一种轴头锁紧螺母铸造模具的制作方法
[0001]
本实用新型属于螺母铸造模具技术领域,具体涉及一种轴头锁紧螺母铸造模具。
背景技术:
[0002]
螺母就是螺帽,与螺栓或螺杆拧在一起用来起紧固作用的零件,所有生产制造机械必须用的一种元件,根据材质的不同,分为碳钢、不锈钢、有色金属(如铜)等几大类型。
[0003]
螺母是通过内侧的螺纹,同等规格螺栓一起将机械设备紧密连接起来的零件,螺母的加工工艺一般是通过铸造模具铸造出螺母半成品(螺母外形和内部的通孔),再将铸造出的半成品通过车床车出内螺纹即可。
[0004]
现有的螺母铸造模具在使用时存在一定的弊端,传统的螺母铸造周期包含原料浇注、冷却、卸料等,这样的周期循环中大部分时间浪费在冷却和卸料期间,导致螺母铸造模具效率低下。
技术实现要素:
[0005]
为解决现有技术的缺陷和不足问题;本实用新型的目的在于提供一种结构简单,设计合理、使用方便的轴头锁紧螺母铸造模具,它使原料输送管正下方的凹模一直在循环切换,减少了传统冷却和卸料的等待时间,有效提高螺母铸造模具的效率。
[0006]
为实现上述目的,本实用新型采用的技术方案是:它包括固定架、电机、旋转轴、转盘、凹模、凸模、气缸一、原料输送管、卸料装置和气缸二;所述固定架的底端中心固定安装有电机,所述电机的输出端与旋转轴固定连接,所述旋转轴的上端固定设置有转盘,所述转盘的上端均固定镶嵌有数个凹模,所述凹模的上方固定设置有凸模,所述凸模的上端与气缸一的底端活动连接,所述气缸一固定安装在上端的天花板上,所述转盘上端的左侧固定设置有原料输送管,所述凹模的内腔活动镶嵌有卸料装置,所述固定架的上端外侧边缘固定安装有气缸二,所述原料输送管与气缸二正好设置在相邻工位上。
[0007]
作为优选,所述的凹模的内腔中间固定设置有圆孔,所述凹模上端的外侧边缘固定设置有数个销钉孔,所述凹模的数量为6-12个。
[0008]
作为优选,所述凸模的下端外侧边缘固定设置有与销钉孔相互配合的导正销,所述凸模上固定设置有浇注口,所述凸模的上端固定设置有磁铁块。
[0009]
作为优选,所述卸料装置由“工”型柱和弹簧组成,所述“工”型柱上端头部与圆孔保持相互配合,所述“工”型柱上固定套接有弹簧。
[0010]
作为优选,所述气缸一的底端固定安装有电磁铁,所述电磁铁与外界电源固定连接。
[0011]
与现有技术相比,本实用新型的有益效果为:本实用新型通过电机带动转盘上的凹模转动,使原料输送管正下方的凹模一直在循环切换,减少了传统冷却和卸料的等待时间,有效提高螺母铸造模具的效率。
附图说明
[0012]
为了易于说明,本实用新型由下述的具体实施及附图作以详细描述。
[0013]
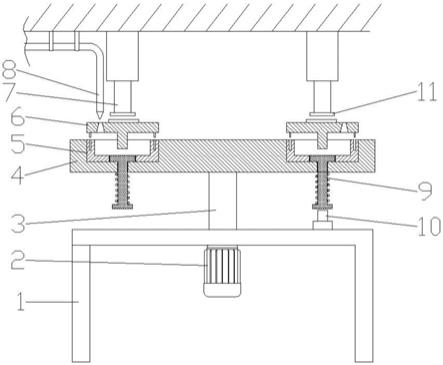
图1为本实用新型的结构示意图;
[0014]
图2为本实用新型中转盘4的俯视图;
[0015]
图3为本实用新型中凹模5的结构示意图;
[0016]
图4为本实用新型中凸模6的剖视图;
[0017]
图5为本实用新型中卸料装置9的结构示意图。
[0018]
图中:固定架1、电机2、旋转轴3、转盘4、凹模5、凸模6、气缸一7、原料输送管8、卸料装置9、气缸二10、电磁铁11、圆孔51、销钉孔52、导正销61、浇注口62、磁铁块63、“工”型柱91、弹簧92。
具体实施方式
[0019]
为使本实用新型的目的、技术方案和优点更加清楚明了,下面通过附图中示出的具体实施例来描述本实用新型。但是应该理解,这些描述只是示例性的,而并非要限制本实用新型的范围。此外,在以下说明中,省略了对公知结构和技术的描述,以避免不必要地混淆本实用新型的概念。
[0020]
在此,还需要说明的是,为了避免因不必要的细节而模糊了本实用新型,在附图中仅仅示出了与根据本实用新型的方案密切相关的结构和/或处理步骤,而省略了与本实用新型关系不大的其他细节。
[0021]
如图1所示,本具体实施方式采用以下技术方案:它包括固定架1、电机2、旋转轴3、转盘4、凹模5、凸模6、气缸一7、原料输送管8、卸料装置9和气缸二10;所述固定架1的底端中心固定安装有电机2,所述电机2的输出端与旋转轴3固定连接,所述旋转轴3的上端固定设置有转盘4,所述转盘4的上端均固定镶嵌有数个凹模5,所述凹模5的上方固定设置有凸模6,所述凸模6的上端与气缸一7的底端活动连接,所述气缸一7固定安装在上端的天花板上,所述转盘4上端的左侧固定设置有原料输送管8,所述凹模5的内腔活动镶嵌有卸料装置9,所述固定架1的上端外侧边缘固定安装有气缸二10,所述原料输送管8与气缸二10正好设置在相邻工位上,所述气缸一7的底端固定安装有电磁铁11,所述电磁铁11与外界电源固定连接。
[0022]
如图2、图3所示,进一步的,所述的凹模5的内腔中间固定设置有圆孔51,所述凹模5上端的外侧边缘固定设置有数个销钉孔52,所述凹模5的数量为6-12个。
[0023]
如图4所示,进一步的,所述凸模6的下端外侧边缘固定设置有与销钉孔52相互配合的导正销61,所述凸模6上固定设置有浇注口62,所述凸模6的上端固定设置有磁铁块63。
[0024]
如图5所示,进一步的,所述卸料装置9由“工”型柱91和弹簧92组成,所述“工”型柱91上端头部与圆孔51保持相互配合,所述“工”型柱91上固定套接有弹簧92。
[0025]
本具体实施方式的工作原理为:首先将电磁铁11通电后,再通过凸模6上端的磁铁块63将凸模6吸住,再通过气缸一7将凸模6插接固定在凹模5的上端(此处是通过导正销61与销钉孔52插接固定),再将电磁铁11断电,由气缸一7带动电磁铁11上升,此时通过原料输送管8将原料通过凸模6上的浇注口62输送到正下方的第一工位凹模5内,再通过电机2带动转盘4上的凹模5和凸模6一起转动,使第二工位上的凹模5和凸模6正好旋转到原料输送管8
的正下方进行原料的浇注,如此循环,待最后一个工位上的凹模5和凸模6正好旋转到原料输送管8的正下方进行原料的浇注的同时,此时第一工位上的螺母已经冷却完成,通过其正上方的气缸一7将凸模6吸附住并向上提升,再通过正下方的气缸二10来顶升卸料装置9实现卸料的作用,待铸造螺母卸料后,再通过气缸一7将第一工位上的凸模6插接固定在凹模5的上端,此时气缸二10断气后自然下降,通过自然伸缩的弹簧92将卸料装置9恢复到最初状态,再由电机2带动旋转,如此一直在循环切换,减少了传统冷却和卸料的等待时间,有效提高螺母铸造模具的效率。
[0026]
对于本领域技术人员而言,显然本实用新型不限于上述示范性实施例的细节,而且在不背离本实用新型的精神或基本特征的情况下,能够以其他的具体形式实现本实用新型。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本实用新型的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本实用新型内。
[0027]
此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1