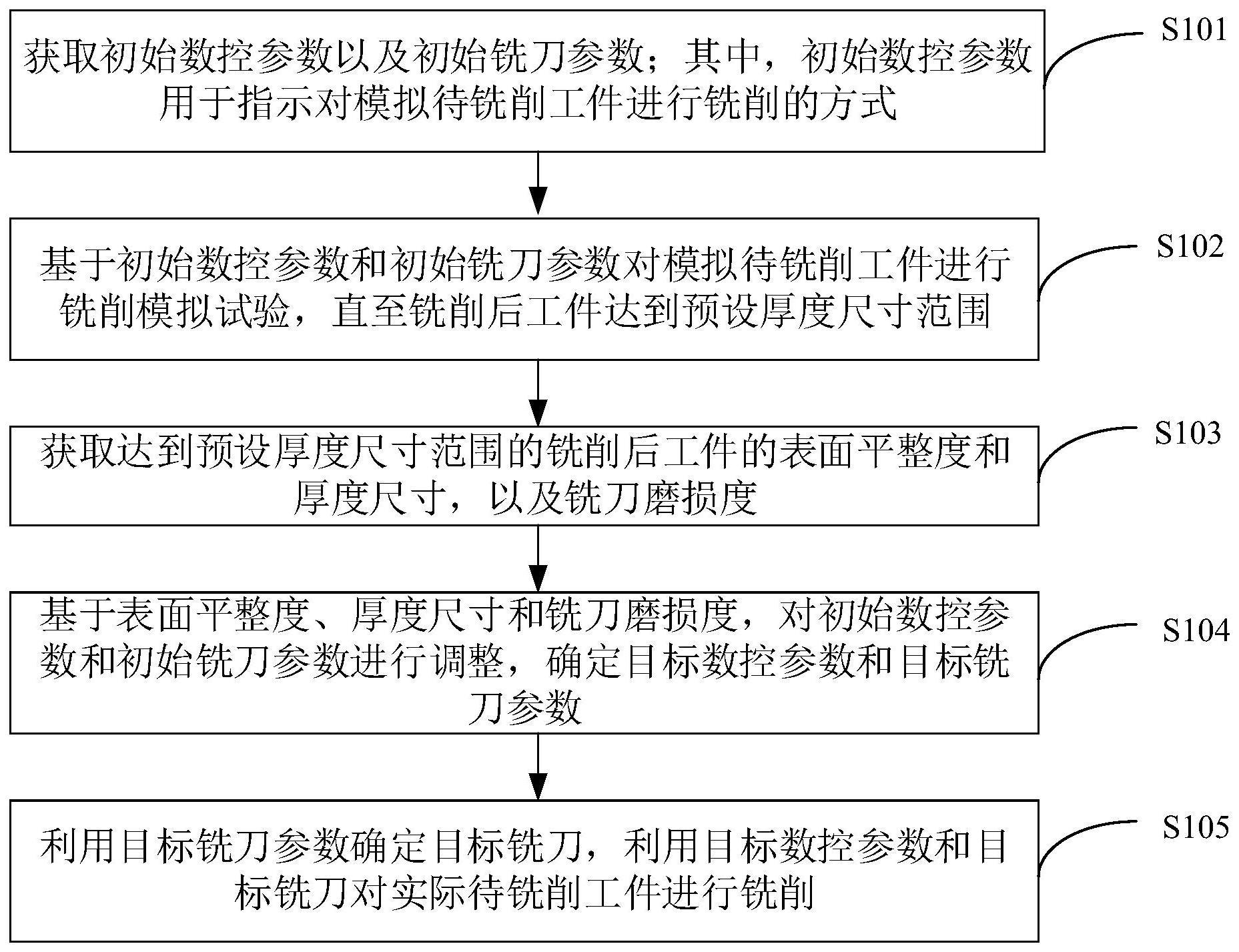
3、获取初始数控参数以及初始铣刀参数;其中,所述初始数控参数用于指示对模拟待铣削工件进行铣削的方式;
4、基于所述初始数控参数和所述初始铣刀参数对所述模拟待铣削工件进行铣削模拟试验,直至铣削后工件达到预设厚度尺寸范围;
5、获取达到所述预设厚度尺寸范围的铣削后工件的表面平整度和厚度尺寸,以及铣刀磨损度;
6、基于所述表面平整度、所述厚度尺寸和所述铣刀磨损度,对所述初始数控参数和所述初始铣刀参数进行调整,确定目标数控参数和目标铣刀参数;
7、利用所述目标铣刀参数确定目标铣刀,利用所述目标数控参数和所述目标铣刀对实际待铣削工件进行铣削。
8、在其中一个实施例中,所述初始数控参数包括进给功率、切削刀刃切入角或者工件夹紧力中的至少一项,其中,所述进给功率用于控制对所述模拟待铣削工件进行铣削的铣削速度;所述初始铣刀参数包括铣刀直径或者铣刀材质中的至少一项。
9、在其中一个实施例中,所述基于所述表面平整度、所述厚度尺寸和所述铣刀磨损度,对所述初始数控参数和所述初始铣刀参数进行调整,确定目标数控参数和目标铣刀参数,包括:
10、在所述表面平整度、所述厚度尺寸或者所述铣刀磨损度中任一参数未达到预设标准范围的情况下,对所述初始数控参数和所述初始铣刀参数进行调整,利用调整后的数控参数和调整后的铣刀参数重复对所述模拟待铣削工件进行铣削模拟试验,直至所述表面平整度、所述厚度尺寸和所述铣刀磨损度均达到所述预设标准范围,将最终调整后的数控参数作为目标数控参数,将最终调整后的铣刀参数作为目标铣刀参数。
11、在其中一个实施例中,所述在所述表面平整度、所述厚度尺寸或者所述铣刀磨损度中任一参数未达到预设标准范围的情况下,对所述初始数控参数进行调整,包括:
12、在所述表面平整度、所述厚度尺寸或者所述铣刀磨损度中任一参数未达到预设标准范围的情况下,基于第一映射关系、第二映射关系、第三映射关系或者第四映射关系中的至少一个映射关系对相应的所述初始数控参数进行调整。
13、在其中一个实施例中,所述第一映射关系、所述第二映射关系、所述第三映射关系和所述第四映射关系的获取方式,包括:
14、在历史时间段,对样品待铣削工件进行铣削,获取历史切削刀刃切入角与历史厚度尺寸之间的关系,作为第一映射关系;
15、获取历史工件夹紧力与历史厚度尺寸之间的关系,作为第二映射关系;
16、获取历史进给功率与历史铣刀磨损度之间的关系,作为第三映射关系;
17、获取历史切削刀刃切入角与历史表面平整度之间的关系,作为第四映射关系。
18、在其中一个实施例中,所述利用所述目标铣刀参数确定目标铣刀之前,包括:
19、对所述目标数控参数和所述目标铣刀参数进行展示并发起是否确认的指令;
20、在接收到确认指令的情况下,执行利用所述目标铣刀参数确定目标铣刀,利用所述目标数控参数和所述目标铣刀对实际待铣削工件进行铣削的步骤。
21、第二方面,本申请还提供了一种工件铣削装置,包括:
22、初始参数获取模块,用于获取初始数控参数以及初始铣刀参数;其中,所述初始数控参数用于指示对模拟待铣削工件进行铣削的方式;
23、模拟试验模块,用于基于所述初始数控参数和所述初始铣刀参数对所述模拟待铣削工件进行铣削模拟试验,直至铣削后工件达到预设厚度尺寸范围;
24、铣削后参数获取模块,用于获取达到所述预设厚度尺寸范围的铣削后工件的表面平整度和厚度尺寸,以及铣刀磨损度;
25、目标参数确定模块,用于基于所述表面平整度、所述厚度尺寸和所述铣刀磨损度,对所述初始数控参数和所述初始铣刀参数进行调整,确定目标数控参数和目标铣刀参数;
26、实际铣削模块,用于利用所述目标铣刀参数确定目标铣刀,利用所述目标数控参数和所述目标铣刀对实际待铣削工件进行铣削。
27、第三方面,本申请还提供了一种计算机设备。所述计算机设备包括存储器和处理器,所述存储器存储有计算机程序,所述处理器执行所述计算机程序时实现上述任一方法的步骤。
28、第四方面,本申请还提供了一种计算机可读存储介质。所述计算机可读存储介质,其上存储有计算机程序,所述计算机程序被处理器执行时实现上述任一方法的步骤。
29、第五方面,本申请还提供了一种计算机程序产品。所述计算机程序产品,包括计算机程序,该计算机程序被处理器执行时实现上述任一方法的步骤。
30、上述工件铣削方法、装置、计算机设备和存储介质,通过用于指示对模拟待铣削工件进行铣削的方式的初始数控参数以及初始铣刀参数,对模拟待铣削工件进行铣削模拟试验,直至铣削后工件达到预设厚度尺寸范围,基于达到预设厚度尺寸范围的铣削后工件的表面平整度和厚度尺寸,以及铣刀磨损度,对初始数控参数和初始铣刀参数进行调整,确定目标数控参数和目标铣刀参数,利用目标铣刀参数确定目标铣刀,利用目标数控参数和目标铣刀对实际待铣削工件进行铣削。相比于传统技术中因依靠铣削工程师经验去设置数控参数导致的铣削加工质量不佳的问题而言,本申请通过铣削模拟试验,考虑到铣削后工件的表面平整度和厚度尺寸,以及铣刀磨损度这几项会影响铣削质量的参数,对初始数控参数和初始铣刀参数进行调整,确定出的目标数控参数和目标铣刀参数,准确性更高,并能够保证对实际待铣削工件进行铣削的质量。
技术特征:
1.一种工件铣削方法,其特征在于,所述方法包括:
2.根据权利要求1所述的方法,其特征在于,所述初始数控参数包括进给功率、切削刀刃切入角或者工件夹紧力中的至少一项,其中,所述进给功率用于控制对所述模拟待铣削工件进行铣削的铣削速度;所述初始铣刀参数包括铣刀直径或者铣刀材质中的至少一项。
3.根据权利要求2所述的方法,其特征在于,所述基于所述表面平整度、所述厚度尺寸和所述铣刀磨损度,对所述初始数控参数和所述初始铣刀参数进行调整,确定目标数控参数和目标铣刀参数,包括:
4.根据权利要求3所述的方法,其特征在于,所述在所述表面平整度、所述厚度尺寸或者所述铣刀磨损度中任一参数未达到预设标准范围的情况下,对所述初始数控参数进行调整,包括:
5.根据权利要求4所述的方法,其特征在于,所述第一映射关系、所述第二映射关系、所述第三映射关系和所述第四映射关系的获取方式,包括:
6.根据权利要求1至5任意一项所述的方法,其特征在于,所述利用所述目标铣刀参数确定目标铣刀之前,包括:
7.一种工件铣削装置,其特征在于,所述装置包括:
8.一种计算机设备,包括存储器和处理器,所述存储器存储有计算机程序,其特征在于,所述处理器执行所述计算机程序时实现权利要求1至6中任一项所述的方法的步骤。
9.一种计算机可读存储介质,其上存储有计算机程序,其特征在于,所述计算机程序被处理器执行时实现权利要求1至6中任一项所述的方法的步骤。
10.一种计算机程序产品,包括计算机程序,其特征在于,该计算机程序被处理器执行时实现权利要求1至6中任一项所述的方法的步骤。
技术总结
本申请涉及一种工件铣削方法、装置、计算机设备和存储介质。所述方法包括:获取初始数控参数及初始铣刀参数;其中,所述初始数控参数用于指示对模拟待铣削工件进行铣削的方式;基于所述初始数控参数和所述初始铣刀参数对所述模拟待铣削工件进行铣削模拟试验,直至铣削后工件达到预设厚度尺寸范围;获取达到所述预设厚度尺寸范围的铣削后工件的表面平整度和厚度尺寸,以及铣刀磨损度;基于所述表面平整度、所述厚度尺寸和所述铣刀磨损度,对所述初始数控参数和所述初始铣刀参数进行调整,确定目标数控参数和目标铣刀参数;利用目标铣刀参数确定目标铣刀,利用目标数控参数和目标铣刀对实际待铣削工件进行铣削。采用本方法能够提高铣削加工质量。
技术研发人员:张海洋,贾仁会,柳俊,时敬龙,曹磊,杨业东,徐光健,白翔宇
受保护的技术使用者:一汽解放汽车有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!