一种新型打弯件冲孔定位结构的制作方法
本发明涉及链条生产加工,尤其涉及一种新型打弯件冲孔定位结构。
背景技术:
1、在进行链条的生产加工时,链条的链板在生产时需要通过冲压的方式进行生产加工,并且需要配合模具进行生产配合,链条链板的种类比较多,为了提高使用时的便利性,生产有带打弯边的链板结构,这类结构在进行生产时通常采用冲孔模具进行冲孔加工后再进行折弯操作,在进行折弯时由于位置精度很难得到保障,导致生产过程中打弯边与冲孔结构之间的精度无法保障,在生产时产生的合格率比较低,生产加工成本比较高,而如果先进行打弯加工再进行冲孔时,一方面冲孔需要二次加工,冲孔位置的精度也很难保障,另一方面打弯后再加工时占用的空间比较大,加工过程中容易对打弯边产生损伤,影响产品的质量。
技术实现思路
1、本发明的目的是提供一种新型打弯件冲孔定位结构,它采用全新的结构设计,在使用时与冲孔模具的冲压板进行配合在一起进行使用,在使用时能够配合打弯后的工件进行精准的配合放置,并且将冲孔结构集成在本定位结构上,在进行工件配合放置后能够保障打弯边位置的精准性,同时对打弯边的结构能够起到校准的作用,配合放置后再通过冲孔模具直接进行冲孔加工,在加工过程中不会对打弯边产生任何损伤,保障了冲孔位置的加工精度,同时也有效提高了生产时的效率,保障了产品的加工质量,使生产时的产品合格率更高,生产成本更低。
2、本发明的技术方案如下:
3、一种新型打弯件冲孔定位结构,其特征在于:包括定位配合座,所述定位配合座的正面靠下端位置设有开口向下的加工配合避位槽,所述定位配合座的正面靠上端位置设有将上端完全贯穿的定位配合放置槽,所述定位配合放置槽的下端与所述加工配合避位槽相通,所述加工配合避位槽的深度大于所述定位配合放置槽的深度,所述定位配合放置槽的位置配合安装有链板折弯定位块,所述定位配合座的正面设有左右分布的圆柱形冲压配合孔,所述冲压配合孔内通过压入配合的方式设置有冲孔下刀配合座,所述定位配合座上设有冲压模具安装组合孔,所述链板折弯定位块包括主体支撑板和打弯配合精准板,所述打弯配合精准板位于所述主体支撑板长度方向的中心位置处,所述打弯配合精准板的后侧超出所述主体支撑板的端面位置的一侧外边缘结构上设有避位配合放置倒角结构,所述主体支撑板通过可拆卸的方式与所述定位配合座连接在一起。
4、进一步的,所述加工配合避位槽和所述定位配合放置槽均位于所述定位配合座左右方向的中心位置处。
5、进一步的,所述冲孔下刀配合座的厚度小于所述定位配合座的厚度,所述冲孔下刀配合座的外侧端面未超出所述定位配合座的外侧端面。
6、进一步的,所述主体支撑板通过螺栓紧固的方式与所述定位配合座连接在一起。
7、进一步的,所述主体支撑板与所述定位配合座的紧固位置可以根据需要进行调节配合。
8、进一步的,所述主体支撑板上设有安装精准配合定位结构。
9、本发明的有益效果:
10、本发明采用全新的结构设计,在使用时与冲孔模具的冲压板进行配合在一起进行使用,在使用时能够配合打弯后的工件进行精准的配合放置,并且将冲孔结构集成在本定位结构上,在进行工件配合放置后能够保障打弯边位置的精准性,同时对打弯边的结构能够起到校准的作用,配合放置后再通过冲孔模具直接进行冲孔加工,在加工过程中不会对打弯边产生任何损伤,保障了冲孔位置的加工精度,同时也有效提高了生产时的效率,保障了产品的加工质量,使生产时的产品合格率更高,生产成本更低。
技术特征:
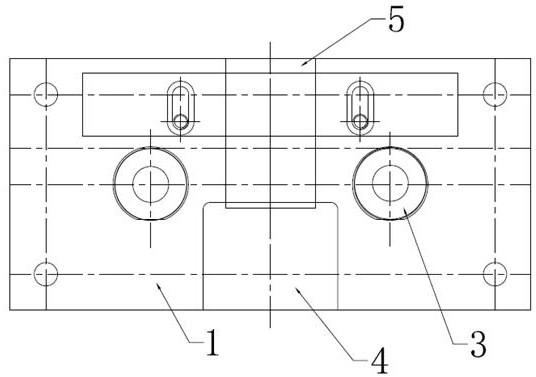
1.一种新型打弯件冲孔定位结构,其特征在于:包括定位配合座(1),所述定位配合座(1)的正面靠下端位置设有开口向下的加工配合避位槽(4),所述定位配合座(1)的正面靠上端位置设有将上端完全贯穿的定位配合放置槽(5),所述定位配合放置槽(5)的下端与所述加工配合避位槽(4)相通,所述加工配合避位槽(4)的深度大于所述定位配合放置槽(5)的深度,所述定位配合放置槽(5)的位置配合安装有链板折弯定位块(2),所述定位配合座(1)的正面设有左右分布的圆柱形冲压配合孔(6),所述冲压配合孔(6)内通过压入配合的方式设置有冲孔下刀配合座(3),所述定位配合座(1)上设有冲压模具安装组合孔,所述链板折弯定位块(2)包括主体支撑板(7)和打弯配合精准板(8),所述打弯配合精准板(8)位于所述主体支撑板(7)长度方向的中心位置处,所述打弯配合精准板(8)的后侧超出所述主体支撑板(7)的端面位置的一侧外边缘结构上设有避位配合放置倒角结构,所述主体支撑板(7)通过可拆卸的方式与所述定位配合座(1)连接在一起。
2.根据权利要求1所述的一种新型打弯件冲孔定位结构,其特征在于:所述加工配合避位槽(4)和所述定位配合放置槽(5)均位于所述定位配合座(1)左右方向的中心位置处。
3.根据权利要求1所述的一种新型打弯件冲孔定位结构,其特征在于:所述冲孔下刀配合座(3)的厚度小于所述定位配合座(1)的厚度,所述冲孔下刀配合座(3)的外侧端面未超出所述定位配合座(1)的外侧端面。
4.根据权利要求1所述的一种新型打弯件冲孔定位结构,其特征在于:所述主体支撑板(7)通过螺栓紧固的方式与所述定位配合座(1)连接在一起。
5.根据权利要求1所述的一种新型打弯件冲孔定位结构,其特征在于:所述主体支撑板(7)与所述定位配合座(1)的紧固位置可以根据需要进行调节配合。
6.根据权利要求1所述的一种新型打弯件冲孔定位结构,其特征在于:所述主体支撑板(7)上设有安装精准配合定位结构。
技术总结
本发明涉及链条生产加工技术领域,尤其涉及一种新型打弯件冲孔定位结构。本发明采用的技术方案是:包括定位配合座,所述定位配合座的正面靠下端位置设有开口向下的加工配合避位槽,所述定位配合座的正面靠上端位置设有将上端完全贯穿的定位配合放置槽,所述定位配合放置槽的下端与所述加工配合避位槽相通,所述加工配合避位槽的深度大于所述定位配合放置槽的深度,所述定位配合放置槽的位置配合安装有链板折弯定位块。本发明的优点是:配合放置后再通过冲孔模具直接进行冲孔加工,在加工过程中不会对打弯边产生任何损伤,保障了冲孔位置的加工精度,同时也有效提高了生产时的效率,保障了产品的加工质量。
技术研发人员:黄雅丹,夏占豪,张恩光,陈华东
受保护的技术使用者:新豪轴承(泰州)有限公司
技术研发日:
技术公布日:2024/2/8
- 还没有人留言评论。精彩留言会获得点赞!