一种异型截面零件的局部高频退火装置的制作方法
1.本发明涉及一种热处理设备,更确切地说,是一种异型截面零件的局部高频退火装置。
背景技术:
2.近年来,随着制造产业的飞速发展,不仅需求的零件种类越来越多,对于零件的质量要求也越来越好高,设备的通用性成为工厂关注的重点。用一台设备对不同的异形截面零件进行退火热处理,由此可以大大降低工厂对设备的购买成本,提高工厂加工零件的种类,这样就可以解决现在工厂中的一种设备只能加工一种零件的单一性。如何对各种复杂截面零件进行均匀的退火处理,退火处理后的产品质量要基本一致,这又是工厂面临的新问题。现在工厂中所使用退火装置只能对截面简单没有变化的零件进行退火处理,所使用的退火设备的适用对象较为单一,不能对各种异形截面零件进行热处理。
技术实现要素:
3.本发明主要是解决现有技术所存在的技术问题,从而提供一种异型截面零件的局部高频退火装置。
4.本发明的上述技术问题主要是通过下述技术方案得以解决的:
5.一种异型截面零件的局部高频退火装置,包含一3d激光扫描仪、一计算机、一动力控制系统、一滑动夹具系统、一冷却池、一高频加热机和一仿真线圈,所述的计算机控制所述的3d激光扫描仪,所述的动力控制系统驱动所述的滑动夹具系统,
6.所述滑动夹具系统包括一外轨道架、一内轨道架、一双轮滑动块和一夹具,所述双轮滑动块安装在所述的外轨道架上,
7.所述的的动力控制系统包括一控制箱、一电机、一带轮和一传动带,所述的电机安装在所述的内轨道架,所述的带轮安装在所述的电机上,所述的电机和带轮驱动所述的传动带,所述的传动带上设有若干拨片,
8.所述的高频加热机设置在所述的内轨道架上,所述的高频加热机通过两个感应线圈安装头与所述的仿真线圈相连接,
9.所述的冷却池设置在地面上,所述的滑动夹具系统的下部浸没在所述的冷却池内。
10.本发明的异型截面零件的局部高频退火装置具有以下优点:
11.1.该局部高频退火装置可用于对各种异形零件进行局部高频退火也可以对截面规则对称的零件进行局部高频退火,所用的仿真线圈结构简单,易于更换,可循环利用性高,有效降低了生产成本;
12.2.该局部高频退火装置采用了3d激光扫描仪对零件进行扫描生成三维模型,通过计算机软件仿真模拟绘制出适合零件的感应加热线圈,提高了高频退火的可控性和退火质量;
13.3.该局部高频退火装置通过控制冷却池的水量来控制零件没入水的深度,从而保证零件较为准确的局部退火;
14.4.该局部高频退火装置通过轨道运输的形式对零件进行循环运输,与双轮滑块连接的夹具是可以替换的,以便装夹和运输不同的零件,可替换性好,操作简单,可实现运输系统的通用性。
附图说明
15.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
16.图1为一种异形截面零件的三维模型分析演示图;
17.图2为本发明的异形截面零件的局部高频退火装置的扫描设备的主视图;
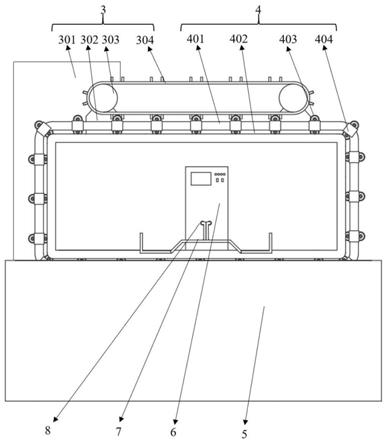
18.图3为本发明的异形截面零件的局部高频退火装置的实施热处理设备的结构示意图;
19.图4为本发明的异形截面零件的局部高频退火装置的结构示意图,为另一个视角;
20.图5为局部高频退火的过程图。
具体实施方式
21.下面结合附图对本发明的优选实施例进行详细阐述,以使本发明的优点和特征能更易于被本领域技术人员理解,从而对本发明的保护范围做出更为清楚明确的界定。
22.如图1至图5所示,该异型截面零件的局部高频退火装置包含一3d激光扫描仪1、一计算机2、一动力控制系统3、一滑动夹具系统4、一冷却池5、一高频加热机6和一仿真线圈7,该计算机2控制该3d激光扫描仪1,该动力控制系统3驱动该滑动夹具系统4,
23.所述滑动夹具系统4包括一外轨道架401、一内轨道架402、一双轮滑动块403和一夹具404,所述双轮滑动块403安装在该外轨道架401上,
24.该的动力控制系统3包括一控制箱301、一电机302、一带轮303和一传动带304,该电机302安装在该内轨道架402,该带轮303安装在该电机302上,该电机302和带轮303驱动该传动带304,
25.该高频加热机6设置在该内轨道架402上,该高频加热机6通过两个感应线圈安装头8与该仿真线圈7相连接,
26.该冷却池5设置在地面上,该滑动夹具系统4的下部浸没在该冷却池5内。
27.需要说明的是,3d激光扫描仪1由计算机2控制,通过将异形截面零件摆放在3d激光扫描仪1的工作台上生成该零件的三维图像,将图像生成在计算机2中,利用软件仿真模拟生成出对应该异形截面零件的线圈的三维模型,随后根据计算机2所生成的模型来绕行仿真线圈7。
28.如图3、图4和图5所示,该动力控制系统3和滑动夹具系统4在局部高频退火装置中负责零件的运输和装夹。该控制箱301连接着两台电机302,电机302通过螺栓连接的方式安装在内轨道架上,电机302的输出轴通过键连接的方式连接着带轮303,按下控制箱301的启
动按钮,电机开始工作,使带轮303旋转带动传动带304的运动。
29.该传动带304上设有拨片3041,这些拨片3041将双轮滑块403卡住一起向前运动,这样周而复始使滑动夹具系统4在传动带304的作用下在外轨道架401和内轨道架402上循环运动。
30.该夹具404通过螺栓连接的方式与双轮滑块403连接并与其一起运动,当装夹零件a的夹具404运动到冷却池5中,夹具404会没入冷却液中。与此同时,仅使零件a的局部退火部分露出液面。
31.该仿真线圈7是由扫描零件a后生成的线圈模型而定制绕行的,将制作好的仿真线圈7通过感应线圈安装头8连接到高频加热机6上。该零件a通过仿真线圈7后完成局部高频退火,当零件a通过线圈在外轨道401的后侧向上爬行时,工人可以将已经加工好的零件a取下,并换上另一个待加工的零件a。
32.另外,3d激光扫描仪是利用激光测距的原理,通过记录被测物体表面大量的密集的点的三维坐标、反射率和纹理等信息,可快速复建出被测目标的三维模型及线、面、体等各种图件数据。将异形截面零件放在扫描仪上进行扫描所生成的三维模型传输到计算机中,通过仿真软件的计算生成适合该异形截面零件的感应加热线圈,将绕行好的感应加热线圈安装在感应加热机上。通过这样一个生成定制线圈的过程可以有效的针对各种异形截面零件实施高质量的退火处理。工厂在拥有一种异形截面零件的局部退火装置的情况下,通过更换不同的线圈就能达到对不同的异形截面零件进行均匀退火的目的,并且使用的线圈可以重复绕行成不同的形状,节约了设备成本。
33.下面介绍该异型截面零件的局部高频退火装置的工作方式。
34.1)、将异形截面零件摆放在3d激光扫描仪1的工作台上生成该零件的三维图像,将图像生成在计算机2中。
35.2)、利用软件仿真模拟生成出对应该异形截面零件的仿真线圈7的三维模型,随后根据计算机2所生成的模型来绕行仿真线圈7。
36.3)、按下控制箱301的启动按钮,电机开始工作,使带轮303旋转带动传动带304的运动;
37.4)、传动带304上的拨片3041将双轮滑块403卡住一起向前运动,这样周而复始使滑动夹具系统在传动带304的作用下在外轨道架401和内轨道架402上循环运动;
38.5)、夹具404通过螺栓连接的方式与双轮滑块403连接并与其一起运动,当装夹零件的夹具404运动到冷却池5中,夹具404会没入冷却液中,与此同时仅使零件的局部退火部分露出液面;
39.6)、零件通过仿真线圈7后完成局部高频退火,当零件通过线圈在外轨道401的后侧向上爬行时,已经加工好的零件被取下换上未退火的零件。
40.本发明的有益效果是:
41.1.该局部高频退火装置可用于对各种异形零件进行局部高频退火也可以对截面规则对称的零件进行局部高频退火,所用的仿真线圈结构简单,易于更换,可循环利用性高,有效降低了生产成本;
42.2.该局部高频退火装置采用了3d激光扫描仪对零件进行扫描生成三维模型,通过计算机软件仿真模拟绘制出适合零件的感应加热线圈,提高了高频退火的可控性和退火质
量;
43.3.该局部高频退火装置通过控制冷却池的水量来控制零件没入水的深度,从而保证零件较为准确的局部退火;
44.4.该局部高频退火装置通过轨道运输的形式对零件进行循环运输,与双轮滑块连接的夹具是可以替换的,以便装夹和运输不同的零件,可替换性好,操作简单,可实现运输系统的通用性。
45.不局限于此,任何不经过创造性劳动想到的变化或替换,都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应该以权利要求书所限定的保护范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1