一种液冷板低成本生产工艺的制作方法
本发明涉及液冷板的生产工艺,特别涉及一种液冷板的低成本生产工艺。
背景技术:
1、液冷板的结构一般是由带液体通道的基板与盖板通过焊接方式一体复合而成,其生产工艺包括基板与盖板的机加工、焊前处理(工件表面的化学除油及氧化皮去除)、工件的一体焊接、焊后热处理等四个步骤。目前液冷板的一体焊接方式视液体通道的复杂度而定,一般由简单到复杂结构,主要有搅拌摩擦焊、真空钎焊与真空扩散焊三种焊接方式。
2、因搅拌摩擦焊主要用于流道肋板宽度大于10mm的应用场景中,当肋板宽度小于10mm时搅拌摩擦焊将不再适用。经市场调研,目前市场上绝大部分的液冷板产品,其流道间的肋板宽度小于10mm,且随着电子产品功耗的逐渐增大,液冷产品也逐渐向微通道产品转变。因此,目前市场上的液冷板产品主要采用真空钎焊、真空扩散焊这两种焊接方式。
3、因为真空钎焊工艺需要在基板与盖板之间铺设一层钎料层,焊接后在基板与盖板之间存在一层焊料与金属基底的中间反应层,液冷板在长期使用过程中,位于焊缝处的中间反应层容易发生电偶腐蚀问题,故而目前液冷板产品的最佳焊接方式是采用真空扩散焊,但真空扩散焊设备非常昂贵,尤其在多品种、小批量生产中,会导致液冷板产品的生产成本非常高昂。本发明为解决液冷板产品采用昂贵的真空扩散焊设备导致产品的生产成本高昂等问题。
技术实现思路
1、本发明的目的在于克服现有技术采用真空扩散焊等昂贵设备导致产品生产成本高昂的问题,提供了一种工艺简单、节约成本、焊接成品率高的一种液冷板低成本生产工艺。本发明不仅可大幅降低生产成本,而且能有效保障产品的焊接质量,且该方法也可实现多层产品的一次性焊接。
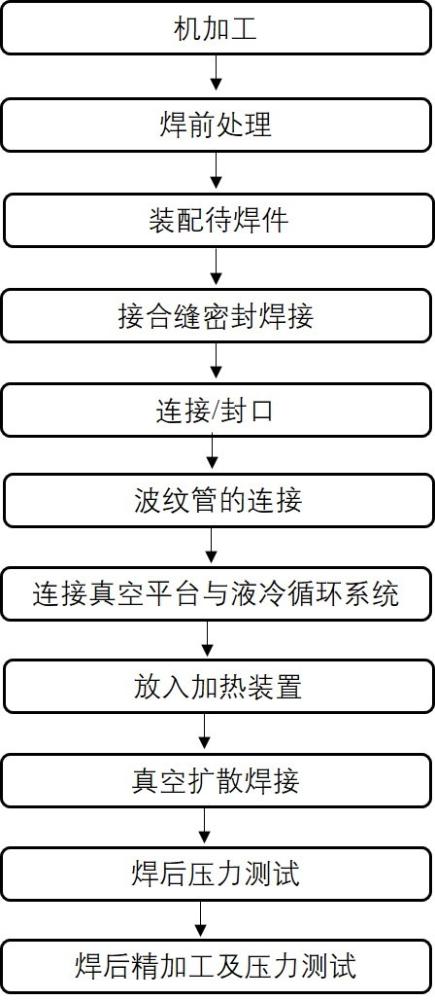
2、本发明采用以下技术方案解决上述技术问题的:一种液冷板低成本生产工艺,它包括以下步骤。
3、1)机加工,得到含液冷通道的基板与盖板。
4、2)焊前处理,采用丙酮和酒精或除油剂对工件进行去油污处理,采用化学处理对焊件表面氧化皮进行去除。然后在待焊件表面涂抹有机物,以阻止待焊件表面氧化膜的生成。
5、3)装配待焊件,将经步骤2)处理后的基板与盖板进行装配。
6、4)接合缝密封焊接,沿着基板与盖板接合面的外表面接合缝进行一圈密封焊接。
7、5)连接/封口,将液冷板进/出液口的其中一个端口与转接头连接,另外一个端口采用封口件进行封口处理;或者液冷板进/出液口的两个端口都与转接头进行连接。
8、6)波纹管的连接,波纹管的一端与转接头进行连接,另一端与带液冷散热功能的转接头进行连接。
9、7)连接真空平台与液冷循环系统,带液冷散热功能的转接头上的法兰与真空平台进行连接,转接头上的进/出液口与液冷循环系统进行连接。
10、8)放入加热装置,即将装配好的工件放入加热装置中。
11、9)真空扩散焊接,利用真空平台对工件内部进行抽真空,然后加热装置对工件进行加热,加热到一定温度后对工件施以相应的压力,完成工件的真空扩散焊接。
12、10)焊后压力测试。
13、11)焊后精加工及压力测试。
14、进一步的,所述步骤4)中,密封焊接采用的是断弧脉冲电弧焊、激光焊、tig焊(钨极氩弧焊)、cmt(冷金属过渡焊接技术)等焊接方式,且要求焊缝的熔点不低于基材的熔点。
15、进一步的,所述步骤4)中,密封焊接的熔深不宜大于1mm。
16、进一步的,所述步骤5)中,转接头、封口件应完全覆盖住液冷板的进/出液口,且转接头、封口件与基板的连接采用步骤4)中所述的密封焊接方式。
17、进一步的,所述步骤6)中,波纹管的两端分别与转接头、带液冷散热功能的转接头的连接采用步骤4)中所述的密封焊接方式。
18、进一步的,所述步骤7)中,带液冷散热功能的转接头上的法兰与真空平台的连接采用橡胶密封、氟塑料密封、金属密封等真空密封方式。
19、进一步的,所述步骤8)中,加热装置可选用成本低廉的热压机、气氛炉或者马弗炉等设备。
20、本发明采取上述技术方案所产生的有益效果在于:
21、1、通过对水冷板的基板与盖板接合面的外表面接合缝进行一圈密封焊接,再将液冷板进/出液口与真空平台进行连接。当抽真空后就可实现水冷板内部处于真空环境,因此基板与盖板的扩散焊接面在真空状态,且处于高温高压的工况下就可实现真空扩散焊接。因此可实现选用成本低廉的热压机、气氛炉或者马弗炉等设备替代传统工艺用昂贵的真空扩散焊炉设备的目的,进而大幅降低产品的生产成本。
22、2、传统工艺采用真空扩散焊炉,因真空腔体积比较大,故导致抽真空时间比较漫长,普遍需要4~6h以上,而采用本发明的方法只需抽取工件内部的空间,因而抽真空时间非常短暂,一般只需十几分钟就可完成,极大地缩短了生产周期和成本。
技术特征:
1.一种液冷板低成本生产工艺,其特征在于:
2.根据权利要求1所述的一种液冷板低成本生产工艺,其特征在于,所述步骤4)中,密封焊接采用的是断弧脉冲电弧焊、激光焊、tig焊(钨极氩弧焊)、cmt(冷金属过渡焊接技术)等焊接方式,且要求焊缝的熔点不低于基材的熔点。
3.根据权利要求1所述的一种液冷板低成本生产工艺,其特征在于,所述步骤4)中,密封焊接的熔深不宜大于1mm。
4.根据权利要求1所述的一种液冷板低成本生产工艺,其特征在于,所述步骤5)中,所述的转接头、封口件应完全覆盖住液冷板的进/出液口,且转接头、封口件与基板的连接采用步骤4)中所述的密封焊接方式。
5.根据权利要求1所述的一种液冷板低成本生产工艺,其特征在于,所述步骤6)中,波纹管的两端分别与转接头、带液冷散热功能的转接头的连接采用步骤4)中所述的密封焊接方式。
6.根据权利要求1所述的一种液冷板低成本生产工艺,其特征在于,所述步骤7)中,带液冷散热功能的转接头上的法兰与真空平台的连接采用橡胶密封、氟塑料密封、金属密封等真空密封方式。
7.根据权利要求1所述的一种液冷板低成本生产工艺,其特征在于,所述步骤8)中,所述加热装置可选用成本低廉的热压机、气氛炉或者马弗炉等设备。
技术总结
本发明提供一种液冷板低成本生产工艺,属于机加工散热装置工艺领域,包括以下步骤:1)机加工,2)焊前处理,3)装配待焊件,4)接合缝密封焊接,5)连接/封口,6)波纹管的连接,7)连接真空平台与液冷循环系统,8)放入加热装置,9)真空扩散焊接,10)焊后压力测试,11)焊后精加工及压力测试。本发明的优点在于:工艺简单,易于实现,可实现选用成本低廉的热压机、气氛炉或者马弗炉等设备替代传统工艺用昂贵的真空扩散焊炉设备的目的,进而大幅降低产品的生产成本。
技术研发人员:程媛媛,请求不公布姓名
受保护的技术使用者:河北晋焓电子科技有限公司
技术研发日:
技术公布日:2024/2/8
- 还没有人留言评论。精彩留言会获得点赞!